






© 2023, Хохуля Александр Сергеевич 116 0


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 23.08.2023 11:57

Хохуля Александр Сергеевич
Специализация
Газовая сварка углеродистых сталей
Категория:
Технология (мальчики)
11.05.2023 11:06

Просмотр содержимого документа
«Газовая сварка углеродистых сталей»

Тема урока:
Классификация углеродистых сталей.
Презентацию подготовила:
Преподаватель спецдисциплин высшей категории Старобельского профессионального колледжа ЛНР
ГУСЕВА Людмила Алексеевна
2022г

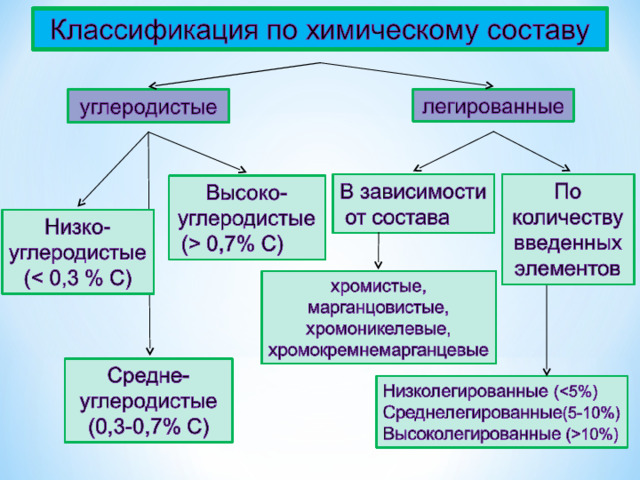
По химическому составу
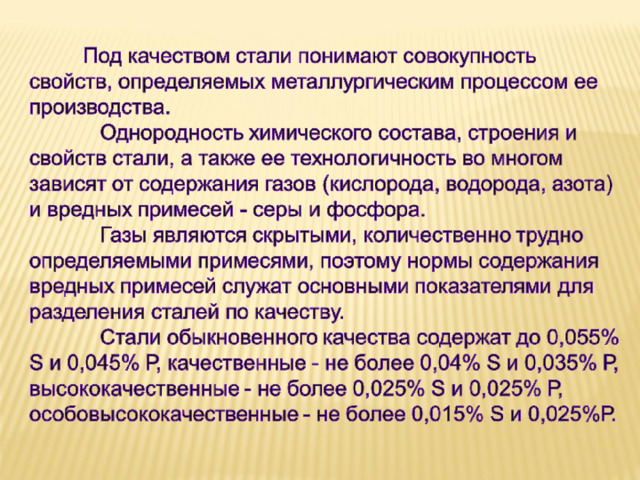
По качеству

Качественные стали
Обыкновенные стали
Особовысококачественные стали
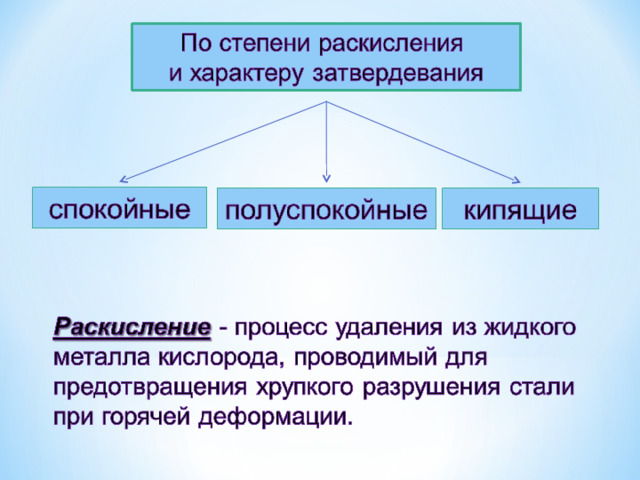
- Спокойные стали раскисляют марганцем, кремнием и алюминием. Они содержат мало кислорода и затвердевают спокойно без газовыделения.
- Кипящие стали раскисляют только марганцем. Перед разливкой в них содержится повышенное количество кислорода, который при затвердевании, частично взаимодействуя с углеродом, удаляется в виде СО. Выделение пузырей СО создает впечатление кипения стали, с чем и связано ее название. Кипящие стали дешевы, их производят низкоуглеродистыми и практически без кремния (Si
- Полуспокойные стали по степени раскисления занимают промежуточное положение между спокойными и кипящими.
Отличие среднеуглеродистых сталей от низкоуглеродистых в основном состоит в различном содержании С. Среднеуглеродистые стали содержат 0,26 — 0,45 % С.
Повышенное содержание углерода создает дополнительные трудности при сварке конструкций из этих сталей. К ним относится низкая стойкость против кристаллизационных трещин, возможность образования малопластичных закалочных структур и трещин в околошовной зоне и трудность обеспечения равнопрочного сплавления металла шва с основным металлом .
Повышение стойкости металла шва против кристаллизационных трещин достигается снижением количества С в металле шва путем применения электродных стержней и присадочной проволоки с пониженным содержанием С , а также уменьшения доли основного металла в металле шва , что достигается сваркой с разделкой кромок на режимах , обеспечивающих минимальное проплавление основного металла и максимальное значение коэффициента формы шва.
К высокоуглеродистым сталям относят стали с содержанием С в пределах 0,46 — 0,75%. Эти стали, как правило, не пригодны для изготовления сварных конструкций.
Однако необходимость сварки возникает при ремонтных работах. Сварка производится с предварительным, а иногда с сопутствующим подогревом и последующей термообработкой.
При температуре ниже 5°С и на сквозняках сварку выполнять нельзя. Остальные технологические приемы такие же, как и для сварки среднеуглеродистых сталей.
Газовую сварку высокоуглеродистых сталей осуществляют нормальным или слегка науглероживающим пламенем мощностью 75 — 90 дм3/ч ацетилена на 1 мм толщины металла с подогревом до 250—300 °С.
Применяют левый способ сварки, позволяющий уменьшить время перегрева и время пребывания металла сварочной ванны в расплавленном состоянии. Используются флюсы того же состава, что и для среднеуглеродистых сталей. После сварки шов проковывается с последующей нормализацией или отпуском.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

