
Россия, Советская Гавань


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 15.05.2024 04:25

Бабешко Лидия Евгеньевна
учитель технологии
59 лет
Местоположение
Специализация
Презентация Автоматические линии
Категория:
Технология
24.02.2023 05:24
Тема:
§ 6. Примеры технологий

Просмотр содержимого документа
«Презентация Автоматические линии»
Муниципальное бюджетное образовательное учреждение Средняя школа № 3 им. А. И. Томилина Автоматическая линия
Выполнила: ученица 7 класса А Иванова Арина
Проверила: учитель технологии Бабешко Л. Е.
г. Советская Гавань
2018 г.

Автоматическая линия - группа машин, которые, имея общие механизмы управления, автоматически выполняют в технологической последовательности цикл операций по обработке изделий. Автоматическая линия оборудована автоматическими транспортными средствами для перемещения изделий от одной машины к другой.
Автоматизация производства, с помощью автоматических линий является одним из самых простых, надежных и важных направлений технического прогресса. Среди других направлений развития автоматизации надо назвать системы программного управления и кибернетические системы с логическим управлением. При обработке на автоматической линии изделие последовательно перемещается от одной машины к другой. Он устанавливается и закрепляется в определенном положении для обработки сам или вместе с устройством, перемещая его.

История
Первую автоматическую линию в СССР построили в 1939 году по проекту стахановца-рационализатора Сталинградского тракторного завода И. П. Иночкина . На этой линии автоматически обрабатывались роликовые втулки для гусеничных тракторов. На Московском автозаводе им. Лихачева работает 32-позиционная автоматическая линия, на которой обрабатывают головки блоков цилиндров для автомобильных двигателей, как и на Минском автозаводе.

В состав автоматической линии помимо станков входят транспортная система и система управления. Транспортная система состоит из устройства для перемещения деталей, загрузочных, поворотных, ориентирующих устройств, приспособлений для установки и закрепления обрабатываемых заготовок, устройств для отвода стружки и накопителей заделов.

Вдоль ванн по направляющим перемещаются автооператоры, переносящие детали из одной ванны в другую. Каждый автооператор обслуживает не более 7-8 ванн. Для получения оптимальной производительности автоматических линий устанавливают несколько автооператоров. Автооператоры работают по заданной программе, перемещая детали в соответствии с технологическим процессом. Различают рабочие и холостые хода автооператоров, а также вынужденные простои.

Автоматические линии состоят из ванн, располагаемых в один ряд. Между ваннами установлены бортовые отсосы и козырьки.
Приспособления для установки и закрепления заготовок на автоматических линиях применяют двух видов: стационарные и приспособления-спутники. Стационарные приспособления предназначены только для выполнения определенной операции обработки на одном определенном агрегате (станке). Эти приспособления выполняют следующие функции: предварительное ориентирование заготовки, базирование, окончательное ориентирование и фиксирование ее в этом положении, закрепление и раскрепление, направление режущих инструментов при обработке. В стационарных приспособлениях заготовки устанавливаются автоматически. Это осуществляется специальными питателями, которые могут совершать относительно простые пространственные перемещения заготовок. Следовательно, подача заготовок с конвейера в стационарное приспособление, установка их на базовые поверхности, фиксация, закрепление, раскрепление и перемещение из рабочей зоны станка на конвейер должны осуществляться простыми транспортными движениями питателя. Стационарные приспособления используют на автоматических линиях в основном для заготовок, неподвижных при обработке (головки и блоки цилиндров двигателей и т. д.).
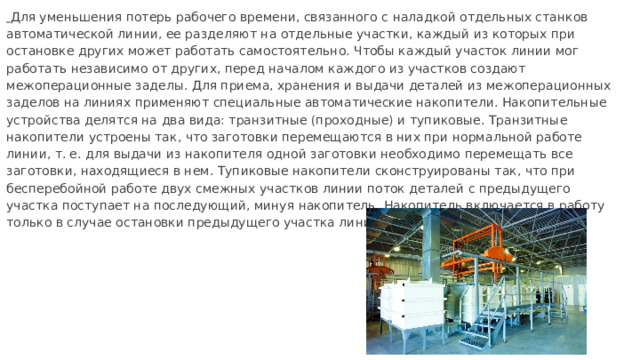
Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков автоматической линии, ее разделяют на отдельные участки, каждый из которых при остановке других может работать самостоятельно. Чтобы каждый участок линии мог работать независимо от других, перед началом каждого из участков создают межоперационные заделы. Для приема, хранения и выдачи деталей из межоперационных заделов на линиях применяют специальные автоматические накопители. Накопительные устройства делятся на два вида: транзитные (проходные) и тупиковые. Транзитные накопители устроены так, что заготовки перемещаются в них при нормальной работе линии, т. е. для выдачи из накопителя одной заготовки необходимо перемещать все заготовки, находящиеся в нем. Тупиковые накопители сконструированы так, что при бесперебойной работе двух смежных участков линии поток деталей с предыдущего участка поступает на последующий, минуя накопитель. Накопитель включается в работу только в случае остановки предыдущего участка линии.
Для последовательной работы всех механизмов автоматических линий применяют комплекс автоматического управления, включающий: а) систему управления всеми движениями и очередностью работы основных и вспомогательных механизмов; б) систему блокирования, обеспечивающую безаварийность работы машин, механизмов и инструментов; в) систему регулирования, служащую для подналадки станков и инструментов; г) систему контроля, служащую для контроля размеров обрабатываемых заготовок; д) систему сигнализации, облегчающую обслуживание линии; е) программируемые контроллеры.
В перечисленных системах автоматического управления применяют электрические, гидравлические и пневматические устройства связи. Устройства связи (цепи управления), в свою очередь, подразделяют на внешние, внутренние, промежуточные и вспомогательные.
Внешние связи управления обеспечивают согласованную работу нескольких независимых друг от друга участков автоматической линии. Промежуточные связи обеспечивают согласованную работу отдельных станков какого-либо участка. Внутренние связи представляют собой цепи управления, обеспечивающие последовательную работу отдельных механизмов станков, входящих в автоматическую линию. Вспомогательные связи управляют последовательностью фаз работы отдельных агрегатов с другими системами управления. Внешние и вспомогательные связи почти всегда бывают электрическими, а промежуточные— комбинированными (электромеханическими, электрогидравлическими или электропневматическими). Внутренние связи — механические, электрические, пневматические, гидравлические или комбинированные.

В автоматических линиях применяют следующие способы удаления стружки: механический — с помощью скребков, щеток, винтовых конвейеров и т. п.; гравитационный, когда стружка подается на наклонную плоскость и скатывается в специальный стружкосборник; смывание стружки струей жидкости; сдувание стружки сжатым воздухом; с помощью электромагнитов.







© 2023, Бабешко Лидия Евгеньевна 315 4
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

