Россия, Ленинск-Кузнецкий


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 03.03.2023 07:11

Попов Александр Петрович
Мастер производственного обучения
47 лет
Местоположение
ККОС по ПМ.02. программы подготовки квалифицированных рабочих, служащих по профессии СПО 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)).
Категория:
Прочее
22.01.2020 06:57

Просмотр содержимого документа
«ККОС по ПМ.02. программы подготовки квалифицированных рабочих, служащих по профессии СПО 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)).»
Утверждаю:
___________________________
___________________________
«____»_______________ 20___г.
Комплект контрольно-оценочных средств по профессиональному
модулю программы подготовки квалифицированных рабочих, служащих (ППКРС)
по профессии СПО
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
«Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.»
МДК02
Общие положения
Результатом освоения профессионального модуля является готовность обучающегося к выполнению вида профессиональной деятельности «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях»
и составляющих его профессиональных компетенций, а также общие компетенции, формирующиеся в процессе освоения ППКРС в целом.
Формой аттестации по профессиональному модулю является экзамен (квалификационный) в форме комплексного задания (задания в тестовой форме, практико-ориентированное задание, практическая работа). Итогом экзамена является однозначное решение: «вид профессиональной деятельности освоен / не освоен».
1. Формы контроля и оценивания элементов профессионального модуля
Таблица 1.1
| Элемент модуля | Форма контроля и оценивания | |
| Промежуточная аттестация | Текущий контроль | |
| МДК 02 | – | выполнение заданий в тестовой форме, проверочные работы, отчеты по ЛПЗ |
| ПП | ДЗ | практические работы |
| ПМ (в целом) | экзамен (квалификационный) | комплексное задание: выполнение заданий в тестовой форме, практико-ориентированное задание, практическая работа, |
2. Результаты освоения модуля, подлежащие проверке на экзамене (квалификационном)
2.1. В результате аттестации по профессиональному модулю осуществляется комплексная проверка следующих профессиональных и общих компетенций:
Таблица 2.1
| Профессиональные компетенции, которые возможно сгруппировать для проверки | Показатели оценки результата |
| Выполнить газовую сварку средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов. | Подбор материала в соответствии с техническими требованиями. Подготовка газовых баллонов, в соответствии с требованиями СНиП. Подготовка регулирующей аппаратуры в соответствии с требованиями СНиП. Подготовка коммуникационной аппаратуры для сварки и резки. Использование ручного инструмента соответствующего выполняемым видам работ и соблюдение техники безопасности. Соблюдение требований охраны труда и техники безопасности при выполнении работ в полном соответствии с инструкцией.
|
| Выполнить ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов. | Использование ручного инструмента соответствующего выполняемым видам работ и соблюдение техники безопасности. Соблюдение требований охраны труда и техники безопасности при выполнении работ в полном соответствии с инструкцией.
|
| Выполнить автоматическую и механизированную сварку с использованием плазмотрона средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей. | - выполнения дуговой и плазменной сварки сред- ней сложности и сложных деталей аппаратов , узлов , конструкций и трубопроводов из конструкционных и углеродистых сталей , чугуна , цветных металлов и сплавов. |
| Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации. | - выполнять ручную кислородную , плазменную и газовую прямолинейную и фигурную резку и резку бензореза- тельными и керасинорезательными аппаратами на пере- носных , стационарных и плазморезательных машинах де- талей разной сложности из различных сталей , цветных металлов и сплавов по разметке ; - производить кислородно -флюсовую резку деталей из вы- сокохромистых и хромистоникелевых сталей и чугуна ; - выполнять кислородную резку судовых объектов на пла- ву ; - выполнять ручное электродуговое воздушное строгание разной сложности деталей из различных сталей , чугуна , цветных металлов и сплавов в различных положениях |
| Читать чертежи средней сложности и сложных сварных металлоконструкций. | - читать рабочие чертежи сварных металлоконструкций различной сложности - правила чтения чертежей сварных пространственных конструкций , свариваемых сборочных единиц и меха- низмов |
| Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда. | Соблюдение требований охраны труда и техники безопасности при выполнении работ в полном соответствии с инструкцией. |
| Общие компетенции, которые возможно сгруппировать для проверки | Показатели оценки результата |
| ОК2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем. | - проявление организованности и самодисциплины; - выполнение точно в срок задач, поставленных руководителем. - организация деятельности соответственно с технологиейопределенных руководителем |
| ОК3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. | принятие решений в стандартных и нестандартных производственных ситуациях; проведение самоанализа и коррекции результатов собственной деятельности; выполнение профессиональных задач качественно, в поставленный срок. соблюдение действующих в организации правил внутреннего распорядка; |
| ОК4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. | - выделение главного и второстепенного в полученной информации для решения конкретно поставленных задач - владение различными оптимальными способами работы со всеми источниками информации; - выбор оптимальных источников информации для решения конкретно поставленных профессиональных задач |
|
|
|
3. Оценка освоения теоретического курса профессионального модуля
Промежуточная аттестация в качестве оценки теоретического курса профессионального модуля по МДК не предусмотрена.
4. Требования к дифференцированному зачету по производственной практике
4.1. Общие положения
Дифференцированный зачет по производственной практике проводится по окончании выполнения всех видов работ, предусмотренных программой производственной практики.
Уровень подготовки обучающихся при проведении производственной практики оценивается по шкале:
«Отлично» - безошибочное и вполне самостоятельное выполнение всех приемов и способов работы; качественные показатели (в пределах установленных требований); правильная организация труда и рабочего места;
«Хорошо» - правильное самостоятельное выполнение всех
приемов и способов работы, в пределах установленных учебно-техническими требованиями, при единичных и несущественных: недочётах; соблюдение правил организации труда и рабочего места;
«Удовлетворительно» - выполнение операций с несущественными недочетами в приемах и способах работы с единичными случаями невыполнения установленных качественных показателей, не приводящих к браку, или с недочетами в организации труда;
«Неудовлетворительно»- выполнение операций при грубых ошибках в приемах работы или неумению обеспечить - установленные показатели в работе; существенные недочеты в организации труда;
4.2. Виды работ практики и проверяемые результаты обучения по профессиональному модулю
4.2.1. Производственная практика:
Таблица 4.2
| Виды работ | Коды проверяемых результатов (ПК, ОК, ПО, У) |
| Выполнять газовую сварку средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей. | ПК2.1, ОК2, ОК3, ОК7, ПО1, У1 |
| Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов. | ПК2.2, ОК2, ОК3, ОК4, ОК7, ПО2, ПО3,У2, У3, У4 |
| Выполнять автоматическую и механизированную сварку с использованием плазмотрона средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей. | ПК2.3, ОК2, ОК3, ОК4, ОК7, ПО4, У2, У3, У5 |
| Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации. | ПК2.4 ОК2, ОК3, ОК4, ОК7, ПО4, У2, У3, У5 |
| Читать чертежи средней сложности и сложных сварных металлоконструкций. | ПК2.5 ОК2, ОК3, ОК4, ОК7, ПО4, У2, У3, У5 |
| Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда. | ПК2.6 ОК2, ОК3, ОК4, ОК7, ПО4, У2, У3, У5 |
3. Форма аттестационного листа
ПРОИЗВОДСТВЕННАЯ ХАРАКТЕРИСТИКА
Группа №_____профессия СПО____________________________________________
За время прохождения производственной практики
(наименование , № завода, стройки, шахты и т.д.)
с _________________________________по___________________________________
фактически проработал ______________месяцев_________дней и выполнял работы ______разряда на рабочих местах___________________________________________
(перечень рабочих мест)
Качество выполнения работ_____________________________________________
(отзыв)
Выполнение норм_____________________________________________________
(производственные показатели)
Знание технологического процесса, обращение с инструментом и оборудованием________________________________________________________
_____________________________________________________________________
(подробный отзыв)
Трудовая дисциплина __________________________________________________
Практикант заслуживает присвоения квалификации по профессиям ОК:_____________________________________________разряд_________________________________________________________ разряд_____________________
Руководитель подразделения ___________________________________________
(подпись)
Наставник__________________________________________
Мастер производственного обучения___________________
М.П. «___» ______________201___г.
5. Структура контрольно-оценочных материалов для экзамена (квалификационного)
Экзамен (квалификационный) предназначен для контроля и оценки результатов освоения профессионального модуля«Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.»
профессии СПО: 150709.02 Сварщик (электросварочные и газосварочные работы)
Итогом экзамена является однозначное решение: «вид профессиональной деятельности освоен / не освоен».
И критерии оценки «Отлично» - безошибочное и вполне самостоятельное выполнение всех приемов и способов работы; качественные показатели (в пределах установленных требований); правильная организация труда и рабочего места;
«Хорошо» - правильное самостоятельное выполнение всех
приемов и способов работы, в пределах установленных учебно-техническими требованиями, при единичных и несущественных: недочётах; соблюдение правил организации труда и рабочего места;
«Удовлетворительно» - выполнение операций с несущественными недочетами в приемах и способах работы с единичными случаями невыполнения установленных качественных показателей, не приводящих к браку, или с недочетами в организации труда;
«Неудовлетворительно»- выполнение операций при грубых ошибках в приемах работы или неумению обеспечить - установленные показатели в работе; существенные недочеты в организации труда;
При принятии решения об итоговой оценке по профессиональному модулю учитывается роль оцениваемых показателей для выполнения вида профессиональной деятельности, освоение которого проверяется. При отрицательном заключении хотя бы по одному показателю оценки результата освоения профессиональных компетенций принимается решение «вид профессиональной деятельности не освоен». При наличии противоречивых оценок по одному тому же показателю при выполнении разных видов работ, решение принимается в пользу обучающегося.
ПАСПОРТ
Контрольно-оценочные материалы предназначены для контроля и оценки результатов освоения профессионального модуля «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях»
по профессии СПО Сварщик (электросварочные и газосварочные работы)
код профессии 150709.02
Группы проверяемых профессиональных и общих компетенций:
Таблица 5.1
| Часть А |
| ПК1, ОК2, ОК3, ПО1, ПО2, ПО3, У1, У2, У3, У4, У5 |
| Часть Б |
| ПК1, ОК2, ОК3, ПО2, ПО3, У2, У3, У4, У5 |
| Часть В |
| ПК2, ПК3, ОК2, ОК3, ОК4, ПО2, ПО3, ПО4, У2, У3, У4,У5 |
| Часть Г |
| ПК4, ОК2, ОК3, ОК4, ПО2, ПО3, ПО4, У2, У4, У5 |
II. ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Часть А
Коды проверяемых профессиональных и общих компетенций: ПК1, ОК2, ОК3, ПО1, ПО2, ПО3, У1, У2, У3, У4, У5
Инструкция:
- Внимательно прочитайте задание теста.
- Используя печатный бланк, вписать букву с правильным ответом в колонку «ответ».
Время выполнения задания – 30 минут
Вариант 1
Углубление, образующее в конце шва при внезапном прекращении сварки это
Подрез
Прожог
Кратер
Сварочные деформации при сварке плавлением возникают
Всегда
Очень редко
Никогда
Третий этап работы по контролю качества сварочных работ это
Пооперационный контроль
Контроль качества готового сварного соединения
Предварительный контроль
Вид дефекта в виде полостей округлой формы образующие вследствие загрязнения кромок свариваемого металла называется
Порами
Кратерами
Прожогами
Дефект в виде натекания металла на поверхность углублении между валиками – это___________
Причина образования подреза
Обрыв дуги
Большая длина дуги
Быстрое охлаждение шва
Причина образования дефекта включения шлака
Быстрое охлаждение шва
Обрыв дуги
Грязь на кромках
Причина образования не сплавления
Плохая зачистка кромок
Обрыв дуги
Непросушенные электроды
Причина образования наплыва
Обрыв дуги
Неравномерный нагрев
Большая длина дуги
Дефекты делятся на _______ и ________
Причина образования непровара это
Обрыв дуги
Загрязнение кромок
Быстрое охлаждение шва
Причина образования перегрева шва
Неравномерный нагрев
Большая сила сварочного тока
Неправильный выбор тепловой мощности
Частичное местное разрушение сварного соединения в виде разрыва это
Непровары
Трещины
Поры
Причина образования свища
Высокая вязкость
Большая длина дуги
Плохая зачистка кромок
Причина образования пор
Обрыв дуги
Неустойчивый режим
Высокая скорость сварки
Наружный дефект шва
Поры
Наплывы
Непровары
Внутренний дефект металла шва и околошовной зоны
Несплавления
Наплывы
Подрезы
Температура плавления – это _________ свойство
Разрушающий метод контроля сварных соединений
Профилографический
Пневматический
Симический
Неразрушающий метод контроля сварных соединений
Ультразвуковой
Магнитопорошковый
Весовой
Критерии оценки
От 18-20 правильных ответов – отметка «5»
От 14-17 правильных ответов – отметка «4»
От 10-13правильных ответов – отметка «3»
От 0-9 правильных ответов – отметка «2»
Ключ к тестам
| Вари-ант | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 1 | В | А | Б | А | наплыв | Б | В | А | В | Внутренние и внешние | Б | В | Б | А | В | Б | А | физическое | Б | В |
Часть Б
Соблюдение технологии при выполнении работы.
«Отлично».Работа выполнена в соответствии с технологией.
«Хорошо». Работа выполнена в соответствии с технологией: отклонения от указанной последовательности не имели принципиального значения.
«Удовлетворительно». Работа выполнялась с отклонениями по технологии, но изделие может быть использовано по назначению.
«Неудовлетворительно». Обработка изделия (детали) выполнялась с грубыми отклонениями от технологии, применялись непредусмотренные операции. Изделие бракуется.
III. ПАКЕТ ЭКЗАМЕНАТОРА
Задание № 1
Профессия: Электрогазосварщик.
Тема: «Выполнение тавровых и угловых соединений».
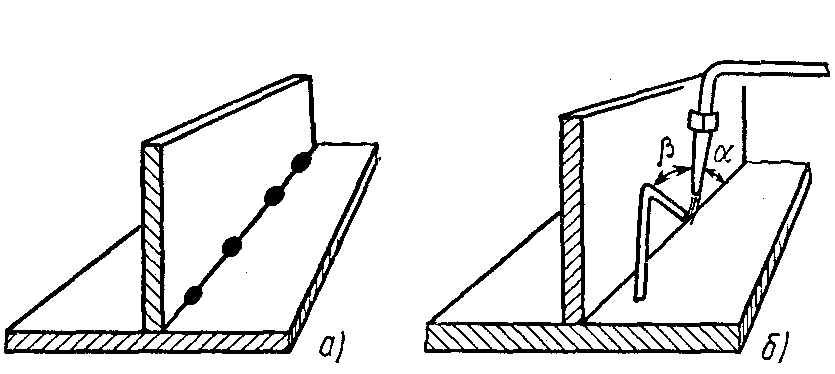
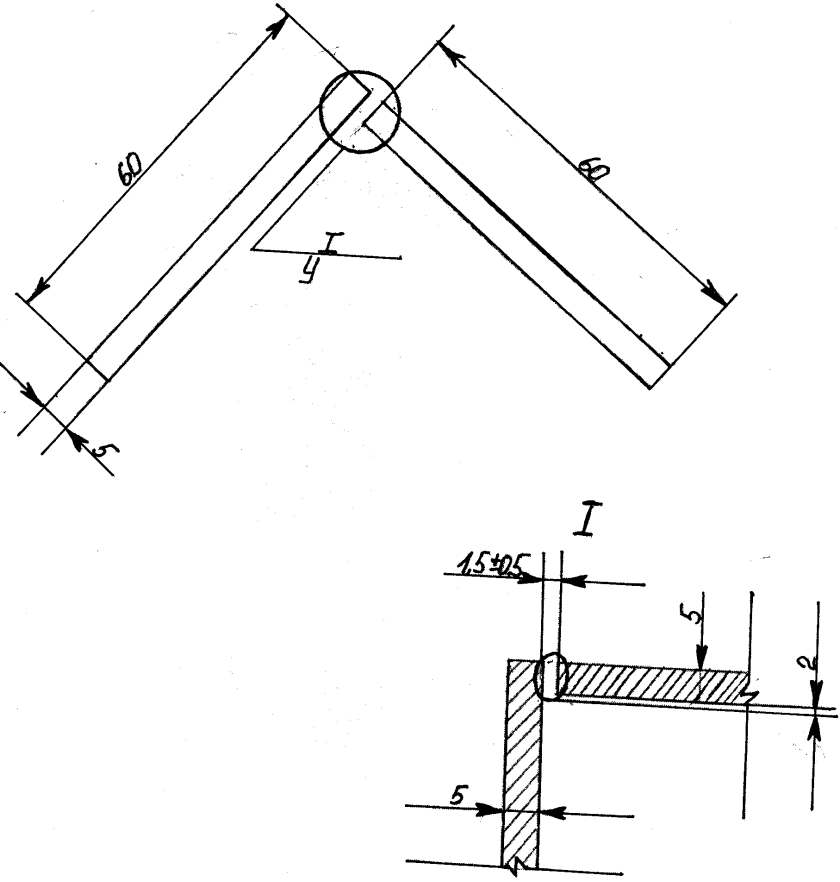
Задание: Выполнить тавровое соединение.
Время выполнения задания: 60 мин;
Техническое оснащение:
- ацетиленовый генератор АСП-1,25-6;
- кислородный баллон;
- ацетиленовый редуктор;
- инженерная горелка с набором сменных наконечников Г2-4М;
- шланги, хомутики;
- предохранительный затвор;
- сварочный стол;
- сварочная проволока марки Св-08;
- 2 пластины толщиной 3 мм;
- карбид кальция;
- сосуд с водой для охлаждения наконечника горелки;
- молоток- шлакоотделитель;
- металлическая щетка;
- напильник, набор стальных полированных игл;
- спецодежда;
- индивидуальные средства защиты.
Место проведения: мастерская ОУ-266
Документация – чертеж 001сб
Чертеж к заданию № 1
Эталон задания № 1
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистить поверхность металла от ржавчины; - расположить пластину на горизонтальной поверхности стола так, чтобы можно было выполнить наплавку в положении сидя, без наклона корпуса вперед; |
1 1
|
| 3.
| Подготовка оборудования к сварке: - залить воду в генератор; - загрузить корзину карбидом кальция; - взять корзину обеими руками, слегка встряхнуть, чтобы удалить карбидную пыль; - закрыть реторту крышкой; - подсоединить шланги; - удалить воздух из реторты, водяного затвора и шлангов; - соединить водяной затвор с генератором и горелкой; - присоединить кислородный редуктор; - испытать горелку на газонепроницаемость соединения и на разряжение в ацетиленовых канале. |
1 1 1
1 1 1 1 1 1 |
| 4. | Техника выполнения сварных швов: - взять две пластины 3мм; - собрать из них тавровое соединение прихватками; - выполнить сварку соединения левым способом; - угол наклона мундштука α 25-300, а угол β 450. |
1 1 1 1 |
| 5. | Контроль качества: - проверить качество сварочного шва визуальным осмотром; - сдать узел на проверку |
1 1 |
| 6. | Выявление и устранение дефектов (отсутствие кратеров, пор и металлических включений): - вырубить дефектные места; - заварить дефектные места |
1 1 |
|
| ИТОГО: | 20 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40 мм друг от друга.
Задание № 2
Профессия: Электрогазосварщик.
Тема: «Комплексные сварочные работы».
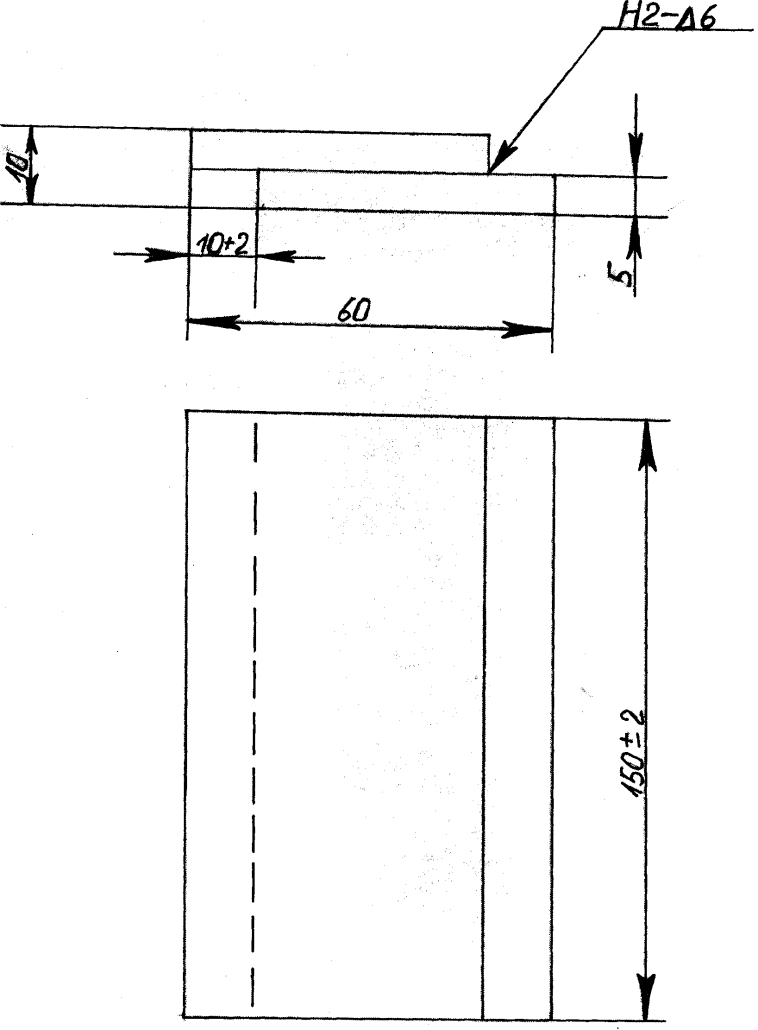
Задание: Изготовить сварной узел «Крышка». (объем-2 сварного шва по 150 мм)
Время выполнения задания: 60 мин;
Техническое оснащение:
- сварочный трансформатор ВДМ-1202С;
- сварочный стол;
- электроды МР-4 Ø4мм;
- защитная маска;
- спецодежда;
- электродержатель;
- молоток-шлакоотделитель;
- зубило;
- металлическая линейка;
- чертилка;
- металлическая щетка;
- 2 пластины 150*150*8 мм;
- технологическая пластина;
- напильник;
Место проведения: сварочная мастерская ОУ-266.
Документация – чертеж 002сб.
Чертеж к заданию № 2.
Эталон задания № 2
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистка околошовной зоны деталей от ржавчины на ширину не менее двойной ширины шва; - сборка узла при помощи соединения детали не менее чем четырьмя прихватками, длиной 10-15 мм с противоположных сторон; - зачистка места прихватки от шлака после потемнения шлаковой корки с помощью молотка шлакооделителя и металлической щетки. |
1
1
1
|
| 3. | Выбор режима сварки: - диаметр электрода в зависимости от толщины свариваемых деталей равен 5мм; - сила сварочного тока в зависимости от толщины свариваемых деталей 160А-180А; - определение правильности выбора сварочного тока путем наложения валика на технологическую пластину. |
1
1
1 |
| 4. | Техника выполнения сварных швов: - проверка соответствия размеров собранного узла требованиям чертежа; - длина дуги от 2,5мм до 5,5мм; - определение положения электрода по отношению к пространственному положению сварки. |
1
1 1
|
| 5. | Правила техники безопасности: ― наличие спецодежды; ― исправное состояние инструмента ― безопасное владение инструментом; ― безопасное расположение инструмента на верстаке; ― соблюдение порядка на рабочем месте в течение работы; ― уборка рабочего места по окончании работы |
1 1 1 1 1 1 |
| 6. | Технология выполнения сварных швов: - выполнение сварки шва в нижнем положении с проваркой половины длины шва; - зачистка начала и конца шва на длину 15-20 мм от шлаковой корки; - повернуть узел на 180°,выполнить сварку, перекрыв начало и конец шва на длине 15-20 мм; - зачистка сварочного шва и околошовной зоны от брызг и шлака после потемнения шлаковой корки. |
1
1 1
1 |
| 7. | Контроль качества: - проверка визуальным осмотром качества сварочного шва; - проведение замера катета шва не более 6мм; - сдача узла на проверку |
1 1 1 |
|
| Выявление и устранение дефектов(отсутствие кратеров, пор, наплывов и подрезов): - вырубание дефектных мест; - заварить дефектные места. |
1 1 |
|
| ИТОГО: | 25 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40 мм друг от друга.
Задание № 3
Профессия: Электрогазосварщик.
Тема: «Сварка стыков в горизонтальном положение».
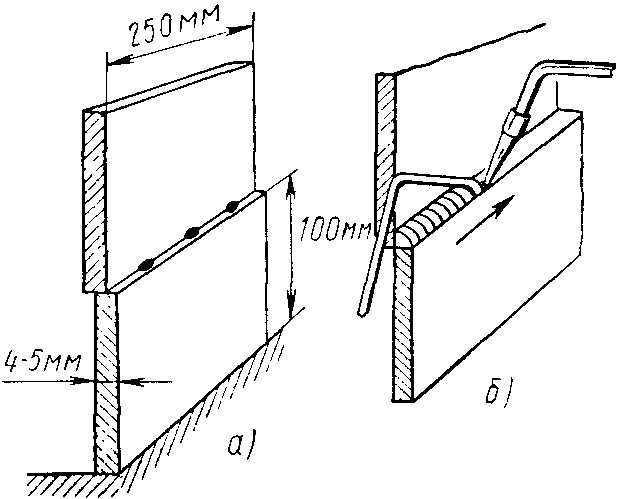
Задание: Выполнить сварку стыка в горизонтальном положении.
Время выполнения задания: 60 мин;
Техническое оснащение:
- ацетиленовый генератор АСП-1,25-6;
- кислородный баллон;
- ацетиленовый редуктор;
- инженерная горелка с набором сменных наконечников Г2-4М;
- шланги, хомутики;
- предохранительный затвор;
- сварочный стол;
- сварочная проволока марки Св-08;
- 2 пластины толщиной 250*100*(4-5) мм;
- карбид кальция;
- сосуд с водой для охлаждения наконечника горелки;
- молоток- шлакоотделитель;
- металлическая щетка;
- напильник, набор стальных полированных игл;
- спецодежда;
- индивидуальные средства защиты.
Место проведения: мастерская ОУ-266
Документация – чертеж 003сб.
Чертеж к заданию № 3
Эталон задания № 3
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистить поверхность металла от ржавчины; - расположить пластину на горизонтальной поверхности стола так, чтобы можно было выполнить наплавку в положении сидя, без наклона корпуса вперед; |
1 1
|
| 3.
| Подготовка оборудования к сварке: - залить воду в генератор; - загрузить корзину карбидом кальция; - взять корзину обеими руками, слегка встряхнуть, чтобы удалить карбидную пыль; - закрыть реторту крышкой; - подсоединить шланги; - удалить воздух из реторты, водяного затвора и шлангов; - соединить водяной затвор с генератором и горелкой; - присоединить кислородный редуктор; - испытать горелку на газонепроницаемость соединения и на разряжение в ацетиленовым канале. |
1 1 1
1 1 1 1 1 1 |
| 4. | Техника выполнения сварных швов: - взять две пластины 4-5мм; - установить образец вертикально; - выполнить сварку стыка горизонтально швом правым способом; - выполнить горизонтальный шов (наплавку) на сплошной пластине. |
1 1 1 1 |
| 5. | Контроль качества: - проверить качество сварочного шва визуальным осмотром; - сдать узел на проверку |
1 1 |
| 6. | Выявление и устранение дефектов (отсутствие кратеров, пор и металлических включений): - вырубить дефектные места; - заварить дефектные места |
1 1 |
|
| ИТОГО: | 20 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40 мм друг от друга.
Задание № 4
Профессия: Электрогазосварщик
Тема: «Комплексные сварочные работы»
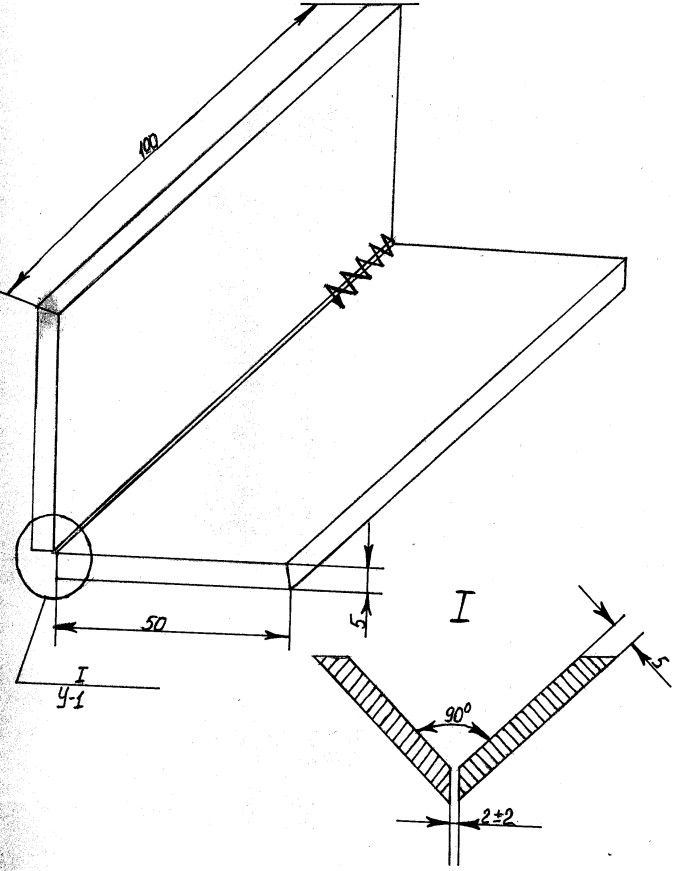
Задание: Изготовить «подножку» переходной площадки (объем -100мм сварного шва )
Время выполнения задания: 60 мин;
Техническое оснащение:
- сварочный трансформатор ВДМ-1202С;
- сварочный стол;
- электроды МР-4 Ø4мм;
- защитные очки;
- защитная маска;
- спецодежда;
- стамеска;
- электродержатель;
- молоток-шлакоотделитель;
- металлическая линейка;
- металлическая щетка;
- чертеж;
- металлическая пластина 50*100*5мм – 2шт;
Место проведения: сварочная мастерская ОУ-266.
Документация – чертеж 004сб.
Чертеж к заданию № 4.
Эталон задания № 4
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистка околошовной зоны деталей от ржавчины на ширину не менее двойной ширины шва; - сборка узла при помощи соединения детали не менее чем четырьмя прихватками, длиной 10-15 мм; - зачистка места прихватки от шлака после потемнения шлаковой корки с помощью молотка шлакооделителя и металлической щетки. |
1
1
1
|
| 3. | Выбор режима сварки: - диаметр электрода в зависимости от толщины свариваемых деталей равен 5мм; - сила сварочного тока в зависимости от толщины свариваемых деталей 160А; - определение правильности выбора сварочного тока путем наложения валика на технологическую пластину. |
1
1
1 |
| 4 | Техника выполнения сварных швов: - проверка соответствия размеров собранного узла требованиям чертежа; - длина дуги от 2,5мм до 5,5мм; - определение положения электрода по отношению к пространственному положению сварки. |
1
1 1 |
| 5. | Технология выполнения сварных швов: - выполнение сварки шва в нижнем положении в «лодочку» по всей длине шва; - зачистка сварочного шва и околошовной зоны от брызг и шлака после потемнения шлаковой корки;. |
1
1
|
| 6. | Контроль качества: - проверка визуальным осмотром качества сварочного шва; - проведение замера катета шва не более 6мм; - сдача узла на проверку. |
1 1 1 |
| 7. | Выявление и устранение дефектов(отсутствие кратеров, пор, наплывов и подрезов): - вырубание дефектных мест; - заварить дефектные места. |
1 1 |
|
| ИТОГО: | 17 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40 мм друг от друга
Задание № 5
Профессия: Электрогазосварщик.
Тема: «Комплексные сварочные работы».
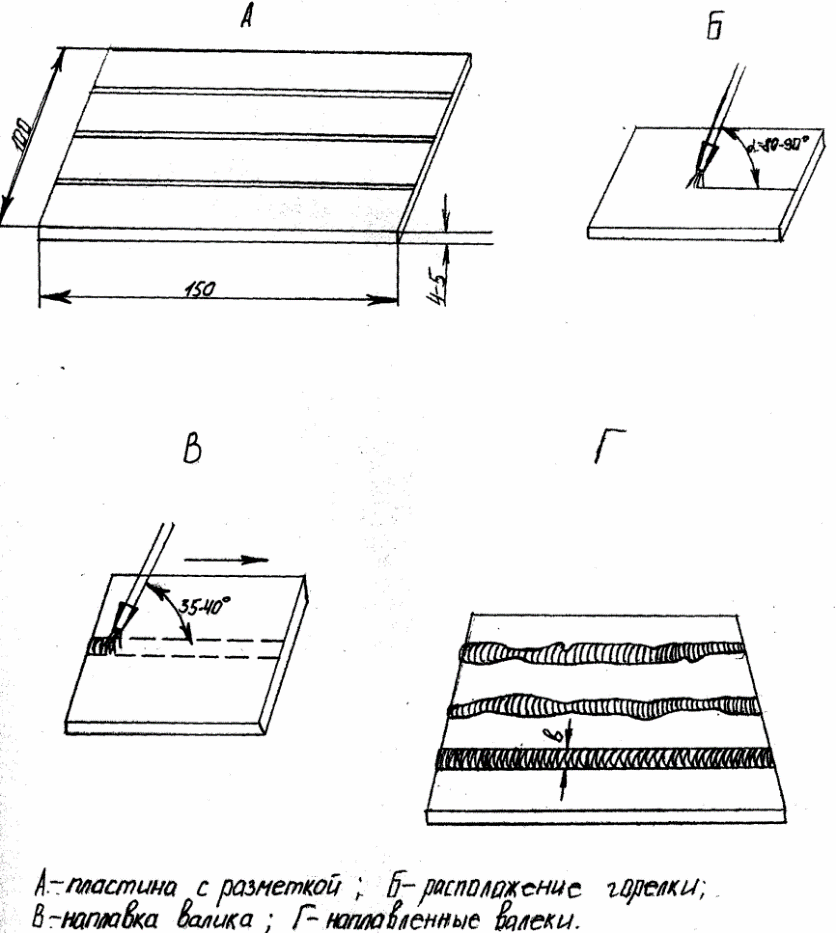
Задание: Выполнить газовую наплавку параллельных валиков.
Время выполнения задания: 60 мин;
Техническое оснащение:
- ацетиленовый генератор АСП-1,25-6;
- кислородный баллон;
- ацетиленовый редуктор;
- инженерная горелка с набором сменных наконечников Г2-4М;
- шланги, хомутики;
- предохранительный затвор;
- сварочный стол;
- сварочная проволока марки Св-08;
- пластина из низкоуглеродистой стали 100*150*4-5 мм;
- карбид кальция;
- сосуд с водой для охлаждения наконечника горелки;
- молоток- шлакоотделитель;
- металлическая щетка;
- напильник;
набор стальных полированных игл;
- спецодежда;
- индивидуальные средства защиты.
Место проведения: мастерская ОУ-266
Документация – чертеж 005сб.
Чертеж к заданию № 5.
Эталон задания № 5
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистить поверхность металла от ржавчины; - расположить пластину на горизонтальной поверхности стола так, чтобы можно было выполнить наплавку в положении сидя, без наклона корпуса вперед; - провести мелом на поверхности металла три параллельных линии через 2 см. |
1 1
1 |
| 3. | Подготовка оборудования к сварке: - залить воду в генератор; - загрузить корзину карбидом кальция; - взять корзину обеими руками, слегка встряхнуть, чтобы удалить карбидную пыль; - закрыть реторту крышкой; - подсоединить шланги; - удалить воздух из реторты, водяного затвора и шлангов; - соединить водяной затвор с генератором и горелкой; - присоединить кислородный редуктор; - испытать горелку на газонепроницаемость соединения и на разряжение в ацетиленовым канале. |
1 1 1
1 1 1 1 1 1 |
| 4. | Техника выполнения сварных швов: - установить мощность пламени, толщина пластины 4-5м; - направить пламя на пластину; - установить угол наклона к поверхности пластины равным 80-90о; - нагреть неподвижным пламенем металл до образования ванночки расплавленного металла; - после образования сварочной ванны уменьшить угол до 35-40о; - перемещать пламя равномерно без колебаний вдоль линии разметки. |
1 1 1 1
1 1 |
| 5. | Контроль качества: - проверить качество сварочного шва визуальным осмотром; - сдать пластину на проверку. |
1 1 |
| 6. | Выявление и устранение дефектов (кратеров, пор и металлических включений): - вырубить дефектные места; - заварить дефектные места. |
1 1 |
|
| ИТОГО: | 23 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40 мм друг от друга.
Задание № 6
Профессия: Электрогазосварщик.
Тема: «Комплексные сварочные работы».
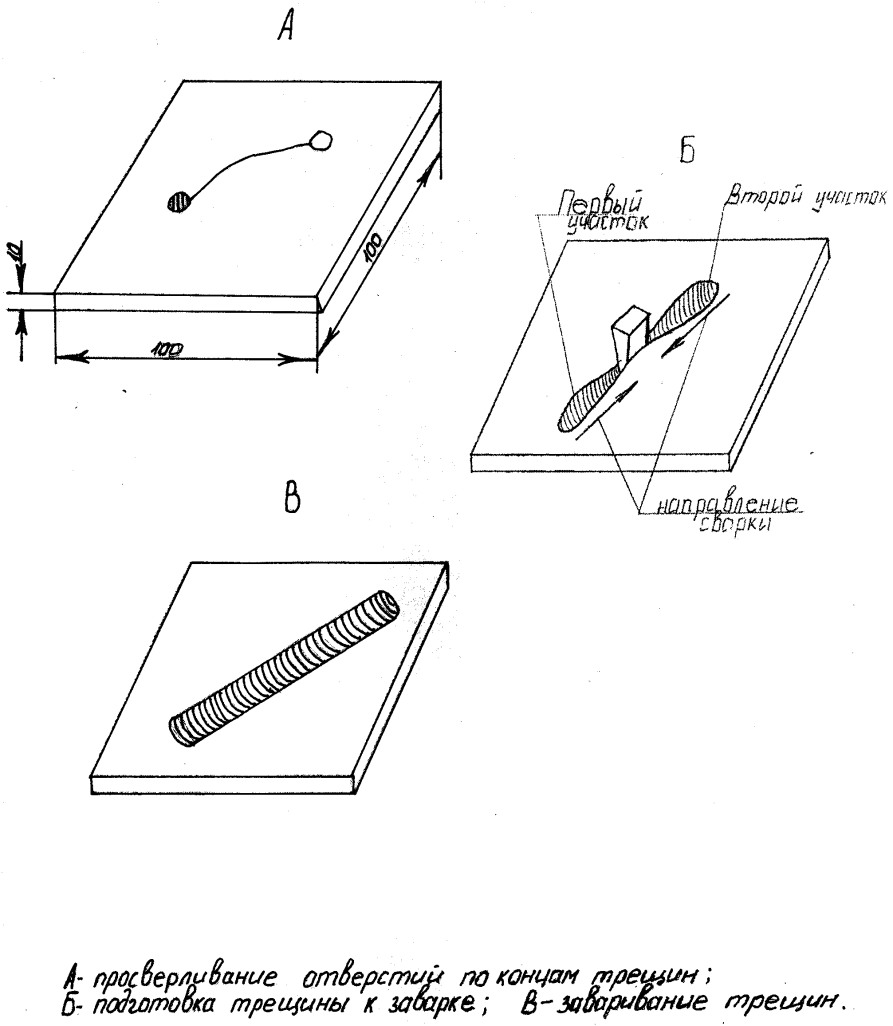
Задание: Выполнить заварку трещины.
Время выполнения задания: 60 мин;
Техническое оснащение:
- ацетиленовый генератор АСП-1,25-6;
- кислородный баллон;
- ацетиленовый редуктор;
- инженерная горелка с набором сменных наконечников Г2-4М;
- шланги, хомутики;
- предохранительный затвор;
- сварочный стол;
- сварочная проволока марки Св-08;
- пластина толщиной 10 мм;
- карбид кальция;
- сосуд с водой для охлаждения наконечника горелки;
- молоток- шлакоотделитель;
- металлическая щетка;
- напильник, набор стальных полированных игл;
- спецодежда;
- индивидуальные средства защиты.
Место проведения: мастерская ОУ-266
Документация – чертеж 006сб.
Чертеж к заданию № 6.
Эталон задания № 6
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистить поверхность металла от ржавчины; - расположить пластину на горизонтальной поверхности стола так, чтобы можно было выполнить наплавку в положении сидя, без наклона корпуса вперед; |
1 1
|
| 3. | Подготовка оборудования к сварке: - залить воду в генератор; - загрузить корзину карбидом кальция; - взять корзину обеими руками, слегка встряхнуть, чтобы удалить карбидную пыль; - закрыть реторту крышкой; - подсоединить шланги; - удалить воздух из реторты, водяного затвора и шлангов; - соединить водяной затвор с генератором и горелкой; - присоединить кислородный редуктор; - испытать горелку на газонепроницаемость соединения и на разряжение в ацетиленовым канале. |
1 1 1
1 1 1 1 1 1 |
| 4. | Техника выполнения сварных швов: - вставить клин в середину трещины, чтобы избежать уменьшения зазора; - заварить корень шва на первом участке; - удалить клин; - заварить второй участок трещины корневым и вторым валиком; - заварить первый участок вторым валиком, перекрывая второй не менее чем на 20мм; - выполнить декоративный валик. |
1
1 1 1 1
1 |
| 5. | Контроль качества: - проверить качество сварочного шва визуальным осмотром; - сдать узел на проверку |
1 1 |
| 6. | Выявление и устранение дефектов (отсутствие кратеров, пор и металлических включений): - вырубить дефектные места; - заварить дефектные места. |
1 1 |
|
| ИТОГО: | 22 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40 мм друг от друга.
Задание № 7
Профессия: Электрогазосварщик.
Тема: «Комплексные сварочные работы».
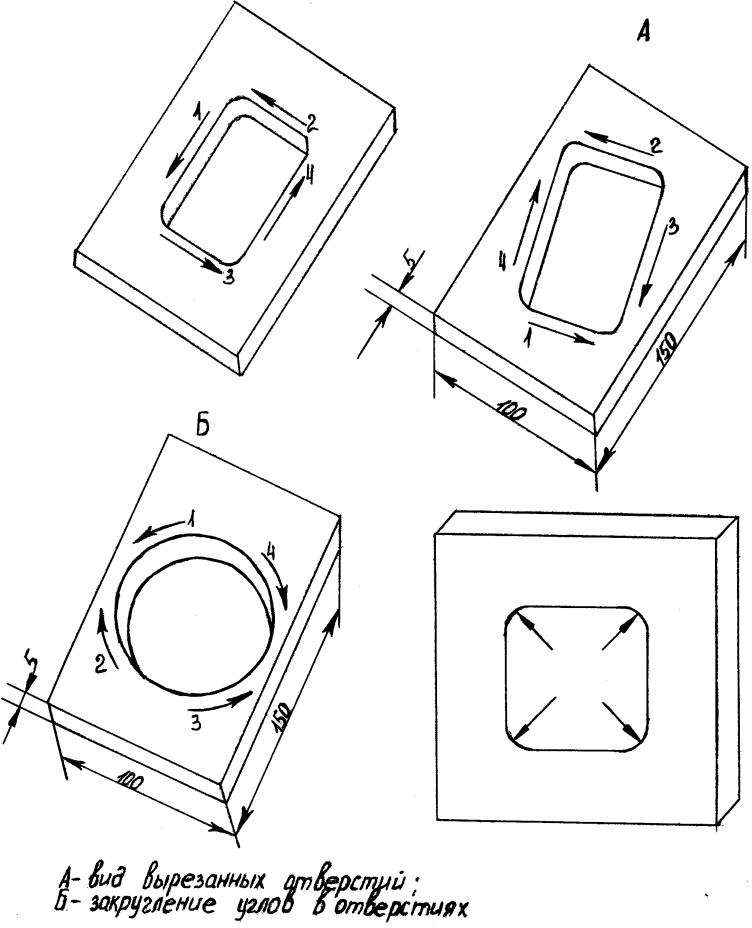
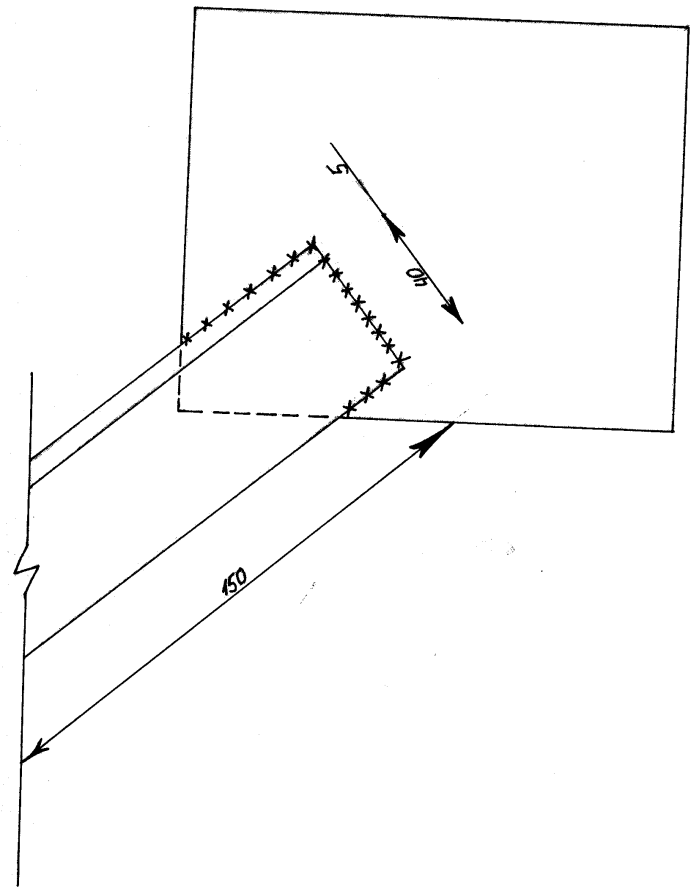
Задание: Выполнить постановку заплаты.
Время выполнения задания: 60 мин;
Техническое оснащение:
- ацетиленовый генератор АСП-1,25-6;
- кислородный баллон;
- ацетиленовый редуктор;
- инженерная горелка с набором сменных наконечников Г2-4М;
- шланги, хомутики;
- предохранительный затвор;
- сварочный стол;
- сварочная проволока марки Св-08;
- пластина толщиной 8 мм;
- карбид кальция;
- сосуд с водой для охлаждения наконечника горелки;
- молоток- шлакоотделитель;
- металлическая щетка;
- напильник, набор стальных полированных игл;
- спецодежда;
- индивидуальные средства защиты.
Место проведения: мастерская ОУ-266
Документация – чертеж 007сб.
Чертеж к заданию № 7.
Эталон задания № 7
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2 | Подготовка металла к сварке: - зачистить кромки отверстий и пластин для заплат; - подогнать заплату под отверстие с помошью напильника; - закруглить углы отверстия и углы заплаты; - придать заплате слегка выпуклую форму |
1 1 1 1 |
| 3. | Подготовка оборудования к сварке: - залить воду в генератор; - загрузить корзину карбидом кальция; - взять корзину обеими руками, слегка встряхнуть, чтобы удалить карбидную пыль; - закрыть реторту крышкой; - подсоединить шланги; - удалить воздух из реторты, водяного затвора и шлангов; - соединить водяной затвор с генератором и горелкой; - присоединить кислородный редуктор; - испытать горелку на газонепроницаемость соединения и на разряжение в ацетиленовом канале. |
1 1 1
1 1 1 1 1 1
|
| 4. | Техника выполнения сварных швов: - поставить заплату в отверстие; - выполнить заварку отверстий обратноступенчатым способом; - соблюдать последовательность наложения швов согласно эскизу. |
1 1 1 |
| 5. | Контроль качества: - проверить качество сварочного шва визуальным осмотром; - сдать узел на проверку. |
1 1 |
| 6.
| Выявление и устранение дефектов (отсутствие кратеров, пор и металлических включений): - вырубить дефектные места; - заварить дефектные места. |
1 1 |
|
| ИТОГО: | 21 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40 мм друг от друга.
Задание № 8
Профессия: Электрогазосварщик.
Тема: «Комплексные сварочные работы».
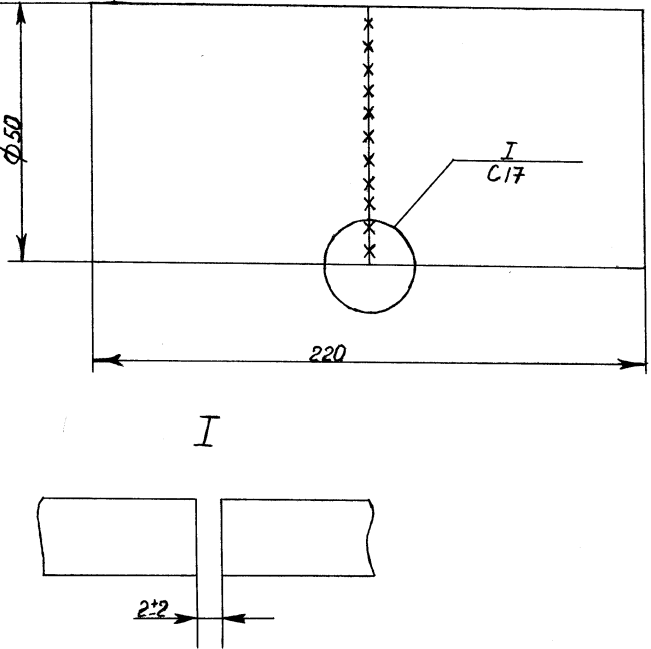
Задание: Выполнить сварку труб в стык.
Время выполнения задания: 60 мин;
Техническое оснащение:
- ацетиленовый генератор АСП-1,25-6;
- кислородный баллон;
- ацетиленовый редуктор;
- инженерная горелка с набором сменных наконечников Г2-4М;
- шланги, хомутики;
- предохранительный затвор;
- сварочный стол;
- сварочная проволока марки Св-08;
- трубы из низколегированной стали 50 мм с толщиной стенки до 5 мм;
- карбид кальция;
- сосуд с водой для охлаждения наконечника горелки;
- молоток- шлакоотделитель;
- металлическая щетка;
- напильник, набор стальных полированных игл;
- спецодежда;
- индивидуальные средства защиты.
Место проведения: мастерская ОУ-266.
Документация – чертеж 008сб.
Чертеж на задание № 8.
Эталон задания № 8
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистить поверхность стыков труб от науглероженного металла; - установить трубы в приспособления |
1 1 |
|
| Подготовка оборудования к сварке: - залить воду в генератор; - загрузить корзину карбидом кальция; - взять корзину обеими руками, слегка встряхнуть, чтобы удалить карбидную пыль; - закрыть реторту крышкой; - подсоединить шланги; - удалить воздух из реторты, водяного затвора и шлангов; - соединить водяной затвор с генератором и горелкой; - присоединить кислородный редуктор; - испытать горелку на газонепроницаемость соединения и на разряжение в ацетиленовом канале. |
1 1 1
1 1 1 1 1 1
|
|
| Техника выполнения сварных швов: - установить мощность пламени, толщина стенки до 5мм; - направить пламя на трубы; - установить угол наклона между мундштуком горелки и присадочной проволокой; - заварить стык левым или правом способами; - перекрыть начало шва на 20-30мм, для того, чтобы заварить кратер |
1 1 1
1 1 |
|
| Контроль качества: - проверить качество сварочного шва визуальным осмотром; - сдать узел на проверку |
1 1 |
|
| Выявление и устранение дефектов (отсутствие кратеров, пор и металлических включений): - вырубить дефектные места; - заварить дефектные места |
1 1 |
|
| ИТОГО: | 21 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40 мм друг от друга
Задание № 9
Профессия: Электросварщик ручной сварки.
Тема: «Комплексные сварочные работы».
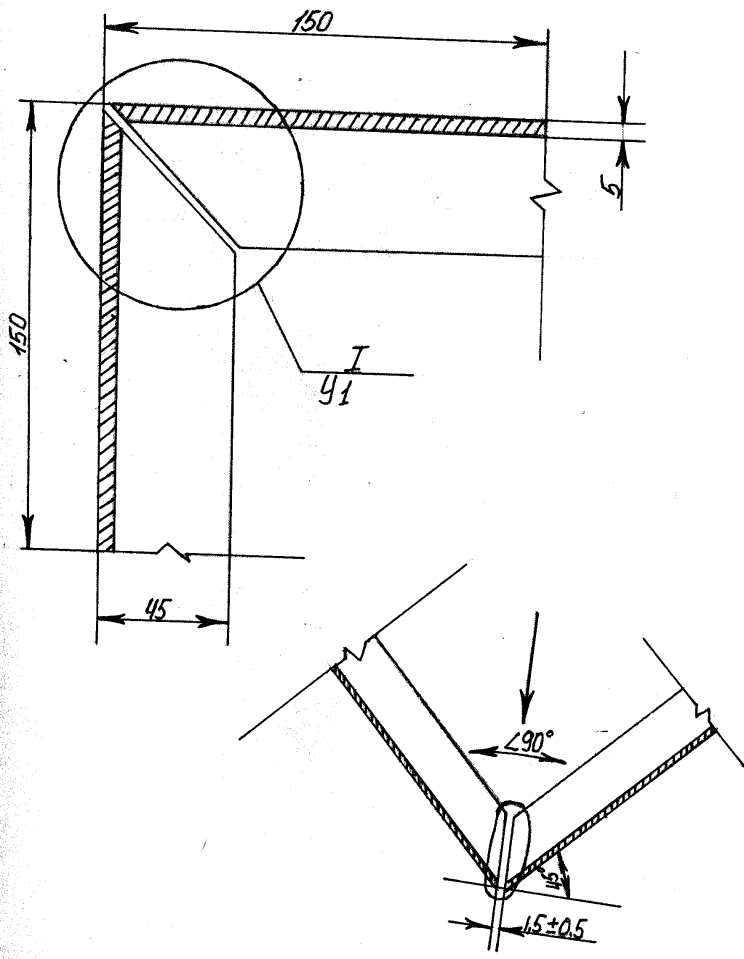
Задание: Изготовить сварной узел «Коньковый прогон». (объем- 150 мм сварного шва)
Время выполнения задания: 60 мин;
Техническое оснащение:
- сварочный трансформатор ВДМ-1202С;
- сварочный стол;
- электроды МР-4 Ø4мм;
- защитная маска;
- спецодежда;
- электродержатель;
- молоток-шлакоотделитель;
- зубило;
- металлическая линейка;
- чертилка;
- металлическая щетка;
- пластина 150*60*5мм;
- технологическая пластина;
- напильник;
Место проведения: сварочная мастерская ОУ-266.
Документация – чертеж 009сб.
Чертеж на задание № 9.
Эталон задания № 9
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистка околошовной зоны деталей от ржавчины на ширину не менее двойного катета шва; - сборка узла при помощи соединения детали не менее чем четырьмя прихватками, длиной 10-15 мм, катетом 3мм; - зачистка места прихватки от шлака после потемнения шлаковой корки с помощью молотка шлакооделителя. |
1
1
1 |
| 3. | Выбор режима сварки: - диаметр электрода в зависимости от толщины свариваемых деталей равен 4мм; - сила сварочного тока в зависимости от толщины свариваемых деталей 160А; - определение правильности выбора сварочного тока путем наложения валика на технологической пластине |
1
1
1
|
| 4. | Техника выполнения сварных швов: - проверка соответствия размеров собранного узла требованиям чертежа; - длина дуги от 2мм до 4,4мм; - определение положения электрода по отношению к пространственному положению сварки. |
1
1 1 |
| 5. | Технология выполнения сварных швов: - выполнение сварки шва в нижнем положении, применив колебательные движения электродом; - зачистка шва от шлаковой корки и брызг после ее потемнения с помощью молотка-шлакоотделителя и металлической щетки |
1
1
|
| 6. | Контроль качества: - проверка визуальным осмотром качества сварочного шва; - проведение замера катета шва не более 6мм; - сдача узла на проверку |
1 1 1 |
| 7. | Выявление и устранение дефектов(отсутствие кратеров, пор, наплывов и подрезов): - вырубание дефектных мест; - заварить дефектные места |
1 1 |
|
| ИТОГО: | 17 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40мм друг от друга.
Задание № 10
Профессия: Электросварщик ручной сварки.
Тема: «Комплексные сварочные работы».
Задание: Изготовить стакан для установки стеллажей.
Время выполнения задания: 60 мин;
Техническое оснащение:
- сварочный трансформатор ВДМ-1202С;
- сварочный стол;
- электроды МР-4 Ø4мм;
- защитная маска;
- спецодежда;
- электродержатель;
- молоток-шлакоотделитель;
- зубило;
- металлическая линейка;
- чертилка;
- металлическая щетка;
- пластина 90*90*5мм;
- технологическая пластина;
- напильник;
Место проведения: сварочная мастерская ОУ-266.
Документация – чертеж 010сб.
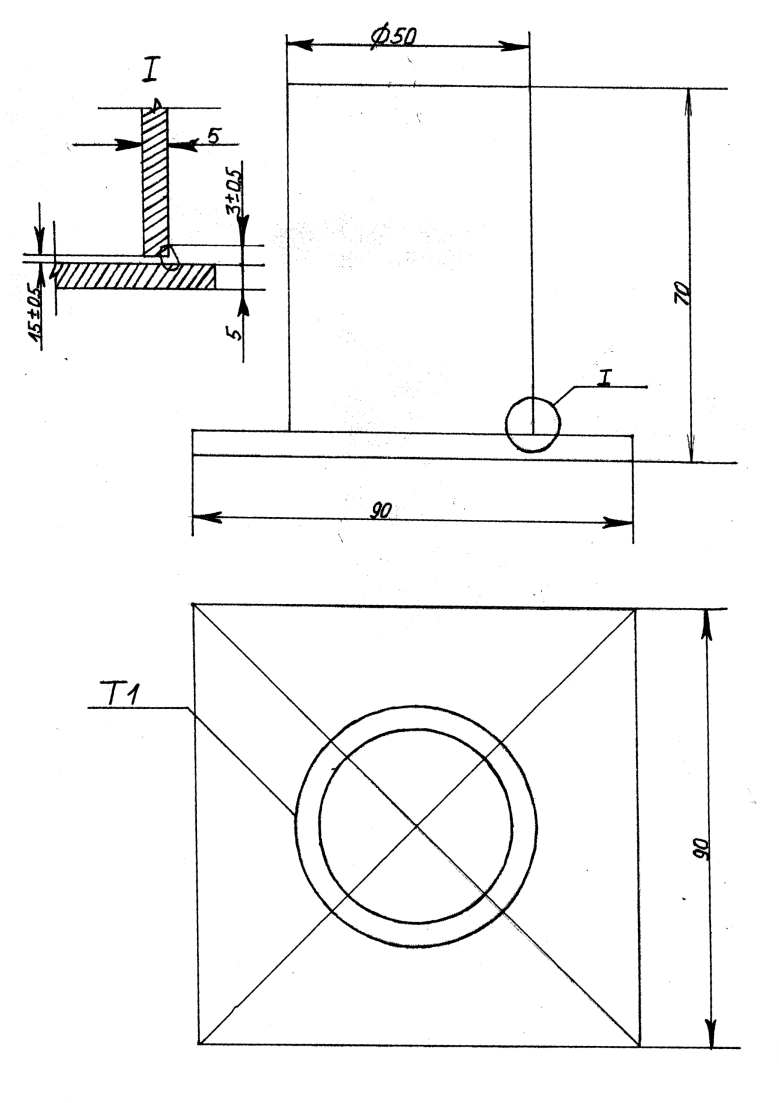
Чертеж на задание № 10
Эталон задания № 10
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистка околошовной зоны деталей от ржавчины на ширину не менее двойной ширины шва; - сборка узла при помощи соединения детали не менее чем четырьмя прихватками, длиной 10-15 мм с противоположных сторон; - зачистка места прихватки от шлака после потемнения шлаковой корки с помощью молотка шлакооделителя и металлической щетки |
1
1
1 |
| 3. | Выбор режима сварки: - диаметр электрода в зависимости от толщины свариваемых деталей равен 5мм; - сила сварочного тока в зависимости от толщины свариваемых деталей 160А; - определение правильности выбора сварочного тока путем наложения валика на технологическую пластину
|
1
1
1 |
| 4. | Техника выполнения сварных швов: - проверка соответствия размеров собранного узла требованиям чертежа; - длина дуги от 2,5мм до 5,5мм; - определение положения электрода по отношению к пространственному положению сварки |
1
1 1 |
| 5. | Технология выполнения сварных швов: - выполнение сварки шва в нижнем положении с проваркой половины длины шва; - зачистка начала и конца шва на длину 15-20 мм от шлаковой корки; - повернуть узел на 180°,выполнить сварку, перекрыв начало и конец шва на длине 15-20 мм; - зачистка сварочного шва и околошовной зоны от брызг и шлака после потемнения шлаковой корки |
1
1 1
1
|
| 6. | Контроль качества: - проверка визуальным осмотром качества сварочного шва; - проведение замера катета шва не более 6мм; - сдача узла на проверку |
1 1 1 |
| 7. | Выявление и устранение дефектов(отсутствие кратеров, пор, наплывов и подрезов): - вырубание дефектных мест; - заварить дефектные места. |
1 1 |
|
| ИТОГО: | 19 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40мм друг от друга.
Задание № 11
Профессия: Электросварщик ручной сварки.
Тема: «Комплексные сварочные работы».
Задание: Изготовить фрагмент узла фермы.
Время выполнения задания: 60 мин;
Техническое оснащение:
- сварочный трансформатор ВДМ-1202С;
- сварочный стол;
- электроды МР-4 Ø4мм;
- защитная маска;
- спецодежда;
- электродержатель;
- молоток-шлакоотделитель;
- зубило;
- металлическая линейка;
- чертилка;
- металлическая щетка;
- металлическая пластина 100*80*5мм;
- уголок 45*45*55;
- технологическая пластина;
- напильник;
Место проведения: сварочная мастерская ОУ-266.
Документация – чертеж 011сб.
Чертеж на задание № 11.
Эталон задания № 11
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистка околошовной зоны деталей от ржавчины на ширину не менее двойной ширины шва; - сборка узла при помощи соединения детали прихватками, длиной 10-15 мм, катетом 3мм; - зачистка места прихватки от шлака после потемнения шлаковой корки с помощью молотка шлакооделителя . |
1
1
1 |
| 3. | Выбор режима сварки: - диаметр электрода в зависимости от толщины свариваемых деталей равен 4мм; - сила сварочного тока в зависимости от толщины свариваемых деталей 160А; - определение правильности выбора сварочного тока путем наложения валика на технологическую пластину |
1
1
1 |
| 4. | Техника выполнения сварных швов: - проверка соответствия размеров собранного узла требованиям чертежа; - длина дуги от 2мм до 4,4мм; - определение положения электрода по отношению к пространственному положению сварки |
1
1 1 |
| 5. | Технология выполнения сварных швов: - выполнение сварочных коротких швов, применив колебательные движения электродом; - зачистка шва от шлаковой корки и брызг после ее потемнения с помощью молотка-шлакоотделителя и металлической щетки; - сварка длинных швов; - зачистка швов от шлаковой корки с помощью молотка-шлакоотделителя; |
1
1
1 1
|
| 6. | Контроль качества: - проверка визуальным осмотром качества сварочного шва; - проведение замера катета шва не более 6мм; - сдача узла на проверку |
1 1 1 |
| 7. | Выявление и устранение дефектов(отсутствие кратеров, пор, наплывов и подрезов): - вырубание дефектных мест; - заварить дефектные места |
1 1 |
|
| ИТОГО: | 19 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Допускаются одиночные подрезы, поры, наплывы на расстоянии до 40мм друг от друга
Задание № 12
Профессия: Электросварщик ручной сварки.
Тема: «Комплексные сварочные работы».
Задание: Изготовить узел обвязки металлической решетки. (объем- 130 мм сварного шва)
Время выполнения задания: 60 мин;
Техническое оснащение:
- сварочный трансформатор ВДМ-1202С;
- сварочный стол;
- электроды МР-4 Ø4мм;
- защитная маска;
- спецодежда;
- электродержатель;
- молоток-шлакоотделитель;
- зубило;
- металлическая линейка;
- чертилка;
- металлическая щетка;
- уголок 45*45*4;
- технологическая пластина;
- напильник;
Место проведения: сварочная мастерская ОУ-266.
Документация – чертеж 012сб.
Чертеж на задание № 12.
Эталон задания № 12
Качества выполнения работы.
| № п/п | Наименование выполняемых операций. | Кол-во операций и приемов |
| 1. | Организация рабочего места в соответствии с выполняемым заданием и правилами нормами охраны труда и мер безопасности. | 1 |
| 2. | Подготовка металла к сварке: - зачистка околошовной зоны деталей от ржавчины на ширину не менее двойной ширины шва; - сборка узла при помощи соединения уголка 45*45*4мм не менее чем двумя точечными прихватками; - зачистка места прихватки от шлака после потемнения шлаковой корки с помощью молотка шлакооделителя и металлической щетки. |
1
1
1
|
| 3. | Выбор режима сварки: - диаметр электрода в зависимости от толщины свариваемых деталей равен 4мм; - сила сварочного тока в зависимости от толщины свариваемых деталей 160А-180А; - определение правильности выбора сварочного тока путем наложения валика на прокатный металл; |
1
1
1
|
| 4. | Техника выполнения сварных швов: - проверка соответствия размеров собранного узла требованиям чертежа; - длина дуги от 2мм до 4,4мм; - определение положения электрода по отношению к пространственному положению сварки |
1
1 1 |
| 5. | Технология выполнения сварных швов: - выполнение сварки шва в нижнем положении проваркой по всей длине шва; - зачистка сварочного шва и околошовной зоны от брызг и шлака после потемнения шлаковой корки; |
1
1 |
| 6. | Контроль качества: - проверка визуальным осмотром качества сварочного шва; - проведение замера катета шва не более 6мм; - сдача узла на проверку |
1 1 1 |
| 7. | Выявление и устранение дефектов(отсутствие кратеров, пор, наплывов и подрезов): - вырубание дефектных мест; - заварить дефектные места |
1 1 |
|
| ИТОГО: | 17 |
Требования к качеству:
Сварной шов выполняется по ГОСТ 5264-80.
Соединение уголка равнополочного производим под углом 45о.
Литература для обучающегося:
Учебники:
Герасименко, А.И. Основы электрогазосварки.[Текст]: учеб. пособие для НПО / А.И. Герасименко. - Ростов н/Д.: Феникс, 2008. – 380 с.
Маслов, Б.Г. Производство сварных конструкций.[Текст]: учебник для СПО / Б.Г. Маслов, А.П. Выборнов. - 4-е изд., перераб. и доп. – М.: Академия, 2012. – 288 с.
Овчинников, В.В. Оборудование, механизация и автоматизация сварочных процессов. [Текст]: практикум учеб. пособие для СПО / В.В. Овчинников 2-е изд., перераб. и доп. – М.: Академия, 2012. – 128 с.
Покровский, Б.С. Основы слесарного дела.[Текст]: учеб. пособие для НПО/ Б.С. Покровский. 2-е изд., стер. – М.: Академия, 2009. – 272 с.
Чернышев, Г.Г. Сварочное дело: Сварка и резка металлов.[Текст]: учеб. пособие для НПО / Г.Г. Чернышев. 4-е изд., перераб. и доп. – М.: Академия, 2008. – 496 с/
Журнал «Сварочное производство».
Электронный ресурс «Сварка».
Интернет-ресурсы:
- Все о сварочных приспособлениях [Электронный ресурс]. – Режим д оступа: http://prusposobleniu ., свободный. – Загл. с экрана.
- Техническая литература [Электронный ресурс]. – Режим доступа:
- http//www.svarka.net, свободный. – Загл. с экрана.
- Портал нормативно-технической документации [Электронный ресурс]. – - Режим доступа: http//www.pntdoc.ru, свободный. – Загл. с экрана.
КРИТЕРИИ ОЦЕНКИ
Выполнение задания:
- обращение в ходе задания к информационным источникам,
- рациональное распределение времени на выполнение задания (обязательно наличие следующих этапов выполнения задания: ознакомление с заданием и планирование работы; получение информации; подготовка продукта; рефлексия выполнения задания и коррекция подготовленных документов (приборов) перед сдачей; самостоятельность выполнения задания; своевременность выполнения заданий в соответствии с установленным лимитом времени);
Установлена 5-ти бальная система оценок успеваемости по определенным темам:
балл «5» - безошибочное и вполне самостоятельное выполнение всех приемов и способов работы; качественные показатели (в пределах установленных требований); правильная организация труда и рабочего места;
- балл «4» - правильное самостоятельное выполнение всех
приемов и способов работы, в пределах установленных учебно-техническими требованиями, при единичных и несущественных: недочётах; соблюдение правил организации труда и рабочего места;
- балл «3» - выполнение операций с несущественными недочетами в приемах и способах работы с единичными случаями невыполнения установленных качественных показателей, не приводящих к браку, или с недочетами в организации труда;
- балл «2» - выполнение операций при грубых ошибках в приемах работы или неумению обеспечить - установленные показатели в работе; существенные недочеты в организации труда;
III б. ПОДГОТОВЛЕННЫЙ ПРОДУКТ/ОСУЩЕСТВЛЕННЫЙ ПРОЦЕСС:
Выполнение части А
Таблица 5.2
| Освоенные компетен-ции | Показатели оценки результата | Оценка (выполнил/ не выполнил) |
| ПК2 ОК2 ОК3 ОК4 ПО1 ПО2 ПО3 У1 У2 У3 | – выполнение газовой сварки средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и простых деталей из цветных металлов и сплавов; - выполнения ручной дуговой и плазменной сварки средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов; - выполнения автоматической механизированной сварки с использованием плазмотрона средней сложности и сложных аппаратов, узлов, конструкций и трубопроводов из углеродистых и конструкционных сталей; -выполнение кислородной, воздушно-плазменной резки металлов прямолинейной и сложности конфигурации; - чтение чертежей средней сложности и сложных сварных металлоконструкций; - организации безопасного выполнения сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда. |
|
______________________________ ______________________
(занимаемая должность) (инициалы, фамилия)
Преподаватель ______________________
(занимаемая должность) (инициалы, фамилия)










Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

