Россия, г. Сосновый Бор


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 23.06.2022 08:24

Гребенкина Елена Анатольевна
преподаватель специальных дисциплин
52 года
Местоположение
Специализация
Презентация урока теоретического обучения "Технология сборки-сварки трубопровода"
Категория:
Прочее
20.05.2022 15:29

Просмотр содержимого документа
«Презентация урока теоретического обучения "Технология сборки-сварки трубопровода"»
Презентация урока с применением информационно-коммуникационных технологий Междисциплинарный курс 02.05. «Технология производства сварных конструкций » Технология сборки-сварки трубных конструкций
Разработал: преподаватель
специальных дисциплин КОГПОАУ ОПТ
Гребенкина Елена Анатольевна
Омутнинск
2016
Славные парни в брезентовых робах, Сила, богатство и гордость страны, Опыт и ум, мастерство высшей пробы, Сварщиков руки повсюду нужны.
Тема урока: Технология сборки-сварки трубных конструкций
Цель урока: изучить технологический процесс сборки-сварки трубных конструкций
Трубопроводы
- Устройства для транспортирования жидких, газообразных и сыпучих веществ при различных давлениях и температурах
Типы трубопроводов

Элементы трубопровода
- Элемент прямой
- Воздушник - для стравливания воздуха в верхних точках трубопровода

Элементы трубопровода
- Колено (отвод) – для изменения направления потока среды на 15-180о
- Крутоизогнутое колено
Элементы трубопровода
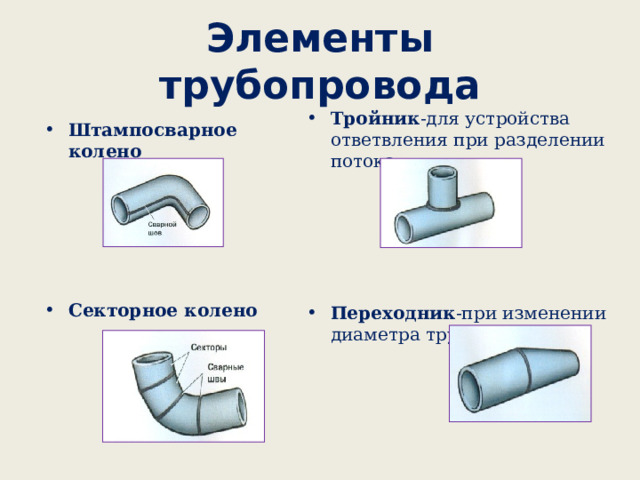
- Тройник -для устройства ответвления при разделении потока
- Переходник -при изменении диаметра трубопровода
- Штампосварное колено
- Секторное колено

Элементы трубопровода
- Фланец -для разъёмного соединения арматуры
- Заглушка- для закрытия свободных концов трубопровода
- Компенсатор -для компенсации длины трубопровода при нагревании или охлаждении
- Штуцер -для опорожнения трубопровода, устанавливается в нижней части трубы
Приёмочный контроль
- Основные требования ТУ:
- Наличие сертификата на трубы, их маркировка
- Отсутствие разностенности и эллипсности трубы
- Соответствие химического состава и механических свойств металла трубы требованиям ТУ или ГОСТов
- Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта и техническим условиям

Маркировка труб


Основные геометрические параметры труб
- Ппп
L -длина трубы
D – наружный диаметр трубы
d -внутренний диаметр трубы
t- толщина стенки трубы
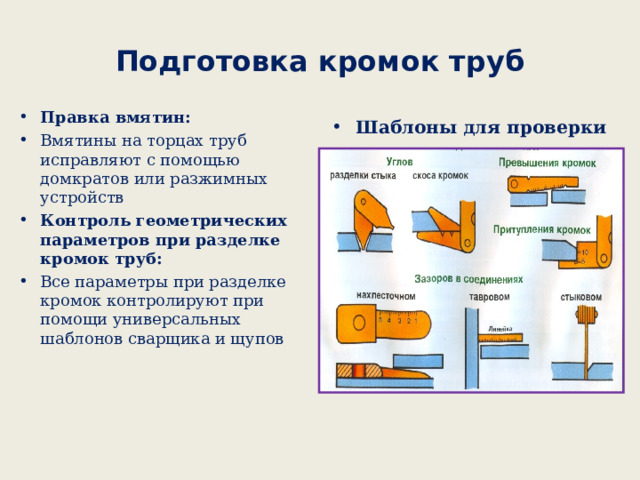
Подготовка кромок труб
- Правка вмятин:
- Вмятины на торцах труб исправляют с помощью домкратов или разжимных устройств
- Контроль геометрических параметров при разделке кромок труб:
- Все параметры при разделке кромок контролируют при помощи универсальных шаблонов сварщика и щупов
- Шаблоны для проверки
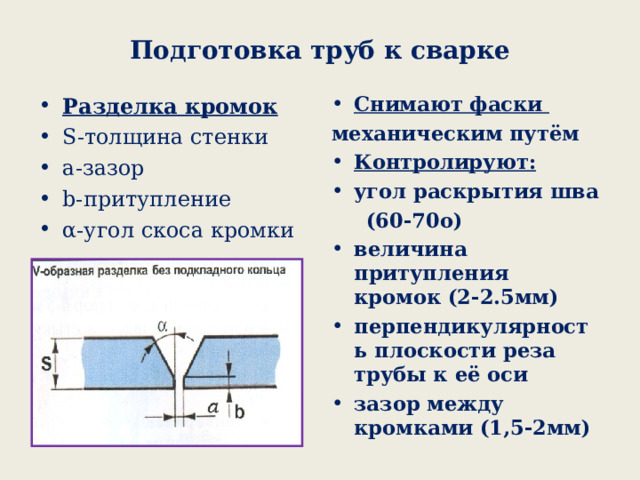
Подготовка труб к сварке
- Снимают фаски
механическим путём
- Контролируют:
- угол раскрытия шва
(60-70о)
- величина притупления кромок (2-2.5мм)
- перпендикулярность плоскости реза трубы к её оси
- зазор между кромками (1,5-2мм)
- Разделка кромок
- S- толщина стенки
- а-зазор
- b- притупление
- α-угол скоса кромки
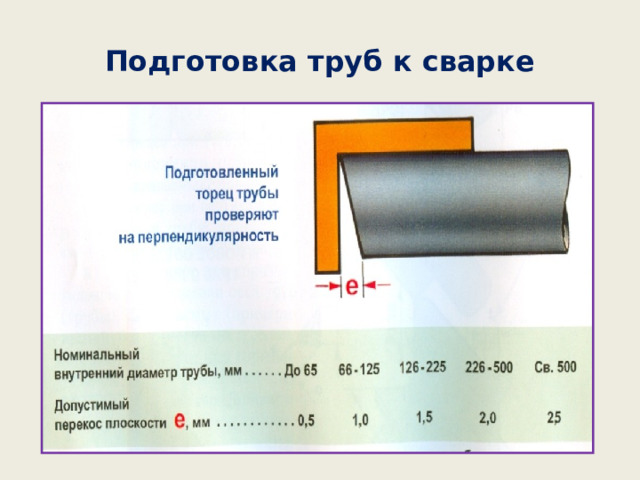
Подготовка труб к сварке

Подготовка кромок и центрирование труб
- Зачистка кромок:
- Подготовленные кромки и прилегающие участки зачищают до металлического блеска и обезжирены
- на 20мм -с наружной стороны
- на 10мм -с внутренней стороны
- Центрирование труб:
- При сборке стыков труб пользуются центровочными приспособлениями
- Величина зазора 1,5-2мм
- Величина просвета:
- до 1,5мм -при сборке
- до 3мм -после сварки
- Центратор инвентарный
- Контроль прямолинейности и смещение кромок
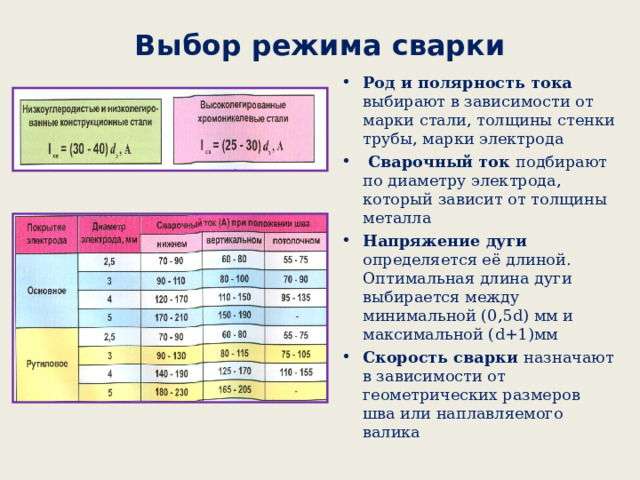
Выбор режима сварки
- Род и полярность тока выбирают в зависимости от марки стали, толщины стенки трубы, марки электрода
- Сварочный ток подбирают по диаметру электрода, который зависит от толщины металла
- Напряжение дуги определяется её длиной. Оптимальная длина дуги выбирается между минимальной (0,5 d) мм и максимальной ( d +1 ) мм
- Скорость сварки назначают в зависимости от геометрических размеров шва или наплавляемого валика

Сборка трубопровода
- При сборке необходимо обеспечить требуемую точность совпадения кромок свариваемых элементов и их фиксацию при прихватке.
- Прихватки ставят равномерно по всей окружности стыка
- Только с наружной стороны трубы и тщательно зачищают
- Нельзя ставить в местах пересечения торца трубы и продольных швов
- Используются такие же сварочные материалы, что и для сварки
- Применяется тот же способ сварки, что и для корневого шва
- К качеству прихваток предъявляются те же требования, что и к основному шву
- Переплавить в процессе сварки или удалить механическим способом

Особенности наложения швов
- Стыки труб со стенкой более 4мм сваривают в два слоя:
- I- корневой шов (слой)
- II- облицовочные валики (слои)
- 1; 2; 3; 4; 5-очерёдность выполнения

Сварка труб с поворотом на 180о
- Стык делят на 4 участка
- Сначала сваривают участки 1-2
- Трубу поворачивают на 180о
- Заваривают участки 3-4
- Трубу поворачивают на 90о
- Сварка участков 5-6
- Поворот трубы на 180о
- Заварка участков 7-8
Контроль качества сварных швов трубопроводов
- Следует выполнять путем:
- проверки исправности сварочного оборудования и измерительных приборов, качества применяемых материалов;
- операционного контроля в процессе сборки и сварки трубопроводов;
- внешнего осмотра сварных соединений и измерений размеров швов;
- проверки сплошности стыков неразрушающими методами контроля - радиографическим (рентгеновскими или гамма-лучами) или ультразвуковой дефектоскопией в соответствии с требованиями ГОСТ 7512-82, ГОСТ 14782-76 и других стандартов, утвержденных в установленном порядке.
- механических испытаний и металлографических исследований контрольных сварных соединений трубопроводов
- испытаний на прочность и герметичность.
- все сварные стыки подлежат внешнему осмотру и измерению.
Контроль шва внешним осмотром и измерением
- Стыки трубопроводов, сваренные с подваркой корня шва, подвергаются внешнему осмотру и измерению размеров шва снаружи и внутри трубы, в остальных случаях - только снаружи
- Перед осмотром сварной шов и прилегающие к нему поверхности труб должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на ширину не менее 20 мм (по обе стороны шва)
- Шов осматривают на наличие дефектов
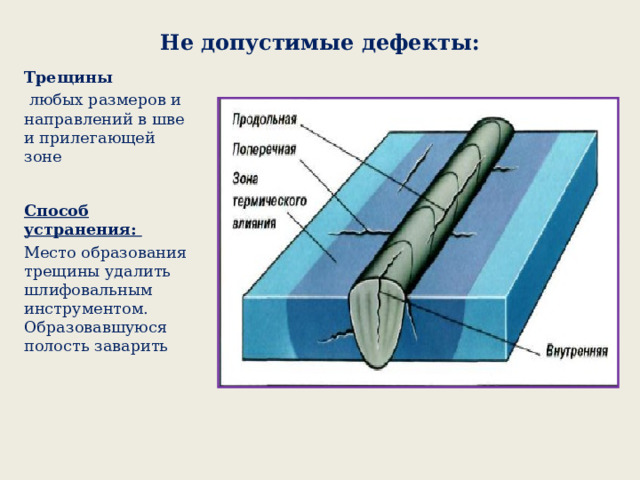
Не допустимые дефекты:
Трещины
любых размеров и направлений в шве и прилегающей зоне
Способ устранения:
Место образования трещины удалить шлифовальным инструментом. Образовавшуюся полость заварить
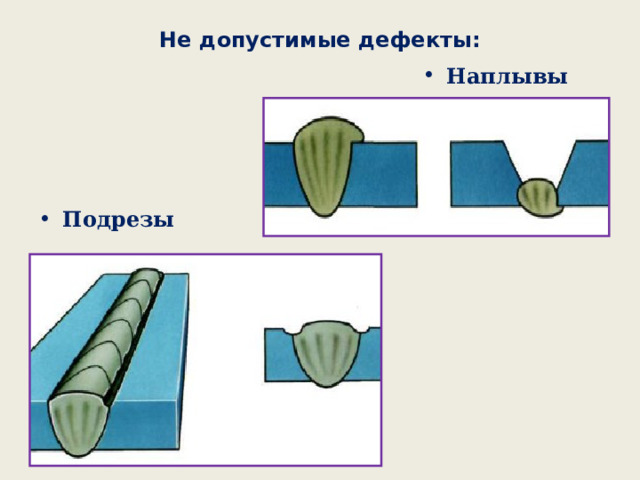
Не допустимые дефекты:
- Наплывы
- Подрезы
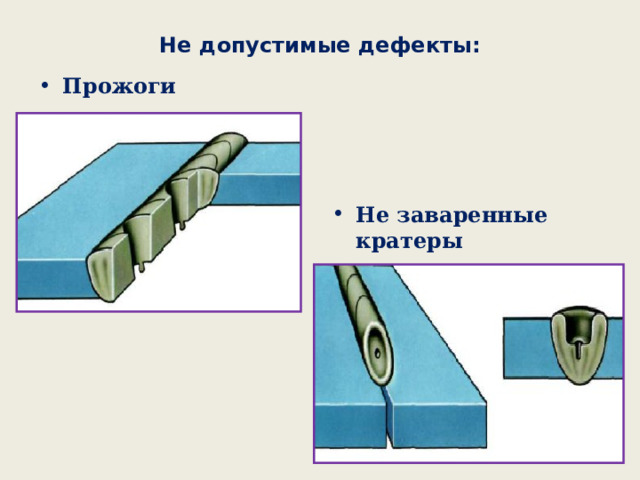
Не допустимые дефекты:
- Прожоги
- Не заваренные кратеры

Не допустимые дефекты:
- Непровары
- Свищи
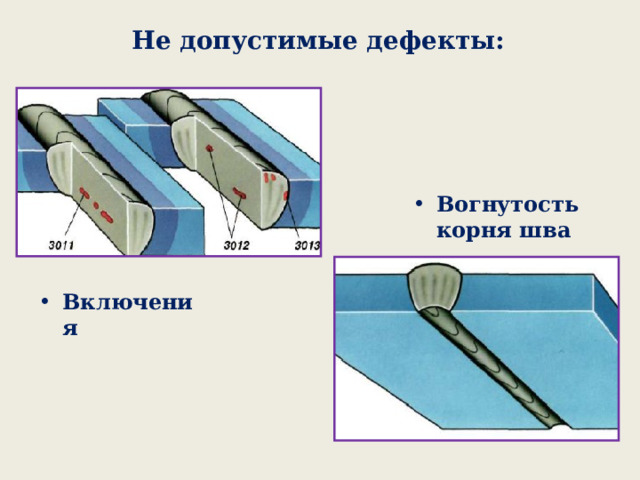
Не допустимые дефекты:
- Вогнутость корня шва
- Включения
Требования к качеству сварного шва
- В сварном шве не должно быть дефектов
- По внешнему виду шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла.
- Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2,5 толщины стенки труб
- Шов должен отвечать дополнительным требованиям, указанным в ТУ или ГОСТах на трубопровод
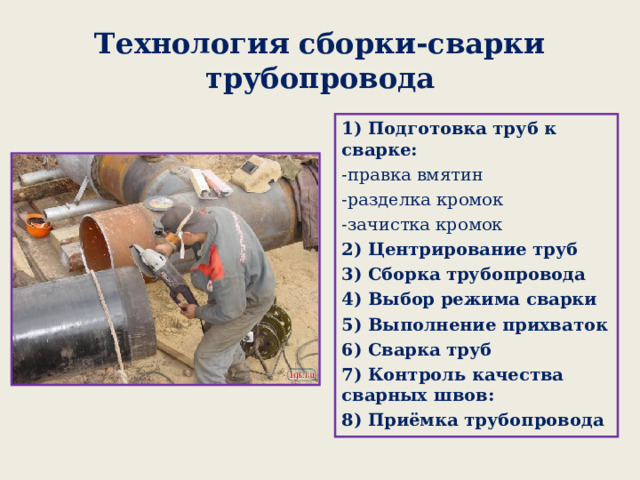
Технология сборки-сварки трубопровода
1) Подготовка труб к сварке:
-правка вмятин
-разделка кромок
-зачистка кромок
2) Центрирование труб
3) Сборка трубопровода
4) Выбор режима сварки
5) Выполнение прихваток
6) Сварка труб
7) Контроль качества сварных швов:
8) Приёмка трубопровода
Самостоятельная работа: Кратко опишите процесс сварки трубопровода с поворотом на 90о. Зарисуйте схему наложения сварных швов

Сварка труб с поворотом на 90о
- Стык делят на 4 участка
- Вначале сваривают участки 1-2
- Трубу поворачивают на 90о
- Сваривают участки 3-4
- Трубу поворачивают на 90о
- Сварка участков 5-6
- Поворот трубы на 90о
- Сварка участков 7-8
Практическая ситуация № 1
- Рассмотрен способ сварки трубопровода с поворотом на 180о. Как можно облегчить поворот трубы при сварке и что при этом нужно учитывать?
- Предложите способ сварки трубопровода
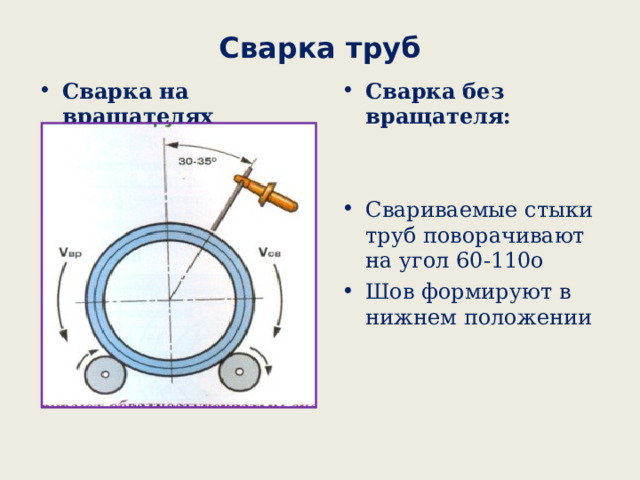
Сварка труб
- Сварка на вращателях
- Сварка без вращателя:
- Свариваемые стыки труб поворачивают на угол 60-110о
- Шов формируют в нижнем положении
Уровневое тестирование
1) Расставьте порядок выполнения технологических операций:
- контроль качества сварки
- подготовка кромок труб
- сборка
- сварка
- центрирование труб
2) Для чего необходимы отводы в трубопроводе?
А) для разделения потока жидкости или газа
Б) для изменения направления движения потока
В) для отведения потока
3) РДС соединяют трубы диаметром 45 мм, толщиной стенки 3 мм. Назовите диаметр электрода и количество слоёв сварки
- Оценка «3»- ответ на 1 вопрос
- Оценка «4» – ответ на 2 вопроса
- Оценка «5» – ответ на все вопросы
Домашнее задание
- Знать технологию сварки трубопроводов
- Уметь изображать схемы сварки труб с поворотом на 180о и 90о
- Зарисовать элементы трубопровода
- Выучить новые термины
- Записать в тетрадь требования ТБ при сварке трубопроводов
Рефлексия
- Проявите своё отношение к уроку при помощи синквейна:
- Алгоритм написания синквейна.
- 1-я строка. Кто? Что? 1 существительное.
- 2-я строка. Какой? 2 прилагательных.
- 3-я строка. Что делает? 3 глагола.
- 4-я строка. Что автор думает о теме? Фраза из 4 слов.
- 5-я строка. Кто? Что? (Новое звучание темы). 1 существительное.
Контроль трубопроводов на прочность и герметичность
- Для своевременного выявления дефектов необходим тщательный и систематический контроль сварных соединений трубопроводов на всех стадиях производства сварки.
- Контроль сварных соединений технологических трубопроводов осуществляется путем наружного осмотра всех стыков, механических испытаний и физических методов контроля (металлографического исследования, просвечивания рентгеновскими или гамма-лучами, ультразвука, магнитографического способа), а также проверки плотности сварных стыков гидравлическим или пневматическим испытанием. В отдельных случаях в зависимости от материала труб и назначения трубопровода сварные швы проверяют на коррозионную стойкость.
- Предварительные испытания трубопроводов следует выполнять, как правило, гидравлическим способом.
- Не допускается выполнение пневматических испытаний надземных трубопроводов, а также трубопроводов, прокладываемых в одном канале (секции) или в одной траншее с действующими инженерными коммуникациями.














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


