Россия,


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 16.09.2025 09:09

Зольникова Ирина Николаевна
Преподаватель
Местоположение
Специализация
Практическая работа на тему: "Измерение линейных размеров и отклонений формы поверхности деталей с помощью индикатора часового типа"
Категория:
Всем учителям
03.10.2024 13:35

Просмотр содержимого документа
«Практическая работа на тему: "Измерение линейных размеров и отклонений формы поверхности деталей с помощью индикатора часового типа"»
Практическая работа
Тема работы: Измерение линейных размеров и отклонений формы поверхности деталей с помощью индикатора часового типа.
Цель работы: Выполнить измерения индикатором часового типа и приобрести навыки работы индикатором часового типа при измерении линейных размеров и отклонений формы поверхности деталей.
Оборудование: Индикаторы часового типа, стойки, набор концевых мер длины, плита поверочная, призмы поверочные.
Измеряемая деталь: цилиндрический ступенчатый вал.
Время выполнения работы: 2 часа.
Теоретические сведения
Измерительными головками называют приборы, предназначенные для измерений линейных размеров деталей, отклонений формы и расположения поверхностей. Измерительные головки имеют механические преобразующие и стрелочные отсчетные устройства.
Принцип действия измерительной головки основан на преобразовании малого перемещения измерительного стержня, находящегося в контакте с объектом измерений, в значительные перемещения стрелки отсчетного устройства относительно штрихов круговой шкалы.
В зависимости от конструкции механизма, преобразующего эти перемещения, измерительные головки подразделяют на зубчатые, рычажные, рычажно-зубчатые, рычажно-пружинные, пружинные и пружинно-оптические.
Типы зубчатых измерительных головок
Зубчатые измерительные головки – индикаторы часового типа предназначены для использования в цеховых условиях при выполнении операций технологических процессов изготовления, сборки и испытания изделий.
Выпускают двух исполнений:
– тип ИЧ – с перемещением измерительного стержня параллельно шкале (ИЧ02, ИЧ05, ИЧ10, ИЧ25);
– тип ИТ – с перемещением измерительного стержня перпендикулярно шкале (ИТ02).
Выпускают также индикаторы часового типа с цифровым (электронным) отсчетом.
Технические характеристики
Индикаторы часового типа (ГОСТ 577–68) выпускают с различными диапазонами измерений (0–2, 0–5, 0–10, 0–25 мм) с ценой деления 0,01 мм. Погрешность показаний варьируется от 0,012 мм до 0,03 мм.
Стойки и штативы
Стойка – установочное устройство, снабженное кронштейном для крепления в вертикальном положении измерительной головки и столиком для измеряемой детали. Измерительные головки, устанавливаемые на стойки, имеют посадочную поверхность диаметром 8 мм и 28 мм. К стойкам с подвижным столиком относятся стойки типов С–I и С–II, с неподвижным – С–III и С–IV.
Стойки типа С–I имеют прямоугольный или квадратный ребристый столик, их используют для проведения высокоточных измерений с помощью головок, цена деления которых не превышает 0,001 мм. Эти стойки массивны и отличаются высокой жесткостью конструкции. Они снабжены маховиком, который обеспечивает перемещение кронштейна с закрепленным в нем индикатором по направляющим колонки (рисунок 1, а).
Стойки типа С–II имеют квадратный ребристый столик и предназначены для использования с измерительными головками, имеющими цену деления 0,001... 0,005 мм (рисунок 1, б).
Стойки типа С–III являются малогабаритными, имеют круглый гладкий столик и предназначены для использования в сочетании с измерительными головками, цена деления которых составляет 0,005... 0,1 мм (рисунок 1, в).
Стойки типа С–IV являются малогабаритными, имеют широкий прямоугольный гладкий столик (рисунок 1, г).
Штатив – установочное устройство, в котором закрепляют только измерительную головку и применяют при измерениях на поверочных плитах и на станках. Присоединительный размер измерительных головок, устанавливаемых на штативе, составляет 8 мм. Штативы не снабжают столиками для установки деталей. Они могут иметь магнитное основание. Штативы выпускают в двух исполнениях – с высокой и укороченной колонкой и снабжают специальным устройством, позволяющим закреплять измерительную головку за ушко.
Штативы Ш–I, Ш–II, Ш–III предназначены для крепления измерительных головок с ценой деления 0,01 мм в тех случаях, когда измерения производят на поверочных плитах, в тисках или непосредственно на станке (рисунок 2, а).
Штативы ШМ–I, ШМ–II, ШМ–III снабжены магнитным основанием. Посредством этих магнитов штативы удерживаются на стальных и чугунных изделиях без дополнительного их закрепления (рисунок 2, б).
| | | | |
| | | | |




Рисунок 1. Стойки:
а – типа C–I, б – типа C–II, в – типа С–III, г – типа С–IV
| | | | |


Рисунок 2. Штативы:
а – типа ШМ–I, б – типа ШМ–I
Условное обозначение индикаторов часового типа, стоек и штативов
Индикатор исполнения ИЧ с диапазоном измерения 0–2 мм, обыкновенного класса точности 0: Индикатор ИЧ 02 кл. 0 ГОСТ 577–68.
Индикатор исполнения ИЧ с диапазоном измерения 0–10 мм, брызгозащищенного, класса точности 1: Индикатор ИЧ 10 Б кл. 1 ГОСТ 577–68.
Стойка С–I с диаметром отверстия под измерительную головку 28 мм и размерами стола 10040: Стойка С–I–28–10040 ГОСТ 10197–70.
Штатив типа Ш–II с низкой колонкой и диаметром отверстия под головку 8 мм: Штатив Ш–II Н–8 ГОСТ 10197–70.
Устройство индикатора часового типа
Устройство индикатора часового типа и отсчетное устройство представлено на рисунке 3 и 4.
| |
|

Рисунок 3. Устройство индикатора часового типа

Рисунок 4. Отсчетное устройство индикатора часового типа
Технология измерения индикатором часового типа
Подготовка прибора к измерению
проверить плавность перемещения измерительного стержня (рисунок 5);
проверить плавность перемещения стрелки;
закрепить индикатор в штативе или стойке;
проверить положение измерительного стержня, который должен располагаться перпендикулярно к поверхности стола.

Рисунок 5. Подготовка прибора к измерению
2. Настройка на заданный размер
установить на столике или контрольной плите блок концевых мер длины, размер которого соответствует номинальному размеру детали (рисунок 6);

Рисунок 6. Блоки концевых мер и плита
опустить кронштейн с индикатором по колонке стойки так, чтобы измерительный наконечник коснулся поверхности меры, и стрелка отклонилась от нулевого положения;
продолжать опускать индикатор до тех пор, пока большая стрелка не сделает полный оборот, а указатель числа оборотов стрелки не установиться на «1». В этом положении закрепить кронштейн. Такая установка прибора «в натяг» необходима, чтобы в процессе измерения прибор мог показать как отрицательные, так и положительные отклонения от начального положения;
установить шкалу в нулевое положение, вращая ободок, повернуть круговую шкалу до совмещения нулевого штриха со стрелкой;
проверить постоянство показаний индикатора, поднимая и опуская, измерительный стержень за головку. Стрелка должна возвращаться на нулевой штрих при касании наконечником блока мер. Если наблюдается отклонение стрелки от нуля, то настройку следует повторить;
поднять измерительный стержень и снять блок концевых мер длины.


Рисунок 7. Настройка на заданный размер
3. Измерение индикатором часового типа
установить деталь на столике или плите, как показано на рисунке 8;
поступательным движением рук сдвинуть деталь, скользя ею по столу так, чтобы измеряемый диаметр находился под наконечником. Это положение можно заметить по перемене направления вращения стрелки индикатора;
скользя деталью по столу (от себя – на себя) следует наблюдать за движением стрелки индикатора. Выявить самый крайний штрих шкалы, до которого стрелка доходит при вращении по часовому направлению. Выполнить указанное действие несколько раз, пока стрелка не будет доходить каждый раз до одного и того же штриха шкалы.

Рисунок 8. Измерение диаметра вала индикатором часового типа
4. Отсчет показаний по шкалам индикатора часового типа
отсчитать отклонение в сотых долях миллиметра по большой круговой шкале.
Если стрелка отклонилась от нуля по часовому направлению, то показания считывают по наружной шкале индикатора и отклонение принимают со знаком «+».
Если стрелка отклонилась против часового направления от нуля, то показания считывают по внутренней шкале и отклонение принимают со знаком «–».
|
|
|
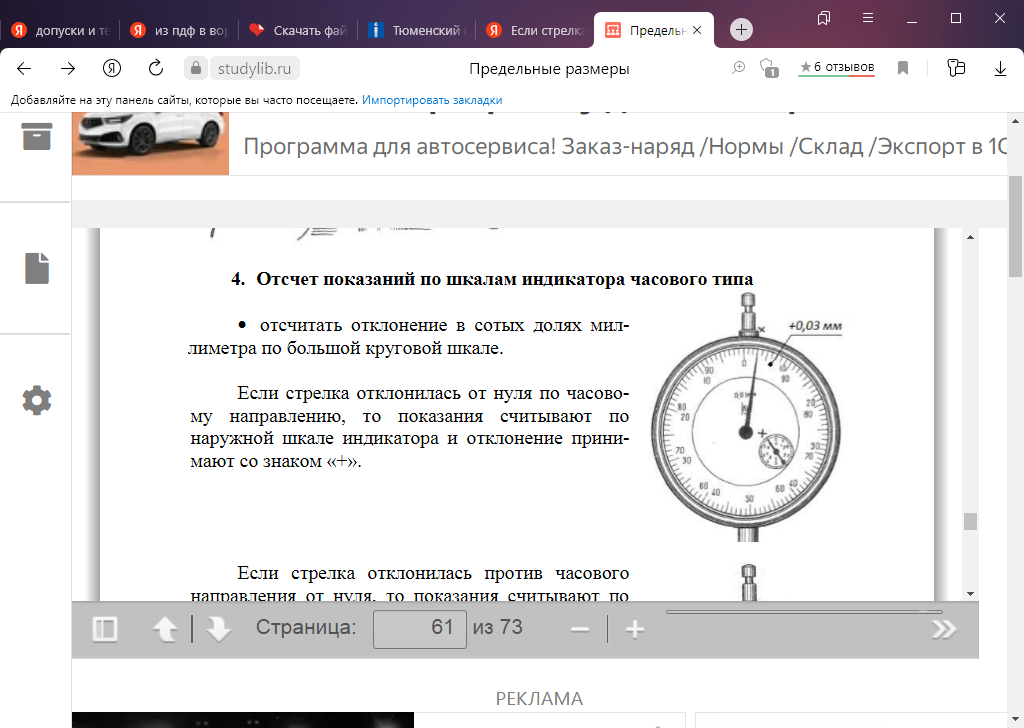

Рисунок 9. Отсчет показаний
снять измеряемую деталь со столика;
подсчитать действительный размер детали, сложив размер блока концевых мер длины и отклонение по шкале прибора;
проверить сохранность нулевой установки прибора, установив снова блок концевых мер длины под наконечник индикатора. Допускаемое отклонение стрелки от нуля не более 0,5 деления шкалы.
В указанной последовательности произвести рекомендуемое в таблице 1 количество сечений измерения в зависимости от длины и диаметра измеряемой поверхности.
Таблица 1
Рекомендуемое количество сечений измерения
| Длина измеряемой поверхности l, мм
| Соотношение длины и диаметра l/d измеряемой поверхности
| Количество сечений измерения N
|
| До 50 | До 1 Св. 1 до 3 Св.3 | 1 2 3 |
| Св. 50 до 200 | До 1 Св. 1 до 3 Св.3 | 2 3 4 |
| Св. 200 | До 1 Св. 1 до 3 Св.3 | 3 4 5 |
5. Обработка результатов измерения
По результатам измерения диаметров детали в каждом сечении определить разность отклонений формы поверхности в разных положениях детали.
На рисунке 10 показана схема измерения с указанием сечений (I–I, II–II, III–III) и взаимноперпендикулярных направлений (1, 2).

Рисунок 10. Схема измерения диаметра вала
1) Овальность
установить деталь, настроить индикатор на ноль в натяг;
прокатывая деталь под наконечником индикатора по столику в первом сечении (I–I), определить величину отклонения с учетом знака, как крайнее положение стрелки индикатора по часовому направлению;
повернуть деталь на 90° и выполнить те же действия;
определить величину второго отклонения с учетом знака;
подсчитать величину овальности поверхности детали в измеряемом сечении, вычитая из наибольшего значения наименьшее с учетом знаков;
в такой же последовательности измерить величину овальности в остальных сечениях;
за результат принять наибольшую величину овальности.
2) Конусообразность
продвигая деталь под наконечником индикатора в сечении I–I и направлении 1–1, определить величину отклонения с учетом знака; установить деталь по наконечник индикатора в сечении III–III , направлении и, продвигая деталь, определить величину отклонения;
подсчитать величину конусообразности поверхности детали в плоскости 1как разность между наибольшим и наименьшим отклонениями;
повернуть деталь на 90° и выполнить в той же последовательности измерения отклонений в сечениях I–I и III–III в осевой плоскости 2;
за результат принять наибольшую величину конусообразности.
3) Бочкообразность или седлообразность
прокатывая деталь под наконечником индикатора в сечениях I–
I и II –II, определить величины отклонений с учетом знаков;
подсчитать величину бочкообразности или седлообразности поверхности детали, как разность наибольшего и наименьшего значений отклонения с учетом знаков;
установить отклонение формы. Если при измерении отклонение в сечении II–II больше, чем по краям, то отклонение формы называется бочкообразностью, а если отклонение стрелки меньше в середине – седлообразностью;
повернуть деталь на 90° вокруг оси вращения и выполнить измерения отклонений в тех же сечениях, но в другой осевой плоскости 2;
подсчитать величину бочкообразности или седлообразности;
за результат принять наибольшую величину бочкообразности или седлообразности.
6. Определение годности измеренной детали
Деталь признается годной, если:
1) действительные размеры параметров, измеренные во всех положениях, назначенных схемой измерения, не выходят за пределы наибольшего и наименьшего предельных размеров, заданных по чертежу детали;
2) величины отклонения формы, подсчитанные при обработке результатов измерения, не превышают величины допуска формы, указанного в чертеже.
Если допуск формы на чертеже отдельно не указан, то за его величину принимают допуск размера измеряемого элемента детали.
7. Окончание работы с индикатором часового типа
По окончании работы освободить зажим присоединительного отверстия кронштейна стойки и снять с него индикатор часового типа. Уложить индикатор в футляр. Столик стойки или контрольную плиту протереть чистой тканью.
9. Сделать выводы по работе. Оформить отчет о выполнении работы
Порядок выполнения работы
1. Изучить теоретические положения. Ответить на контрольные вопросы.
2. Изучить требования чертежа детали. Сделать эскиз с указанием предельных отклонений размеров.
3. Сделать схему измерения, указав сечения и направления.
4. Заполнить таблицу контролируемых параметров.
| Номинальный размер | Предельные отклонения | Предельные размеры | Величина допуска | |||
| Верхнее (es) | Нижнее (ei) | max | min | |||
|
|
|
|
|
|
| |
5. Дать краткую характеристику прибора, заполнив таблицу. Записать условное обозначение
| Обозначение измерительного прибора | Технические требования | ||
| Цена деления | Диапазон измерений | Предельная погрешность измерения | |
| 1. | | | |
6. Подготовить деталь и индикатор часового типа в штативе к измерению. Произвести настройку индикатора на заданный размер.
7. Измерить размеры детали согласно схеме и технологии измерения.
8. Заполнить таблицу о результатах измерений. Выполнить обработку результатов измерений. Определить годность детали.
9. Сделать выводы по работе. Оформить отчет о выполнении работы.
Контрольные вопросы
1. Перечислите разновидности измерительных головок и их назначение.
2. Укажите основные конструктивные узлы индикатора часового типа.
3. Какую цену деления и диапазон измерений могут иметь индикаторы часового типа?
4. В какие приспособления может устанавливаться индикатор часового типа при измерении?
5. Как производят настройку индикатора часового типа на заданный размер?
6. Как измеряют размер детали индикатором часового типа?
7. Как производят отсчет показаний по шкалам индикатора часового типа?
8. Как подсчитывается действительный размер при измерении индикатором часового типа?
9. Каким образом устанавливается годность детали измеренной индикатором часового типа?
6








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

