
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 28.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 22.05.2025 19:41

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Инструкционно-технологическая карта № 01.2.4.1 Разметка древесины по профессии: «Столяр»
Категория:
Технология
01.02.2022 06:38

Просмотр содержимого документа
«Инструкционно-технологическая карта № 01.2.4.1 Разметка древесины по профессии: «Столяр»»
5
Инструкционно-технологическая карта № 01.2.4.1
Разметка древесины
Технологические условия. Материал: берёза, сосна. Заготовка: обрезки доски (L ≈ 400-500 мм).
Влажность древесины не должна превышать 8-12% . Для получения качественных и точных заготовок нужно выбрать лесо- и пиломатериалы соответствующих размеров и качества (доски, бруски, брусья). Лесоматериалы необходимо подобрать так, чтобы при раскрое на заготовки получилось минимальное количество отходов, причём заготовки должны быть без недопустимых дефектов. Не допускается на лицевых сторонах трещины, частично сросшиеся и несросшиеся сучки, червоточина, заболонь, смоляные кармашки. На поверхности деталей не допускается отколы, защепы, недостружка, вмятины, вырывы.
Краткая теория. При массовом изготовлении деталей в цехах, мастерских пиломатериалы нужных сечений получают из лесопильных цехов в кратных по ширине досках или в готовых по сечению брусках. В целях сокращения времени разметку не делают, а работают по упорам или линейкам, выкраивая при этом дефекты.
При работе на торцовочных станках ставят откидные упоры, на круглопильных для продольного раскроя - линейку.
При изготовлении деревянных конструкций непосредственно на строительстве нужно размечать материалы, так как от этого в значительной мере зависит получение качественных и точных заготовок и деталей.
Заготовки размечают на материале с учётом припуска на дальнейшую обработку, с тем чтобы получить окончательный размер детали, соответствующий чертежу. Для разметки и проверки точности обработки заготовок и деталей используют следующие измерительные и разметочные инструменты.
Инструменты для долбления и резания: а - рулетка, б - уровень, в - складной метр, г - угольник, д - ерунок, е - малка деревянная, ж - малка металлическая, з - отволока, и - скоба, к - рейсмус, л - штангенциркуль, м - циркуль, н - нутромер, о - метр-рулетка, п - уровень с отвесом;
штангенциркуль состоит: 1 - штанга, 2 - рамка, 3 - зажим рамки, 4 - нониус, 5 - линейка глубиномера.
| № п/п | Наименование и последовательность выполнения операций (Рекомендации по выполнению операций и самоконтролю) | Графическое изображение, эскиз | Оборудование, приспособления инструмент |
| Разметка заготовки | |||
| 1 | Изучение чертежа (эскиза). От точности выполнения разметки зависит качество получаемых элементов, поэтому её выполняют строго в соответствии с чертежами, которые предварительно необходимо изучить. При разметке на заготавливаемом материале наносят окончательные размеры заготовки или детали с учётом припусков на дальнейшую обработку. Линию разметки называют риской. |
| |
| 2 | Разметка по линейке
Линейка должна иметь прямые кромки и быть хорошо выверенной. Сначала на материале отмеряют метром расстояние от кромки и наносят точки (не менее 2), через которые пройдёт линия. Затем линейку прикладывают к материалу так, чтобы одна из кромок прилегала вплотную к точкам, и через точки карандашом или шилом проводят тонкую линию. На обработанной поверхности разметку лучше делать острым шилом, которое оставляет после себя тонкую царапину. | | Верстак, метр, линейка, карандаш, шило |
| 3 | Разметка по ерунку
Для проверки или разметки линий под заданным углом ерунок колодкой-основанием плотно прижимают к кромке размечаемой доски и затем под нужным углом проводят риску. Кромка у доски должна быть ровной, иначе разметка будет неточной. |
| Верстак, ерунок, карандаш |
| 4 | Разметка малкой
Для проверки или разметки линий под заданным углом малку колодкой-основанием плотно прижимают к кромке размечаемой доски и затем под нужным углом проводят риску. Кромка у доски должна быть ровной, иначе разметка будет неточной. |
| Верстак, малка, карандаш |
| 5 | Разметка рейсмусом
Рейсмусом риски наносят следующим образом: из колодки рейсмуса выдвигают брусок со шпилькой и устанавливают в нужном положении, причём расстояние от шпильки бруска до колодки должно соответствовать размеру от риски до кромки детали. Чтобы получить ровные и тонкие риски, колодку рейсмуса плотно прижимают к кромке детали и ведут по ней ровно, плавно и без перекосов. Риски легче наносятся, если рейсмус вести от себя. Если рейсмус прижать неплотно или перекосить, то риска будет извилистой, неровной и непараллельной другой стороне (кромке) детали. Шпилька должна быть остро заточена напильником. |
| Верстак, рейсмус |
| 6 | Разметка отволокой
При нанесении рисок отволокой доску с обработанной кромкой прикладывают к кромке доски, на которую наносят риску; между досками оставляют щель, в которую вставляют отволоку. Двигая отволоку вдоль щели, острием гвоздя наносят риску. Для того чтобы риска была тонкой, острие гвоздя должно быть хорошо заточено. |
| Верстак, отволока |
| 7 | Разметка циркулем Ножки циркуля разводят на нужный радиус по линейке, после чего остриё вставляют в центр окружности на заготовке. Затем циркулем обводят окружность. |
| Верстак, линейка, циркуль |
| 8 | Разметка по угольнику При нанесении риски шилом по угольнику (см. схему ниже, поз. ж) нужно, чтобы доска, на которую наносят риски, имела прямые кромки, т. е. была хорошо острогана. Основание угольника должно плотно прилегать к кромке. Угольник держат левой рукой, а правой проводят риску острым шилом, держа его слегка наклонно. Шило нужно вести равномерно, без сильного нажима. |
| Верстак, угольник, шило, карандаш |
| 9 | Разметка бечёвкой Линии на досках и других длинных деталях наносят бечёвкой, натёртой мелом или куском влажного (мягкого) древесного угля. На одном торце доски на нужном расстоянии от кромки делают зарубку, в которую вставляют конец бечёвки, после чего её натирают мелом или углём, а другой конец держат левой рукой на том же расстоянии от кромки, прижимая к доске, после чего правой рукой бечёвку слегка оттягивают вверх и затем отпускают. Бечёвка, ударяясь о доску, наносит линию. Бечёвкой наносят линии для грубой обработки; для более точной обработки линии наносят с помощью линеек или шаблонов. |
| Верстак, бечёвка, мел, уголь |
| 10 | Разметка скобой
При разметке скобу плотно прижимают к поверхности размечаемого бруска у риски, нанесённой заранее, и ровно двигают вдоль него, при этом имеющиеся на скобе острия гвоздей оставят след на бруске, прочерчивая на нем параллельные линии. Для каждого размера шипа и проушины должна быть своя скоба. |
| Верстак, скоба |
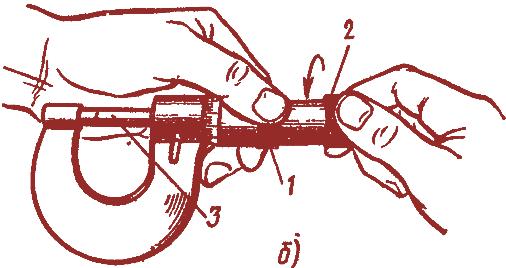
| 11 | Разметка кронциркулем
Наружный диаметр круглого предмета измеряют следующим образом: ножки кронциркуля разводят несколько меньше диаметра измеряемого предмета, после чего предмет вводят между ножками так, чтобы они несколько разомкнулись и плотно прилегли к предмету, как это показано на рисунке. Затем циркуль без смещения ножек снимают с предмета; расстояние между ножками составит диаметр круглого предмета. |
| Верстак, кронциркуль |
| 12 | Разметка по шаблонам
Шаблоны для разметки бывают различными по размерам, форме и конструкции. Изготавливают их из листовой стали, фанеры, твёрдых древесноволокнистых плит. Для разметки шаблон накладывают на обрабатываемую доску, брусок, заготовку, а затем карандашом или шилом обводят контуры. Применение шаблонов сокращает время на разметку, упрощает её, разметка получается более точной. |
| Верстак, шаблоны |







| Измерение штангенциркулем ШЦ-1 | |||
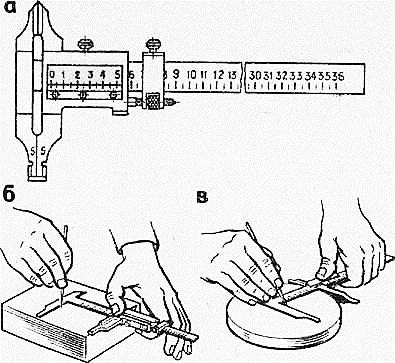
| 1 | Ознакомиться с устройством штангенциркуля:
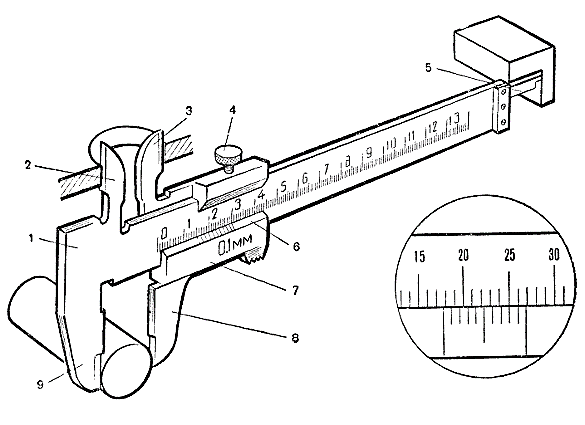
а) изучить все части и их назначение (рис. 1, а); б) освоить устройство нониуса штангенциркуля (рис. 1,6): длина нониуса 19 мм разделена на 10 равных частей. Одно деление нониуса равно 19:10—1,9 мм, это на 0,1 мм меньше целого числа миллиметров.
Устройство штангенциркуля ШЦ-1:
а - штангенциркуль ШЦ-1: 1 - штанга, 2, 7 - губки, 3 - подвижная рамка, 4 - зажим, 5 - шкала нониуса, 6 - линейка глубиномера; б – нониус
На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. б). Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса.
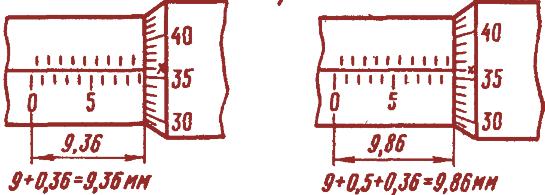
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы (рис. справа). На рисунке показаны положение шкал штангенциркуля при отсчёте размеров: а – 0,5 мм; б – 6,9 мм; в – 34,3 мм. | | Штангенциркуль ШЦ-1 |
| 2 | Подготовить штангенциркуль к работе:
1. проверить комплектность инструмента; 2. промыть и протереть его досуха мягкой льняной тканью, особенно тщательно протереть измерительные поверхности. | | Штангенциркуль ШЦ-1, тряпка |
| 3 | Произвести наружный осмотр:
1. губки и торец штанги должны быть в полном порядке; 2. на измерительных поверхностях не должно быть следов коррозии, забоин, царапин, затупленных острых концов губок или других дефектов, влияющих на точность измерения; 3. штрихи и цифры шкал должны быть отчётливыми и ровными; 4. проверить взаимодействие отдельных частей штангенциркуля, плавность хода рамки 3, параллельность губок 2 и 7, нет ли перекоса, тугого передвижения движка рамки. | | Штангенциркуль ШЦ-1 |
| 4 | Проверить нулевое положение штангенциркуля:
1. привести в соприкосновение губки штангенциркуля (рис. 2, а). Губки по всей длине должны быть параллельными. Зазора по краям губок не должно быть. Нулевой штрих нониуса должен совпадать с нулевой риской основной шкалы; 2. размер просвета между измерительными поверхностями сведённых губок штангенциркуля оценивают при дневном освещении «на глаз» (рис. 2, б). При отсутствии просвета между губками для наружных измерений или при небольшом просвете (не более 6 мкм) должны совпадать нулевые штрихи нониуса с начальным штрихом основной шкалы (рис. 2, а); 3. если инструмент не отрегулирован, то в фактическое показание инструмента нужно вносить соответствующую поправку, равную начальной погрешности, но с обратным знаком; 4. в случае большого несовпадения нулевых штрихов необходимо отжать винты нониуса, сдвинуть нониусную пластинку до совпадения штрихов и закрепить её винтами. |
| Штангенциркуль ШЦ-1 |
| 5 | Приёмы измерений:
1. взять деталь в левую руку, которая должна находиться за губками и захватить деталь недалеко от губок (рис. 3, а). Правая рука должна поддерживать штангу, при этом большой палец этой руки должен перемещать рамку до соприкосновения с проверяемой поверхностью, не допуская перекоса губок и добиваясь нормального измерительного усилия; 2. закрепление рамки производить большим и указательным пальцами правой руки, поддерживая штангу остальными пальцами этой руки. Левая рука при этом должна поддерживать губку штанги (рис. 3, б). |
| Штангенциркуль ШЦ-1 |
| 6 | Приёмы измерений:
Измерение диаметра наружной части детали | | Штангенциркуль ШЦ-1 |
| 7 | Приёмы измерений:
Измерение внутренней части детали (диаметра отверстия) | | Штангенциркуль ШЦ-1 |
| 8 | Приёмы измерений:
Измерение глубины детали | | Штангенциркуль ШЦ-1 |
| 9 | Чтение показаний штангенциркуля ШЦ-1:
1. при чтении показаний штангенциркуль держать прямо перед глазами (рис. 4, а). Если смотреть на показание сбоку (рис. 4, б), то это приведёт к искажению (параллаксу) и, следовательно, к неправильным результатам измерений. Для предупреждения искажений поверхность, на которой нанесена шкала нониуса, имеет скос для того, чтобы приблизить шкалу нониуса к основной шкале на штанге; 2. целое число миллиметров отсчитывают по шкале штанги слева направо нулевым штрихом нониуса. Дробные значения (количество десятых долей миллиметра) определяют умножением величины отсчёта (0,1 мм) на порядковый номер штриха нониуса, не считая нулевого, совпадающего со штрихом штанги. |
| Штангенциркуль ШЦ-1 |
| 10 | Пример:
Нулевой штрих нониуса совпадает с 9-м делением на штанге, а нониус в нулевом делении показывает 7-ой штрих. Результат измерений будет равен: 9 + 0,1 × 7 = 9,7 мм. |
| Штангенциркуль ШЦ-1 |
| Разметка штангенциркулем | |||
| 1 | Нанесение прямых линий | | Штангенциркуль, чертилка |
| 2 | Разметка центра окружности | | Штангенциркуль, чертилка |
| 3 | Разметка губками штангенциркуля точёных заготовок |  | Штангенциркуль |
 Рис. 1. Штангенциркуль
Рис. 1. Штангенциркуль

| Измерение микрометром МК | |||
| 1 | Изучить конструкцию микрометра МК (рис. 1). МК — микрометр гладкий для измерения наружных размеров изделий.
Устройство микрометра МК:
а - устройство, 6 - микрометрический винт, в - барабан; 1 - скоба, 2 - пятка, 3 - винт, 4 - стопор, 5 - стебель, 6 - барабан, 7 - трещотка, 8 - установочная мера
|
| Микрометр МК |
| 2 | Ознакомиться с устройством и назначением нониуса (рис. 1, в): 1. на наружной поверхности стебля 5 проведена продольная линия, ниже которой нанесены миллиметровые деления; 2. микрометрический винт 3, шаг которого равен 0,5 мм, связан с барабаном 6. Коническая часть барабана разделена по окружности на 50 равных частей (нониус на рис. 1, в); 3. за один оборот микрометрический винт 3 перемещается вдоль оси на шаг резьбы (рис. 1, б). При повороте на одно деление микрометрический винт 3, соединённый с барабаном 6, перемещается вдоль оси на |
| Микрометр МК |
| 3 | Установка нулевого положения нониуса (рис. 2): 1. нулевое положение микрометра проверить перед измерением: у правильно отрегулированного микрометра пятка 2 и винт 3 (см. рис. 1) должны соприкасаться с измерительными поверхностями установочной меры 8 или непосредственно между собой (при пределах измерения диаметра 0 — 25 мм), а нулевой штрих барабана должен совпадать с продольным штрихом стебля, при этом скос барабана должен открывать нулевой штрих стебля (рис. 2, а); 2. при несовпадении штрихов микрометр следует отрегулировать: застопорить микрометрический винт 3 при сведённых измерительных плоскостях; ослабить колпачок 2, связывающий барабан с микрометрическим винтом, придерживая левой рукой за поясок 1 (рис. 2, б); освободить барабан от сцепления с винтом и повернуть его до совпадения нулевого штриха на скосе барабана с продольным штрихом стебля (рис. 2, а); закрепить барабан на винте с помощью колпачка. |
Рис. 2. Установка нулевого положения микрометра МК
| Микрометр МК |
| 4 | Измерение микрометром МК
1. протереть измерительные поверхности мягкой тканью или бумагой (рис. 3, а—б); 2. установить микрометр на размер, несколько больший проверяемого; 3. взять микрометр (рис. 3, в) левой рукой за скобу 1 (посередине), а измеряемую деталь 3 поместить между пяткой 2 и торцом микрометрического винта 4; 4. пальцами правой руки плавно вращать трещотку 5, слегка прижимать торцом микрометрического винта 4 деталь 3 к пятке 2 до соприкосновения его с поверхностью, проверяемой детали, пока трещотка 5 не начнёт провёртываться и пощёлкивать; 5. при измерении детали линия измерения должна быть перпендикулярна образующей и проходить через центр (рис. 3, г). |  Рис. 3. Измерение микрометром МК: а, б — протирка рабочих частей, в — приём установки микрометра, г — линия измерения | Микрометр МК |
| 5 | Чтение показаний микрометра:
1. при чтении показаний микрометр держать прямо перед глазами (рис. 4, а); 2. целое число миллиметров отсчитывать по нижней шкале, половины миллиметра — по верхней шкале стебля, а сотые доли миллиметра отсчитывать по делениям шкалы барабана, по штриху, совпавшему с продольной риской на втулке; 3. на рис. 4, б приведены примеры отсчётов.
| Рис. 4. Работа с микрометром: а — чтение показаний, б — примеры отсчёта | Микрометр МК |
 Рис. 1. Микрометр МК
Рис. 1. Микрометр МК  шага, т. е. 0,5 : 50 = 0,01 мм, являющейся ценой деления микрометра.
шага, т. е. 0,5 : 50 = 0,01 мм, являющейся ценой деления микрометра.

![]()
![]()
![]()
![]()
![]()
Для получения качественных заготовок нужно подобрать необходимое количество пиломатериалов (досок, брусков) таким образом, чтобы при раскрое на заготовки получилось минимальное количество отходов. В строительных конструкциях зданий и сооружений применяют в основном древесину хвойных пород.
При массовом изготовлении деталей в цехах, мастерских пиломатериалы нужных сечений получают из лесопильных цехов в кратных по ширине досках или в готовых по сечению брусках. В целях сокращения времени разметку не делают, а работают по упорам или линейкам, выкраивая при этом пороки древесины. При работе на торцовочных станках ставят откидные упоры, а на круглопильных для продольного раскроя - линейку.
При изготовлении деревянных конструкций непосредственно на строительстве пиломатериалы размечают с учетом припуска на дальнейшую обработку, так как от правильной разметки в значительной мере зависит получение качественных и точных заготовок и деталей. Для разметки и проверки точности обработки заготовок и деталей используют следующие измерительные и разметочные инструменты.
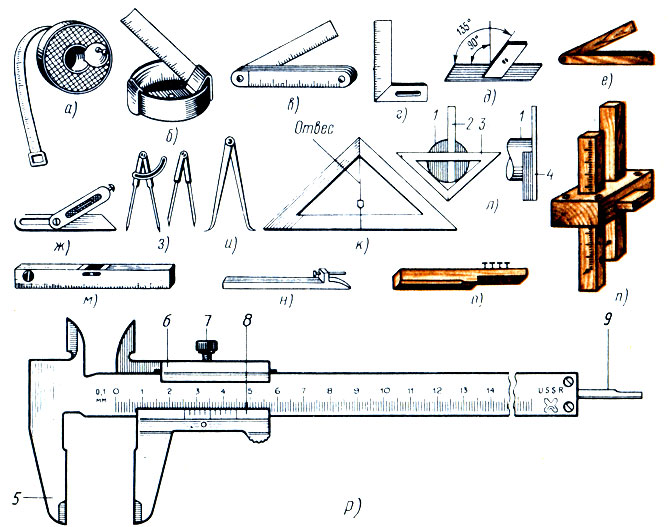
Рис. 4. Инструмент для разметки: а - рулетка, б - метр-рулетка, в - складной метр, г - угольник, д - ерунок, е - деревянная малка, ж - металлическая малка, з - циркуль, и - нутромер, к - уровень с отвесом, л - угольник-центроискатель, м - уровень, н - отволока, о - скоба, п - рейсмус, р - штангенциркуль ЩЦ-1; 1 - цилиндрический предмет, 2 - линейка, 3 - планка 4 - угольник, 5 - штанга, 6 - рамка, 7 - зажим рамки, 8 - нониус, 9 - линейка глубиномера
Рулетка Р-3 (рис. 4, а) (ГОСТ 7502-80) - круглый металлический или пластмассовый футляр, в котором заключена измерительная лента длиной 1...100 м с нанесенными на ней делениями, выраженными в метрах, сантиметрах, миллиметрах. Рулетку применяют для линейных измерений, а также грубой разметки длинномерных пиломатериалов. При работе с рулеткой мерную ленту вынимают из футляра за кольцо, выступающее на ободке футляра. Для обратного сматывания ленты вращают складную ручку, помещенную в центре на боковой поверхности футляра.
Метр-рулетка (рис. 4, б) предназначена для более точного измерения и разметки любых заготовок по толщине и ширине и более коротких по длине. Она состоит из металлического футляра со спирально уложенной в нем стальной лентой длиной 1...2 м, на которой нанесены деления. При нажиме на помещенную сбоку футляра кнопку, соединенную с пружиной, лента выскакивает из него. Сматывается лента обратно в футляр вручную.
Складной метр (рис. 4, в) представляет собой набор металлических или деревянных линеек с нанесенными на них делениями. Линейки соединены между собой на шарнирах и легко складываются или. раздвигаются. Метр служит для линейных измерений предметов незначительной длины, при устройстве паркетных полов и др.
Угольник (рис. 4, г) предназначен для проверки прямоуголь-ности элементов строительных конструкций. Он состоит из основания, в которое под прямым углом вмонтирована линейка с делениями. Угольники бывают деревянные размером 250X160X22 и 500X300X24 мм и металлические размером 500X240 мм.
Ерунок (рис. 4, д) служит для разметки и измерения углов 45 и 135°. Состоит из основания - колодки, в которую вставлена деревянная или металлическая линейка под углом 45°.
Малка (рис. 4, е, ж) предназначена для измерения углов по образцу и перенесения их на заготовки - детали. Состоит из основания-колодки и линейки, соединенных между собой шарнирно. Малки бывают деревянные и металлические.
Циркуль (рис. 4, з) применяют для перенесения размеров на заготовки и очерчивания круглых разметок.
Нутромер (рис. 4, и) используют для измерения внутренних диаметров отверстий.
Уровень с отвесом (рис. 4, к) предназначен для проверки вертикальных деталей.
Угольник-центроискатель (рис. 4, л) предназначен для определения центра у цилиндрического предмета. К угольнику 4 прикреплена линейка 2. В верхней части угольник скреплен планкой 3. Линейку устанавливают таким образом, чтобы она находилась в середине скрепляющей планки и делила прямой угол угольника пополам. Предмет 1 цилиндрической формы, в котором нужно найти центр, кладут на угольник, и с помощью линейки 2 проводят две пересекающиеся линии, которые одновременно являются диаметрами. Точка пересечения линий (диаметров) и будет центром предмета цилиндрической формы.
Уровень (рис. 4, м) применяют для проверки горизонтального и вертикального расположения поверхностей строительных элементов и конструкций (полов, балок и др.). Он представляет собой металлический корпус, в который вставлена запаянная трубка (ампула), наполненная подкрашенной в розовый или желто-зеленый цвет жидкостью (спиртом). В жидкости находится пузырек воздуха, который стремится занять верхнее положение. Положение ампулы в корпусе регулируют установочными винтами, так чтобы пузырек воздуха занимал среднее положение в трубочке против отметки в корпусе, когда уровень находится строго в горизонтальном положении. Уровни имеют ширину 16, 22, 25 и 28 мм, высоту 30, 40, 50 и 56 мм, длину 230, 300, 500, 750 и 1250 мм.
Отволока (рис. 4, н) служит для нанесения линий на край доски; представляет собой деревянный брусок длинойч400 и шириной 50 мм. С одного конца брусок отволоки имеет небольшой скос, а на расстоянии 1/3 от края - выступ, в который забивают гвоздь. Острым концом гвоздя наносят линии (риски).
Скоба (рис. 4, о) предназначена для разметки при ручной за-резке шипов и проушин. Представляет собой деревянный брусок, в котором на расстоянии 1/3 от края выбрана четверть. В четверть с определенным шагом забивают гвозди, острыми концами которых наносят линии.
Черта предназначена для разметки параллельных линий; представляет собой вилку, острые концы которой могут раздвигаться на нужный размер.
Отвес (ГОСТ 7948-80) служит для проверки вертикальности установки деревянных конструкций (оконных и дверных блоков, встроенной мебели, перегородок); представляет собой металлический весок цилиндрической формы, заканчивающийся на одном конце конусом. Весок бывает диаметром 18, 30 и 38 мм и соответственно длиной 39, 64, 98, 114, 132, 144, 165 и 200 мм. Его подвешивают к льняному шнуру длиной 3, 5, 7 и 10 м, который наматывается на катушку.
Рейсмусом (рис. 4, п) наносят риски, параллельные одной из сторон бруска, детали. Он представляет собой деревянную колодку, в которой через два отверстия проходят два бруска. На конце бруска с одной стороны имеются острые шпильки, которыми наносят риски. Выпуская конец бруска за колодку, устанавливают необходимое расстояние от кромки бруска до наносимой риски, т. е. линии разметки.
Штангенциркулем (ГОСТ 166-80) (рис. 4, р) измеряют наружные и внутренние размеры деталей и изделий. Штангенциркули бывают четырех типов. Наиболее часто применяют штангенциркуль марки ШЦ-1 с двусторонним расположением губок для наружных и внутренних измерений и с линейкой для измерения глубин.
Микрометр (ГОСТ 6507-78) используют для точного измерения деталей столярных изделий (шипов, проушин и др.), полотен пил, ножей и др. Для наружных измерений наиболее часто применяют микрометры гладкие типа МК, которые имеют диапазоны измерений 0...25; 25...50; 50...75; 75...100 мм и др.
Калибрами, скобами проверяют геометрические размеры деталей и изделий. Для того чтобы правильно разметить пиломатериал, необходимо сначала ознакомиться с чертежами, подготовить необходимые разметочные инструменты и материалы, подлежащие разметке. Разметку производят на верстаке либо на столе. Разметочные линии - риски - на поверхность материала наносят карандашом или шилом.
Нанесение рисок по линейке показано на рис. 5, а. Линейка должна иметь прямые кромки. Для нанесения прямой линии на материале сначала отмеряют требуемое расстояние от кромки и наносят точки, через которые пройдет линия. Таких точек должно быть не менее двух, после чего линейку прикладывают к материалу так, чтобы кромка линейки прилегла вплотную к точкам. Затем берут плотничный карандаш или шило в правую руку и проводят через точки тонкую линию. Плотничный карандаш затачивают так, чтобы он имел форму тонкой и острой лопаточки. При отсутствии плотничного карандаша используют чертежный карандаш Т или ТМ. Шило должно иметь острое и тонкое лезвие. На выстроганной поверхности лучше делать разметку шилом, которое оставляет после себя тонкую царапину.
Разметка по ерунку, малкой показана на рис. 5, б, в. Ерунком пользуются также для разметки соединений на "ус" и при вычерчивании и проверке углов. Для проверки или разметки линий под углом ерунок колодкой-основанием плотно прижимают к кромке размечаемой доски и затем под нужным углом проводят риску. Кромка у доски должна быть ровной, иначе разметка будет неточной.
Рейсмусом (рис. 5, г) риски наносят следующим образом: из колодки рейсмуса выдвигают брусок со шпилькой и устанавливают в нужном положении, причем расстояние от шпильки бруска до колодки должно соответствовать расстоянию от риски до кромки доски. Для получения ровных и тонких рисок колодку рейсмуса плотно прижимают к кромке детали и ведут по ней ровно, плавно и без перекосов. Риски наносить легче, если рейсмус вести от себя. Если рейсмус прижат неплотно или перекошен, риска будет извилистой, неровной и непараллельной кромке доски. Для нанесения четкой риски шпильку затачивают напильником.
В связи с тем что обычным рейсмусом можно наносить риски, отстоящие от кромки доски на расстоянии не более 100...150 мм, для нанесения рисок, отстоящих на большее расстояние, применяют щитовой рейсмус (рис. 5, л). Риски щитовым рейсмусом наносят так же, как и обычным.
Чтобы нанести риску отволокой (рис. 5, д), надо доску с обработанной кромкой приложить к кромке доски, на которой будет нанесена риска; между досками оставляют щель, в которую вставляют отволоку. Двигая отволоку вдоль щели, острием гвоздя наносят риску. Для того чтобы риска была тонкой, острие гвоздя должно быть хорошо заточено.
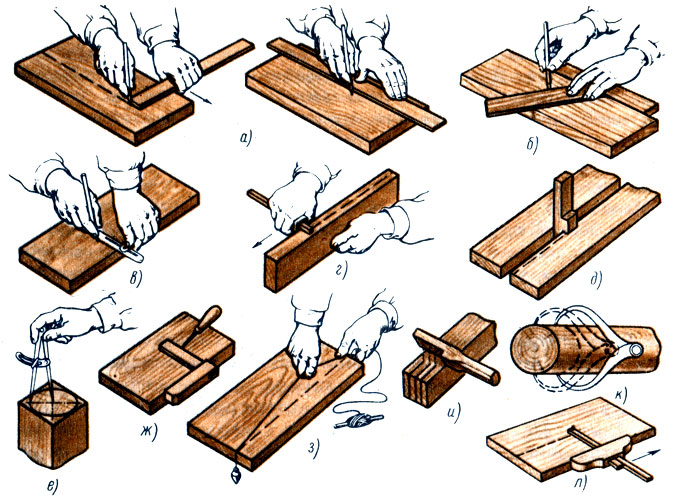
Рис. 5. Примеры разметки: а - по линейке, б - по ерунку, в - малкой, г - рейсмусом, д - отволокой, е - циркулем, ж - угольником с шилом, з - по шнуру, и - скобой, к - измерение кронциркулем, л - щитовым рейсмусом
Разметка окружности циркулем показана на рис. 5, е. Циркуль раздвигают на размер радиуса окружности, проверяют этот размер по линейке, после чего определяют центр окружности путем проведения диагоналей на бруске, как это показано на рисунке. Вставив одну ножку циркуля в центр пересечения диагоналей, другой проводят окружность. Наружный диаметр круглого предмета измеряют следующим образом: ножки кронциркуля (рис. 5, к) разводят несколько меньше диаметра измеряемого предмета, после чего предмет вводят между ножками так, чтобы ножки разомкнулись и плотно прилегли к предмету, как это показано на рисунке. Затем кронциркуль без смещения осторожно снимают с предмета. Расстояние между ножками составит диаметр круглого предмета.
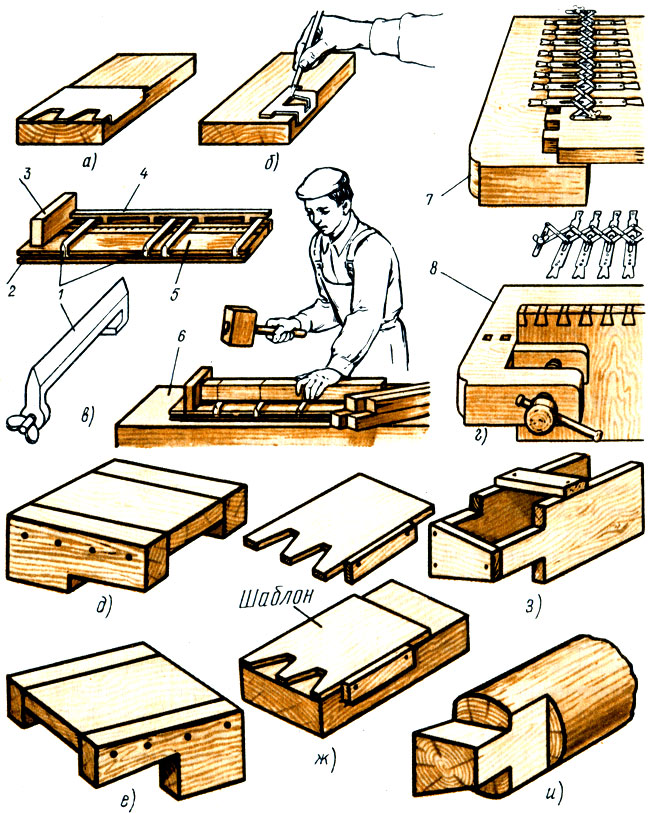
Рис. 6. Шаблоны для разметки элементов столярных и плотничных изделий: а - накладной для разметки шипов, б - для разметки врубки в 'ласточкин хвост', в - разметочная доска Павлихина, г - для разметки шипов, д - для врубки вполдерева, е - для врубки вполулапу, ж - для разметки ящичных шипов, з - для разметки простой лапы, и - простая лапа; 1 - нож, 2 - паз, 3 - упор, 4 - боковой ограничитель, 5 - разметочная доска, 6 - прием разметки, 7 - разметка прямых шипов, 8 - разметка шипов в 'ласточкин хвост'
При нанесении риски шилом по угольнику (рис. 5, ж) нужно, чтобы доска, на которую наносят риски, имела совершенно прямые кромки, т. е. была хорошо острогана. Затем к кромке прикладывают угольник так, чтобы основание его плотно прилегло к кромке. Угольник держат левой рукой, а правой проводят риску острым шилом, держа его слегка наклонно. Шило нужно вести равномерно, без сильного нажима.
Скобой (рис. 5, и) размечают шипы и проушины. Для каждого размера шипа и проушины должна быть своя скоба. При разметке скобу плотно прижимают к поверхности размечаемого бруска и ровно двигают вдоль его поверхности, при этом имеющиеся на скобе острия гвоздей оставляют след на бруске в виде параллельных линий. До начала работы на размечаемом бруске наносят риску, с которой начинают разметку скобой.
Линии на доски и другие длинные детали наносят шнуром (рис. 5, з), хорошо натертым мелом или куском влажного (мягкого) древесного угля следующим образом: на одном торце доски на нужном расстоянии от кромки делают зарубку, в которую вставляют конец шнура, после чего его натирают мелом или углем, а другой конец держат левой рукой на том же расстоянии от кромки, прижимая к доске, затем правой рукой шнур слегка оттягивают вверх и отпускают. Шнур, ударяясь о доску, наносит линию. Шнуром наносят линии для грубой обработки; для более точной обработки линии наносят с помощью линеек или шаблонов.
Шаблоны для разметки (рис. 6, а, б) бывают различными по размерам, форме и конструкции. Изготовляют шаблоны из листовой стали, фанеры, твердых древесноволокнистых плит. Шаблон накладывают на обрабатываемую доску, брусок, заготовку, а затем карандашом или шилом обводят контуры. Применение шаблонов сокращает время на разметку, упрощает ее, разметка получается более точной.
Ускоренную разметку брусков производят на разметочной доске 5 Павлихина (рис. 6, в), на левой стороне которой укреплен упор 3. Перпендикулярно упору вдоль одной из кромок на доске расположен боковой ограничитель 4, имеющий прорези. В прорези вставляют ножи 1 с винтом, имеющим на конце барашки. Разметка производится следующим образом: на разметочную доску кладут брусок вплотную к упору, после чего по заданному размеру устанавливают на доске ножи, а затем ударом киянки об обух ножа на бруске отбивают риски. Шипы можно размечать с помощью раздвижных шаблонов (рис. 6, г). Разметку врубки в полдерева (рис. 6, д) производят по шаблону, а простой лапы по шаблону, показанному на рис. 6, и.
![]()
![]()
![]()
![]()
![]()











Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ




Закрыть через 5 секунд
