
Казахстан, Актобе


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 24.05.2024 11:04

Боровец Николай Степанович
Зав. сектором ГЦТТ , Учитель технологии и черчения
65 лет
Местоположение
Механическая обработка материалов со снятием стружки
Категория:
Технология (мальчики)
12.02.2018 22:48

Просмотр содержимого документа
«Механическая обработка материалов со снятием стружки»
Механическая обработка материалов со снятием стружки
Большинство деталей машин изготовляется путем обработки резанием. Заготовками таких деталей служат прокат, отливки, поковки, штамповки и др.
Процесс обработки деталей резанием основан на образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки. Та часть металла, которая снимается при обработке, называется припуском.
Припуск — это избыточный (сверх чертежного размера) слой заготовки, оставляемый для снятия режущим инструментом при операциях обработки резанием.
После снятия припуска на металлорежущих станках обрабатываемая деталь приобретает форму и размеры, соответствующие рабочему чертежу детали.
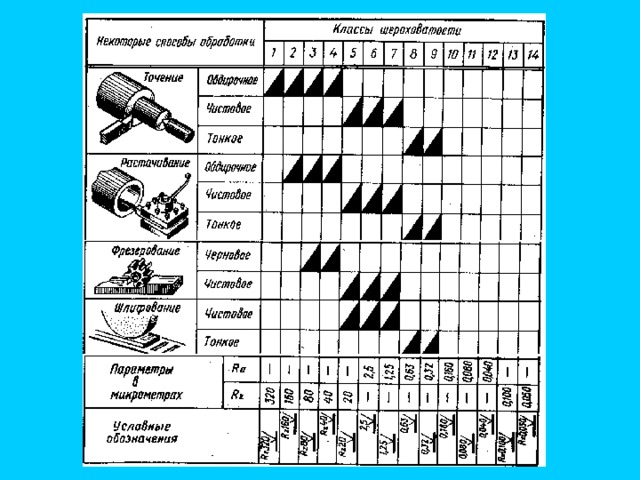
Для уменьшения трудоемкости и себестоимости изготовления детали, а также ради экономии металла, размер припуска должен быть минимальным, но в то же время достаточным для получения хорошего качества детали и с необходимой шероховатостью поверхности.

Основные методы обработки металлов резанием
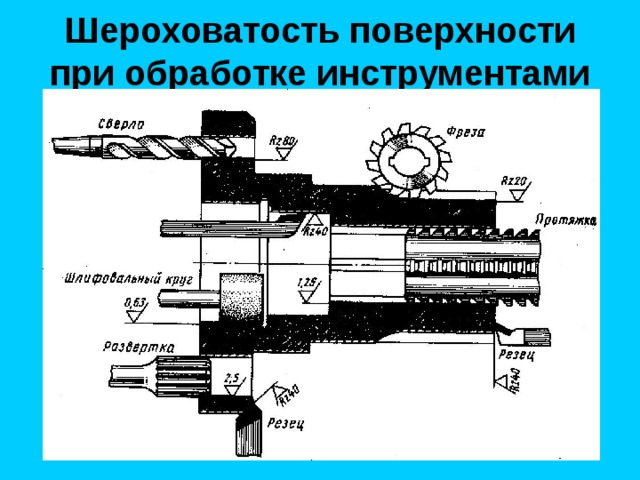
Шероховатость поверхности при обработке инструментами
Точение — операция обработки тел вращения, винтовых и спиральных поверхностей резанием при помощи резцов на станках токарной группы. При точении (рис. 1.1) заготовке сообщается вращательное движение (главное движение), а режущему инструменту (резцу) — медленное поступательное перемещение.
Фрезерование — высокопроизводительный процесс обработки материалов резанием, выполняемое на фрезерных станках. Главное (вращательное) движение получает фреза, а движение подачи это перемещение заготовки в продольном и поперечном направлении (рис 1.2).
Сверление — операция обработки материала резанием для получения отверстия. Режущим инструментом служит сверло, совершающее вращательное движение (главное движение) резания и осевое перемещение подачи. Сверление производится на сверлильных станках (рис. 1.3).
Строгание — способ обработки резанием плоских поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает изогнутый строгальный резец, а движение подачи (прямолинейное движение заготовки). Строгание производится на строгальных станках (рис. 1.4).
Долбление — способ обработки резцом плоскостей или фасонных поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает резец, а движение подачи (прямолинейное, перпендикулярное главному движению, движение заготовки). Долбление производят на долбежных станках (рис. 1.5).
Шлифование — процесс чистовой и отделочной обработки деталей машин и инструментов посредством снятия с их поверхности тонкого слоя металла шлифовальными кругами, на поверхности которого расположены абразивные зерна. Главное движение вращательное, которое осуществляется шлифовальным кругом. При круглом шлифовании (рис. 1.6) вращается одновременно и круг и заготовка.
При плоском шлифовании продольная подача осуществляется обычно заготовкой, а поперечная подача — шлифовальным кругом или заготовкой (рис. 1.7).
Протягивание — процесс, производительность при котором в несколько раз больше, чем при строгании и даже фрезеровании. Протягиванием обрабатывают отверстия различного профиля. Главное движение - прямолинейное движение протяжки (рис. 1.8).
Для изготовления деталей машин применяются различные материалы, называемые конструкционными. От правильного выбора конструкционного материала зависят качество, надежность, экономичность и долговечность деталей и машины в целом. Все конструкционные материалы можно условно разделить на однородные и композиционные, металлические и неметаллические.
Металлы – химические элементы, образующие в свободном состоянии простые вещества с металлической связью между атомами.
Сплавы – твердые вещества, образованные сплавлением двух или более компонентов.
Сплавы на основе железа называются черными, на основе других металлов цветными.
Неметаллические материалы – неорганические и органические материалы, композиционные материалы на неметаллической основе, полимеры, клеи, лакокрасочные покрытия, графит, стекло, керамика.
Композиционные материалы – это системы, полученные из двух и более компонентов с сохранением индивидуальности компонентов.

Классификация конструкционных материалов
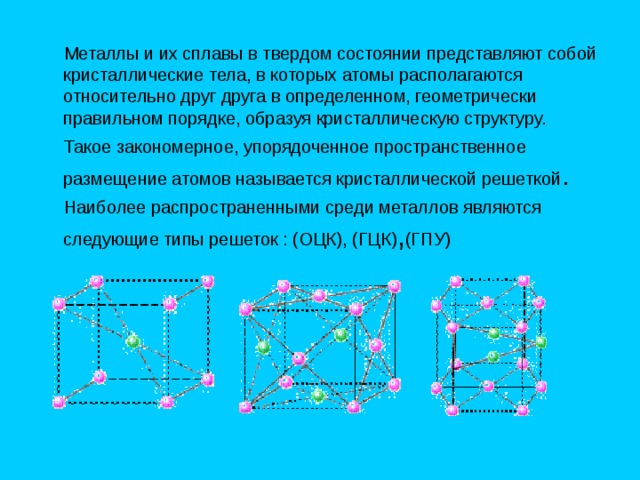
Металлы и их сплавы в твердом состоянии представляют собой кристаллические тела, в которых атомы располагаются относительно друг друга в определенном, геометрически правильном порядке, образуя кристаллическую структуру.
Такое закономерное, упорядоченное пространственное размещение атомов называется кристаллической решеткой
Наиболее распространенными среди металлов являются следующие типы решеток : (ОЦК), (ГЦК) (ГПУ)
Большое разнообразие конфигураций деталей (изделий) подразумевает применение различных по типу и виду металлорежущих станков. Станки классифицируются по множеству признаков.
По способу обработки : • токарные; • сверлильные и расточные; • фрезерные; • зубо- резные • шлифовальные, полировальные, • строгальные, долбежные, протяжные; и многооперационные станки.
По универсальности:
• универсальные, предназначенные для обработки различных деталей.
• специальные, предназначенные для одной операции и изготовления детали одного типоразмера.
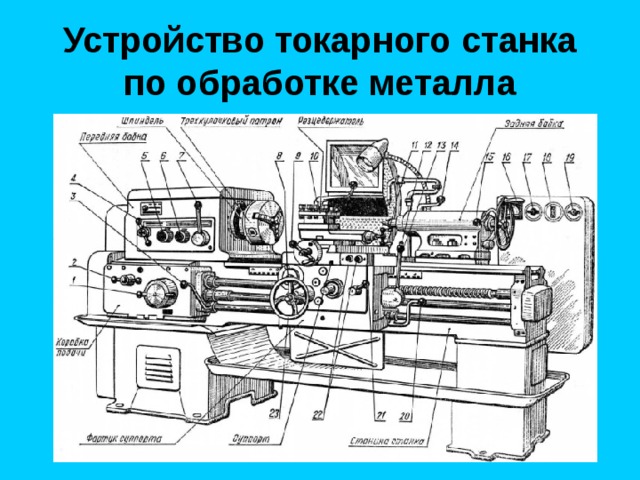
Устройство токарного станка по обработке металла

Учебный токарно-винторезный станок

Основные узлы и рукоятки управления токарного станка ТВ-4
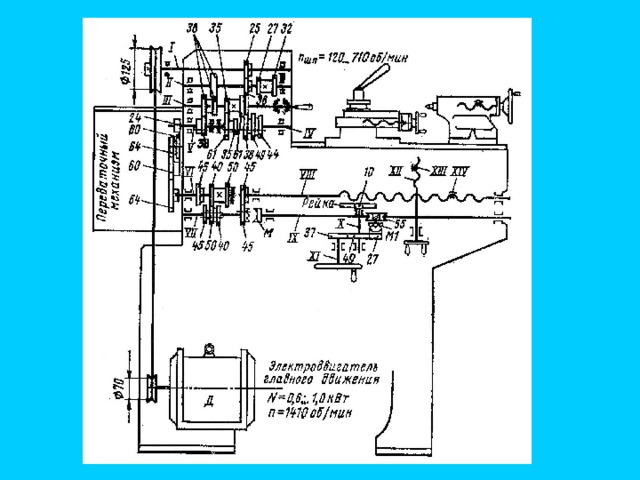

Механические передачи токарного станка ТВ-4

Установка необходимой частоты вращения шпинделя
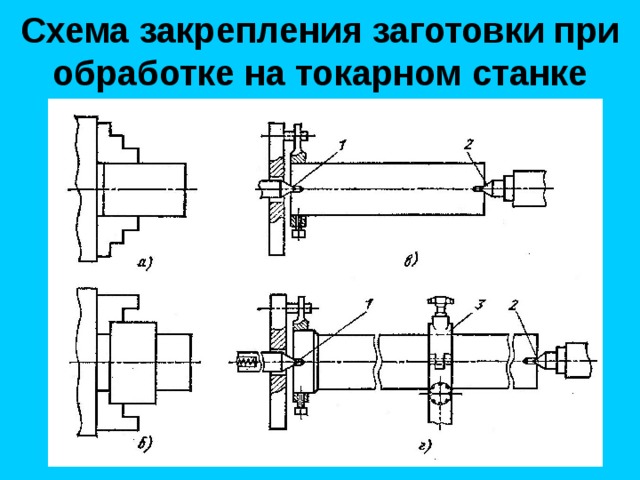
Схема закрепления заготовки при обработке на токарном станке
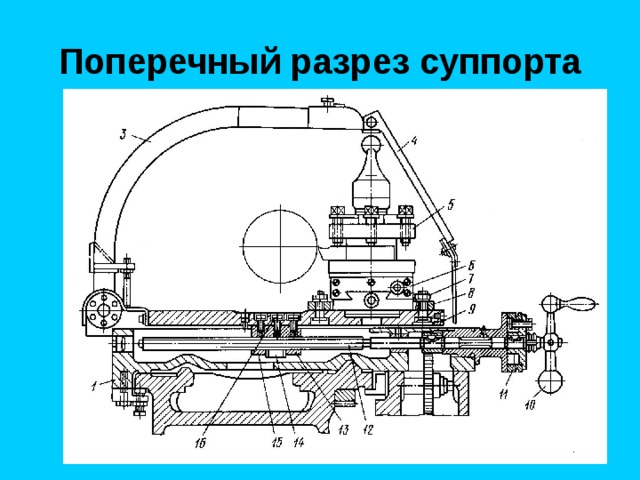
Поперечный разрез суппорта

Схема установки резца в резцедержателе

Основные виды токарных резцов
а – в - проходной прямой правый и левый, б – проходной отогнутый,
г – проходной упорный, д – подрезной, е – канавочный, ж – отрезной,
з – расточной, и – резьбовой, к – фасонный

Резец с механическим креплением пластины

Основные движения при процессе резания
1- обрабатываемая поверхность, 2 - поверхность резания, 3 - обработанная поверхность, 4 - ось вращения заготовки, 5 – продольная подача, 6 - поперечная подача, 7 – резец, 8 – заготовка, 9 – главное движение,
t – глубина резания, s – подача
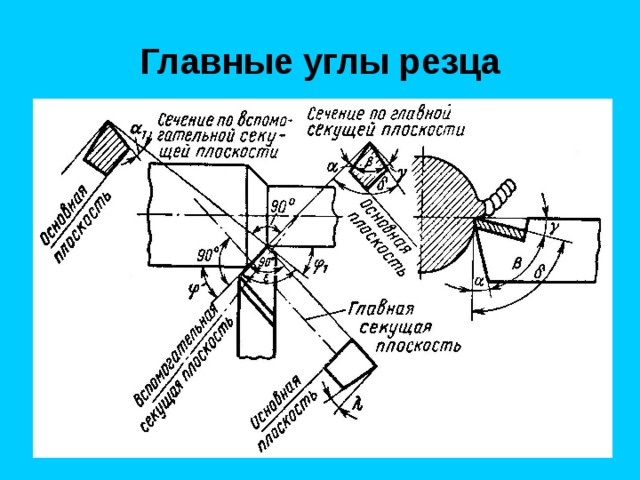
Главные углы резца

Основные виды токарных работ
а – б – в - обработка наружных цилиндрических поверхностей,
г – вытачивание канавок и отрезание заготовки,
д – обтачивание радиусной галтели, е – растачивание отверстия,
ж – з – и – нарезание резьбы наружной, внутренней и специальной,
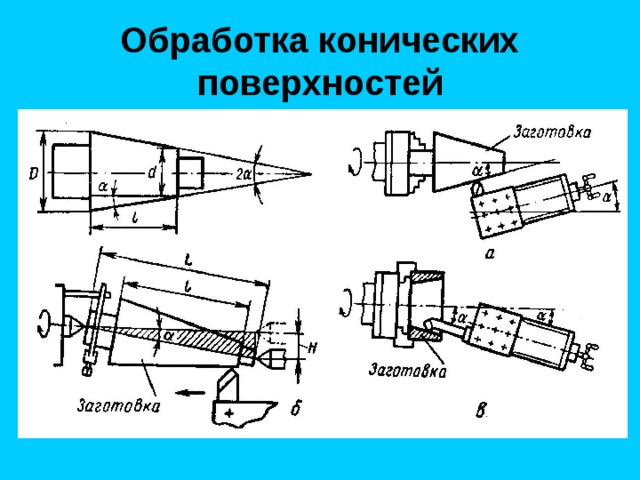
Обработка конических поверхностей
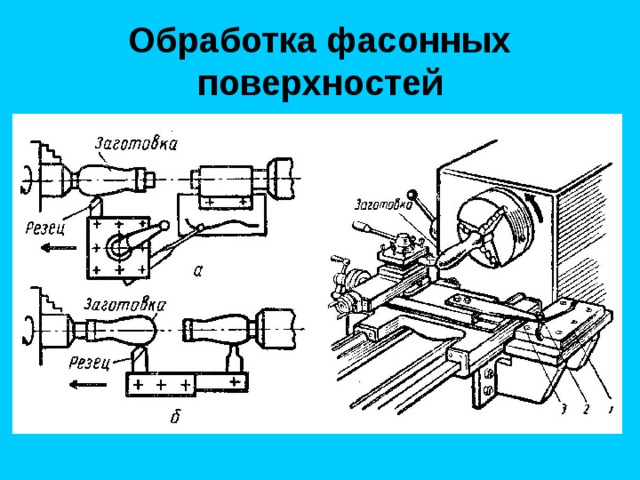
Обработка фасонных поверхностей
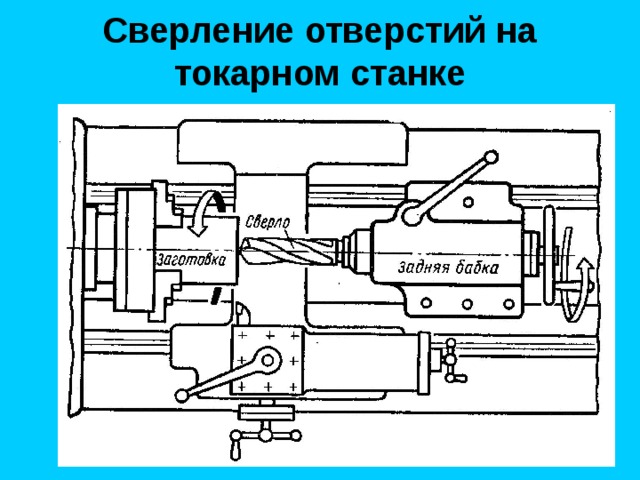
Сверление отверстий на токарном станке
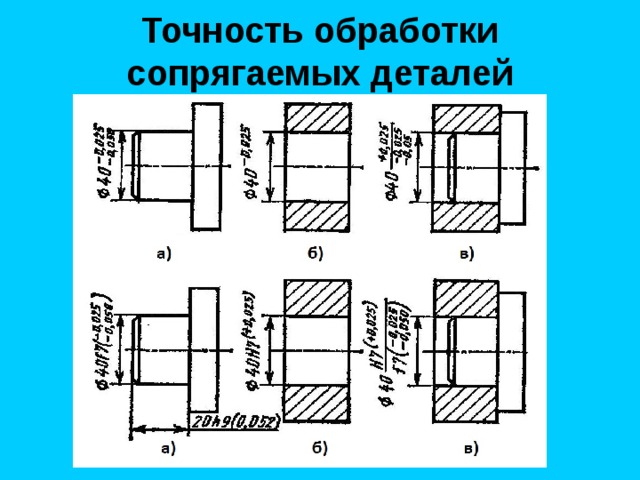
Точность обработки сопрягаемых деталей

Контроль размеров детали штангенциркулем
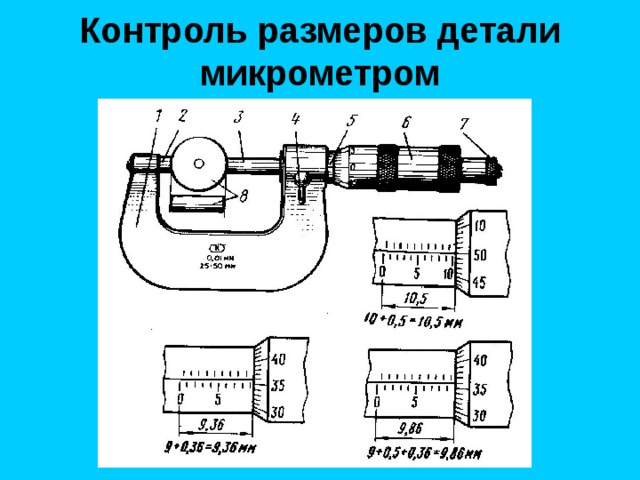
Контроль размеров детали микрометром
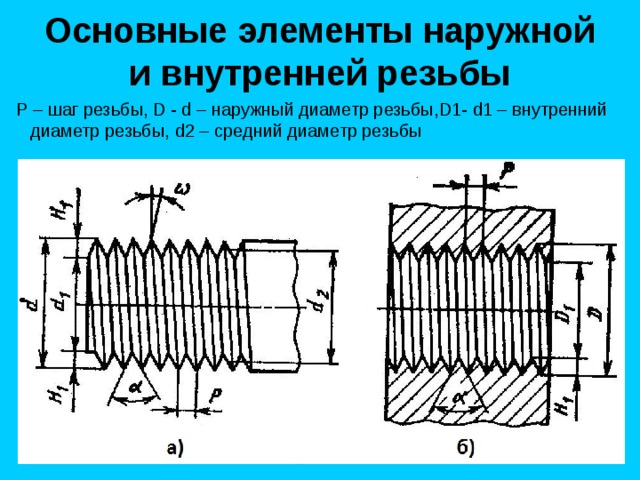
Основные элементы наружной и внутренней резьбы
Р – шаг резьбы, D - d – наружный диаметр резьбы, D1- d1 – внутренний диаметр резьбы, d2 – средний диаметр резьбы
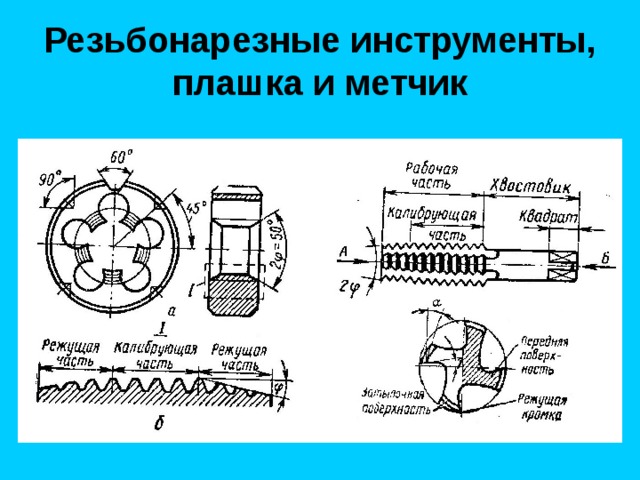
Резьбонарезные инструменты, плашка и метчик
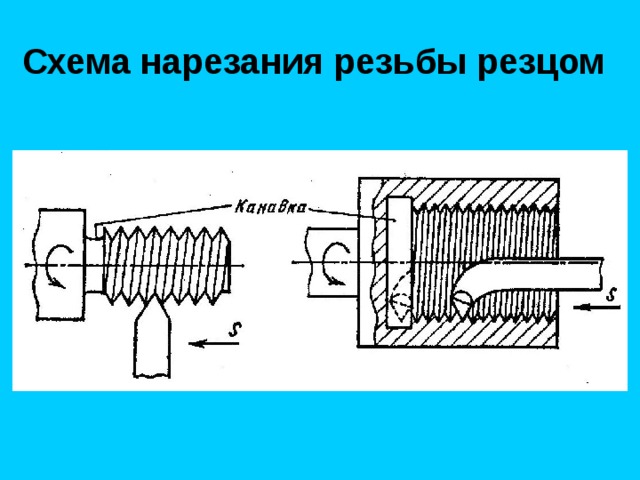
Схема нарезания резьбы резцом
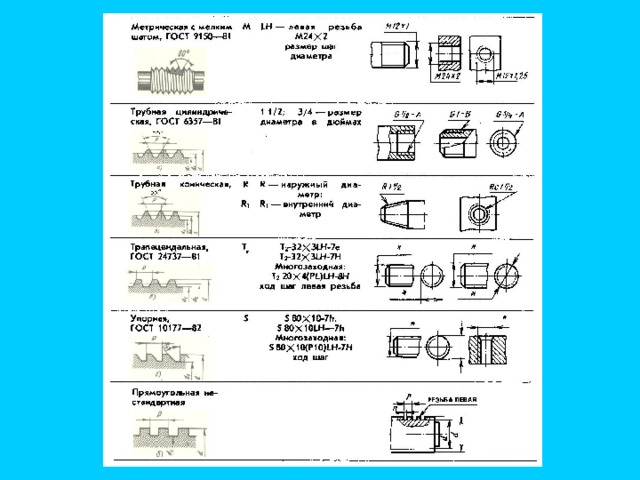
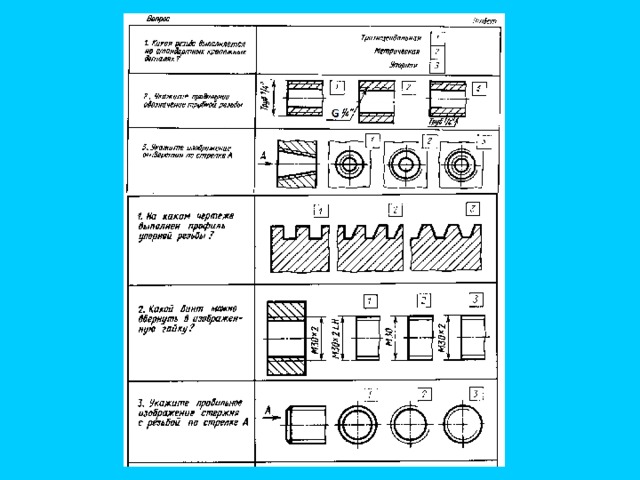
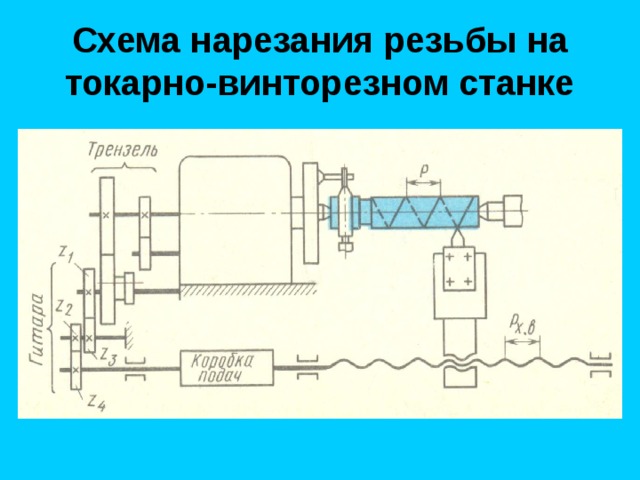
Схема нарезания резьбы на токарно-винторезном станке
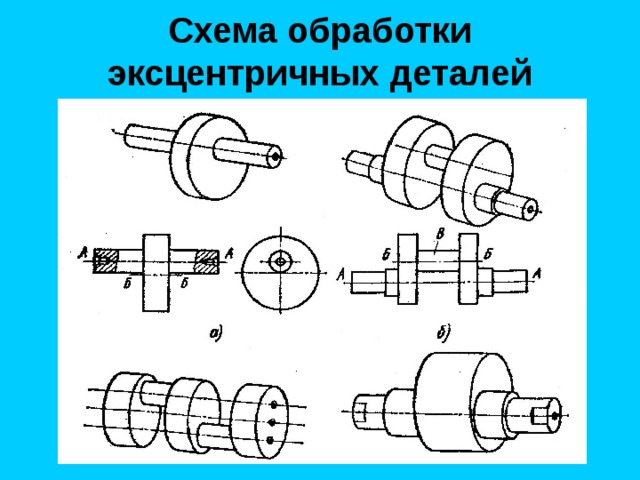
Схема обработки эксцентричных деталей

Обработка фасонных поверхностей














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ
