
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 09.10.2022 10:26

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
61 год
Местоположение
Специализация
Билет № 14 по "Технологической оснастке"
Категория:
Технология
22.05.2020 21:40

Просмотр содержимого документа
«Билет № 14 по "Технологической оснастке"»
Тестовые задания для промежуточной аттестации
Для приема экзамена в дистанционной форме
в ГБПОУ ГРК «Интеграл»
по специальности15.02.08 Технология машиностроения
По дисциплине___ОП.09 Технологическая оснастка
Индекс, наименование
Курс____ Группа ТМ-71 Дата_____________
Ф.И.О. студента___________________________________________________
Вариант 14
| 1 | К зажимным элементам относятся… | ||||
| 1) | кондукторные плиты | 3) | пневматические приводы | ||
| 2) | винтовые, клиновые механизмы | 4) | копиры | ||
| 2 | Обозначения форм рабочей поверхности опор, зажимов и установочных устройств | ||||
|
|
|
|
| ||
| 1) | плоская | 5) | коническая | ||
| 2) | сферическая | 6) | ромбическая | ||
| 3) | цилиндрическая(шариковая) | 7) | трехгранная | ||
| 4) | призматическая |
|
| ||
| 3 | Все узлы и элементы приспособления монтируются на… | ||||
| 1) | зажимных элементах | 3) | опорных элементах | ||
| 2) | направляющих элементах | 4) | корпусах приспособлений | ||
| 4 | К направляющим элементам приспособлений относятся… | ||||
| 1) | быстросменные втулки | 3) | воздуховоды | ||
| 2) | эксцентриковые механизмы | 4) | фиксаторы | ||
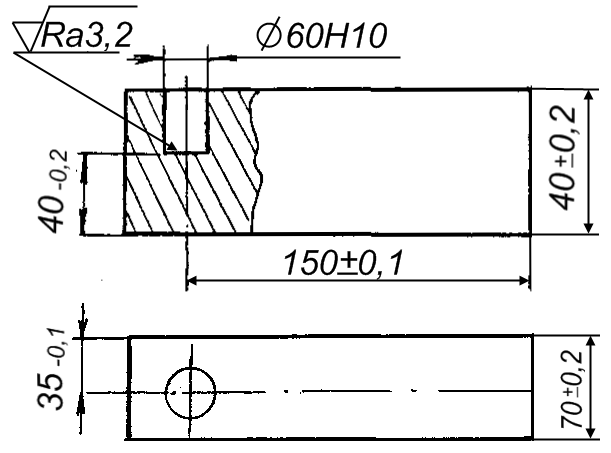
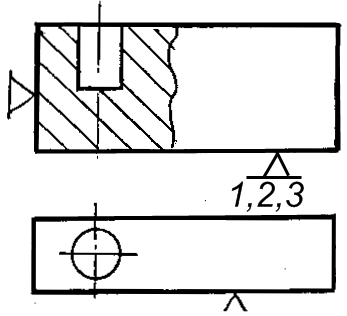
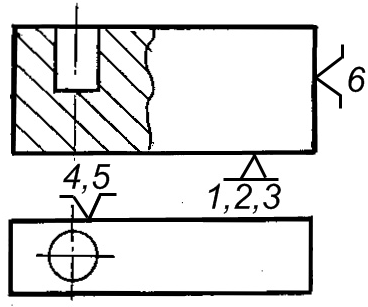
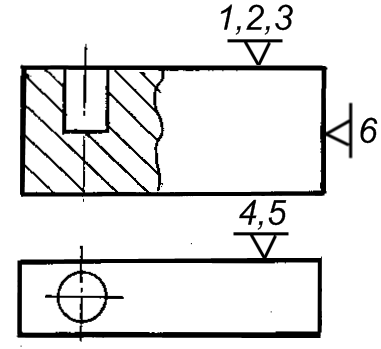
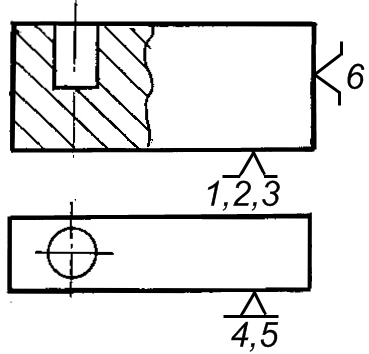
| 5 |
Правильная схема базирования при обработке отверстия 60Н10 определяется |
| |||
| 1) |
| 3) |
| ||
| 2) |
| 4) |
| ||

| 6 | На сверлильных станках главным движением является… | ||||||
| 1) | вращение заготовки | 3) | поступательные движения заготовки | ||||
| 2) | вращательно-поступательные движения инструмента | 4) | возвратно-поступательные движения заготовки | ||||
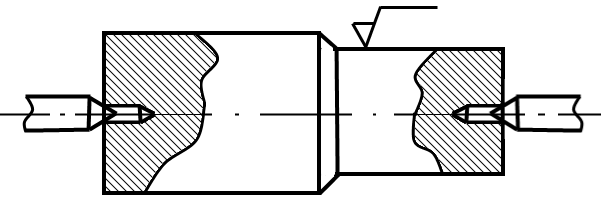
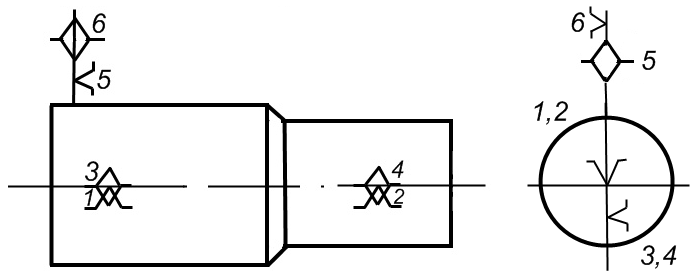
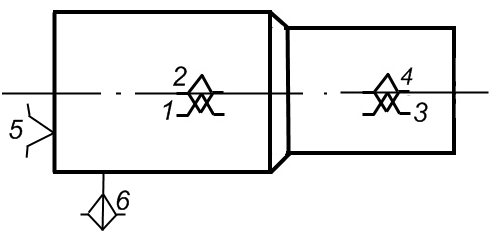
| 7 | Правильная схема базирования при установке вала по центровым отверстиям определяется
| ||||||
| 1) |
| ||||||
| 2) |
| 3) |
| ||||
| 8 | Схема расположения опорных точек на базах заготовки называется схемой … | ||||||
| 1) | базирования | 3) | закрепления | ||||
| 2) | установки | 4) | расположения | ||||
| 9 | Наиболее распространенными силовыми устройствами являются… | ||||||
| 1) | вакуумные приводы | 3) | пневматические приводы | ||||
| 2) | магнитные приводы | 4) | центробежно-инерционные приводы | ||||
| 10 | Обозначение зажима на виде сверху | ||||||
|
|
|
|
| ||||
| 1) | одиночный | 2) | двойной | ||||
| 11 | Устройство зажима | ||||||
|
|
|
|
| ||||
| 1) | пневматические | 4) | магнитные | ||||
| 2) | гидравлические | 5) | электромагнитные | ||||
| 3) | электрические | 6) | прочие | ||||
| 12 | Предельное поле рассеяния размеров между измерительной и технологической базами в направлении задаваемого размера называется … | ||||||
| 1) | допуском | 3) | отклонениями | ||||
| 2) | погрешностью базирования | 4) | производственной погрешностью | ||||
| 13 | Базы классифицируются по основным признакам | ||||||
| 1) | по назначению, принадлежности | ||||||
| 2) | по характеру проявления, количеству лишаемых степеней свободы | ||||||
| 3) | количеству лишаемых степеней свободы, назначению, характеру проявления | ||||||
| 4) | явные, скрытые, установочные | ||||||
| 14 | Коррекция инструмента при обработке деталей по управляющей программе означает … | ||||||
| 1) | компенсацию износа и погрешности установки инструмента | ||||||
| 2) | замену старого изношенного инструмента новым | ||||||
| 3) | приращение движения инструмента | ||||||
| 4) | обработку инструмента в газовой среде | ||||||
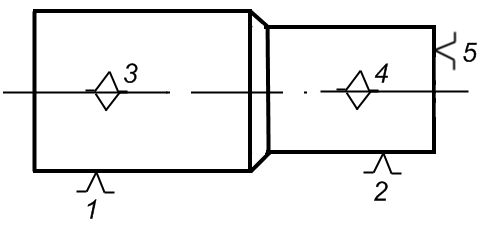
| 15 | Приспособления, используемые для выполнения определенной операции при обработке конкретной детали, называются... | ||||||
| 1) | специальными | 3) | универсально-сборными | ||||
| 2) | универсальными | 4) | универсально-наладочными | ||||
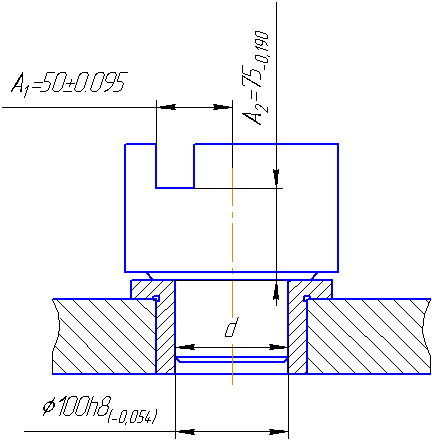
| Задача | Вариант 14 | ||||||
|
Необходимо определить исполнительный размер центрирующей втулки при установке заготовки плоской поверхностью и наружной цилиндрической поверхностью при обработке паза и выполнении размеров А1=50±0,095 мм и А2=75-0,190 мм. Технологической базой является наружная цилиндрическая поверхность, обработанная в размер d=100h8(-0,054) мм. Погрешность положения заготовки EПР, вызываемая износом центрирующей втулки EИ и погрешностью установки приспособления на станке EC, принимаем равной EПЗ=0,040 мм (Корсаков В.С. «Основы конструирования приспособлений»). Точность чернового фрезерования ω=0,060 мм.
| |||||||


Критерии оценок контрольного задания
Критерии оценок контрольного задания складывается из суммы баллов полученных студентов за ответы по тестам и задаче.
За правильный ответ на вопрос теста-2 балла
За правильное решение задачи -5 баллов
| Количество правильных ответов в баллах | |||
| 30 - 35 | 29-24 | 23 - 18 | 17 и менее |
| отлично | хорошо | удовлетворительно | неудовлетворит. |












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

