Россия,


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 26.09.2020 20:02

Кавченков Руслан Алексеевич
Техголог хлеба, кондитерских, мучных, и макаронных изделий
23 года
Местоположение
Автоматизация технологической линии выпечки вафельных форм
Категория:
Прочее
07.09.2019 14:54

Просмотр содержимого документа
«Автоматизация технологической линии выпечки вафельных форм»
Автоматизация технологической линии выпечки вафельных форм.
Выполнил: студент группы ТХ3-16 Кавченков Руслан Алексеевич.


Вафли — мучные кондитерские изделия, представляющие собой тонкие выпеченные листы, прослоенные начинкой или без нее. Вафельные листы обладают специфическим свойством издавать хруст при раскусывании. Это обусловлено низким содержанием влаги, рифленой клетчатой поверхностью и мелкопористой внутренней структурой листов. Вафельные листы являются составной частью вафель, вафельных тортов, конфет на вафельной основе и др. Вафельные листы и стаканчики применяют при производстве мороженого.
Для прослойки вафель применяют жировые, пралиновые, фруктовые, помадные и другие начинки. Наибольшее количество вафель вырабатывают с жировыми начинками, представляющими собой однородную, пышную, хорошо взбитую массу. Рецептура жировой начинки включает жир, сахарную пудру, лецитин, крошку (измельченные обрезки вафель), вкусовые добавки (эссенции, лимонная кислота), а также красители.
Особенности производства и потребления готовой продукции
Особенностью производства вафельных листов является их формование методом отливки и выпечка в полости между двумя металлическими плитами, сопряженными с зазором 2…3мм. Качество выполнения этих операций существенно зависит от точности дозирования порции теста при подаче его на формование, обусловленной низкой вязкостью теста Тесто с большой вязкостью неточно дозируется, кроме того, оно медленно и неравномерно растекается по поверхности плиты формы, в результате вафельные листы имеют различную толщину и неравномерно выпекаются.
Свойства вафельного теста зависят от рецептуры и технологии производства. Количество и качество клейковины, содержащейся в муке, оказывают большое влияние на вязкость теста. Оптимальную вязкость имеет вафельное тесто, приготовленное из «слабой» муки, содержащей не более 32 % слабой клейковины. «Слабой» считают муку, которая при замесе теста нормальной консистенции поглощает относительно мало воды. Тесто из такой муки в процессе замеса и технологической обработки изменяет свои физические свойства в направлении снижения вязкости.
Для снижения вязкости вафельного теста необходимо ограничить набухаемость белковых веществ, содержащихся в муке. Этому способствуют имеющиеся в составе рецептуры жиросодержащие компоненты. Положительный эффект их применения достигается при условии образования жировой прослойки между наибольшим числом частиц муки, находящейся в тесте.
подготовка сырья к производству: хранение, смешивание, просеивание и дозирование муки; подготовка питьевой воды; приготовление водного раствора смеси соли и соды, смеси растительного масла и лецитина и последующего приготовления из этих компонентов концентрированной эмульсии для теста; измельчение сахарапеска и вафельных обрезков; приготовление водного раствора смеси лимонной кислоты и эссенции, смеси жира и лецитина и последующего приготовления из этих компонентов эмульсии для начинки;
приготовление вафельного теста: дозирование муки, воды и концентрированной эмульсии; замес вафельного теста;
приготовление начинки: дозирование жира, сахарной пудры и эмульсии; замес начинки;
дозирование вафельного теста, отливка порций теста в вафельные формы и выпечка вафельных листов;
охлаждение вафельных листов;
приготовление вафельных блоков;
охлаждение вафельных блоков;
резка вафельных блоков на заготовки;
упаковывание вафель в потребительскую и торговую тару.
Начальные стадии технологического процесса производства вафель с начинками выполняются при помощи комплексов оборудования для измельчения сахара-песка и вафельных обрезков, приготовления эмульсий для теста и начинки. В состав этих комплексов входят ударно-центробежные и валковые мельницы, растворители, обогреваемые емкости с мешалками, а также оборудование для дозирования рецептурных компонентов.
Два следующих комплекса выполняют замесы вафельного теста и начинки. Они состоят из дозирующего оборудования и месильных машин.
Ведущий комплекс оборудования линии предназначен для получения заготовок вафель и содержит оборудование для формования, намазки, охлаждения и резки вафельных пластов.
В заключительный комплекс линии входит оборудование для упаковывания вафель в потребительскую и торговую тару.
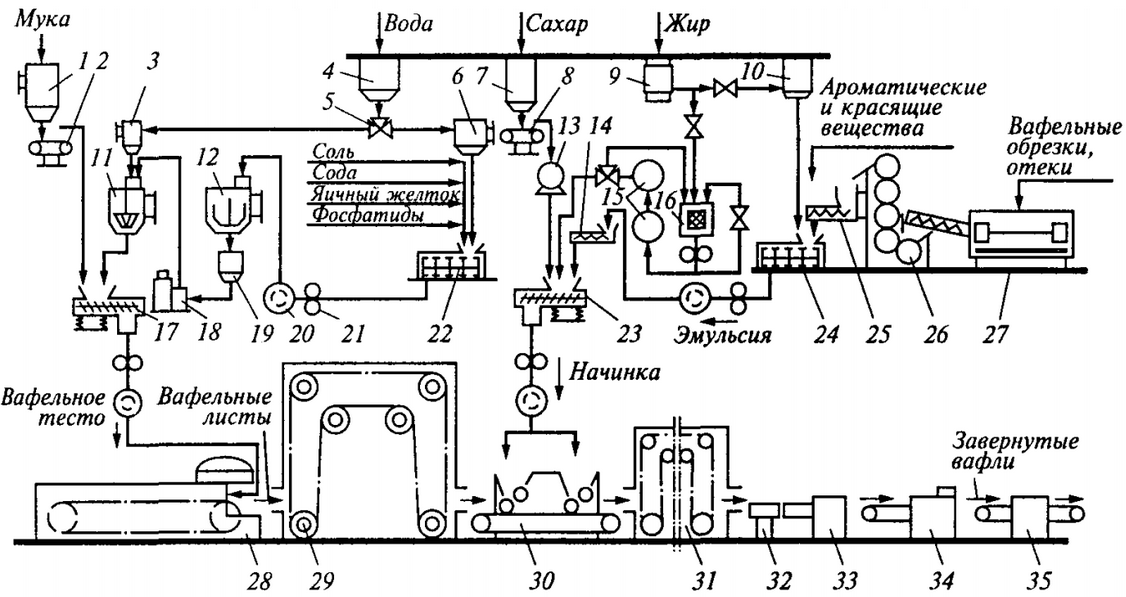

На рисунке показана машинно-аппаратурная схема линии производства вафель с жировыми начинками, в состав которой входит оборудование для непрерывного приготовления вафельного теста и начинок.
Устройство и принцип действия линии производства вафель
Приготовление теста непрерывным способом осуществляется путем предварительного приготовления эмульсий из всех компонентов рецептуры, за исключением муки, и последующего смешивания ее с мукой.
Приготовление эмульсии производят следующим образом. В эмульсатор 22 периодического действия с Т-образными лопастями с частотой вращения 270 мин-1 сначала загружают желток или меланж, предварительно разведенный в воде в соотношении 1:1, затем растительное масло, пищевые фосфатиды, гидрокарбонат натрия (соду) в виде 7,5 %-ного раствора, соль и перемешивают в течение 10… 15 мин.
К полученной из распределительного бака 4 через кран 5 с помощью порционного дозатора 6 добавляют примерно 5 % общего количества воды, идущей на замес теста, и перемешивают еще 5 мин. Полученную концентрированную эмульсию подают насосом 21 через фильтр 20 в расходную емкость 12 с мешалкой, откуда она поступает в бачок постоянного уровня 19. Бачок обеспечивает стабильный напор на всасывающей линии плунжерного насоса-дозатора 18, направляющего эмульсию в гомогенизатор 11. В нем при интенсивном перемешивании в небольшом объеме концентрированная эмульсия смешивается с оставшимся количеством воды, подаваемой из дозатора 3 непрерывного действия.
После гомогенизатора 11 разбавленная эмульсия непрерывно поступает в вибрационный смеситель 17. Туда же из бункера 1 дозатором 2 непрерывно подается просеянная мука. Непрерывное интенсивное смешивание разбавленной эмульсии с мукой при одновременном воздействии направленных вибрационных колебаний позволяет ускорить приготовление вафельного теста.
Из приемного бачка смесителя готовое тесто с помощью насоса процеживается через фильтр и подается в расходный бачок вафельной печи 28. Температура готового теста должна быть не выше 20 °С, влажность 58…65 %. Формование вафельных листов осуществляется путем отливки заданной порции теста непосредственно в формы печи 28. Тесто заполняет внутреннюю полость толщиной 2.. .3 мм между металлическими плитами вафельной формы. Стабилизация формы листа происходит в результате удаления влаги при выпечке. Температура выпечки составляет 170…210 °С, продолжительность выпечки 2…3 мин, влажность выпеченного вафельного листа 0,7… 1,3 %, его масса — 48…52 г.
Вафельные листы из печи 28 подаются на люльки конвейера 29 и охлаждаются до температуры воздуха в помещении цеха, а затем поступают в намазывающую машину 30.
Непрерывное приготовление начинки осуществляется следующим образом. Вафельные обрезки и оттеки предварительно измельчают в меланжере 27, а затем в пятивалковой мельнице 26. Полученная вафельная крошка подается шнековым дозатором 25 в смеситель 24. В него же из темперирующей машины 9 с помощью дозатора 10 подается расплавленный жир (около 20 % общего его количества, идущего на приготовление начинки), в котором растворяют лецитин. В приемную воронку смесителя 24 дозируют также растворы лимонной кислоты, ароматизирующей эссенции и красителя. В результате смешивания этих компонентов получается пастообразная эмульсия, которая шестеренчатым насосом подается через фильтр в дозатор непрерывного действия 14. Из него эмульсию дозируют в вибросмеситель 23.
Жир (в блоках) подают в темперирующую машину 9 и после перевода в жидкообразное состояние большая часть жира насосом непрерывно подается в охладитель 15 через сетчатый фильтр 16.
Благодаря охлаждению до 20.. .23 °С и механической обработке жир приобретает сметанообразную консистенцию с большим количеством центров кристаллизации и непрерывно загружается в вибрационный смеситель 23.
Сахар-песок из бункера 7 дозатором 8 подается в микромельницу 13, откуда в виде пудры направляется в вибросмеситель 23.
В результате интенсивной обработки смеси вышеперечисленных рецептурных компонентов в вибросмесителе 23 образуется пышная, взбитая жировая начинка. Она насосом через сетчатый фильтр подается в приемную воронку намазывающей машины 30.
В этой машине при помощи намазывающих механизмов на листы наносится слой начинки, а после укладки намазанных листов в стопки образуются многослойные вафельные пласты. На выходе из машины 30 пласты укладывают на люльки конвейера охлаждающего аппарата 31, а затем штабелером 32 в стопки. Далее пласты разрезают на отдельные изделия при помощи резальной машины 33. Заверточной машиной 34 вафли упаковывают в пакеты или пачки, которые затем укладывают в гофрокороба, заклеиваемые машиной 35. Готовая продукция направляется на склад.













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


