
Россия, село Ачуево, Славянский район


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 01.05.2024 09:38

Ермакова Татьяна Сергеевна
преподаватель, ЗАВУЧ.
36 лет
Местоположение
Специализация
Комплект контрольно-оценочных средств профессионального модуля ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки 15.01.05 СВАРЩИК (РУЧНОЙ И ЧАСТИЧНО МЕХАНИЗИРОВАННОЙ СВАРКИ (НАПЛАВКИ))
Категория:
Прочее
29.09.2017 12:06

Просмотр содержимого документа
«Комплект контрольно-оценочных средств профессионального модуля ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки 15.01.05 СВАРЩИК (РУЧНОЙ И ЧАСТИЧНО МЕХАНИЗИРОВАННОЙ СВАРКИ (НАПЛАВКИ))»
Министерство общего и профессионального образования Свердловской области
филиал государственного автономного профессионального образовательного учреждения
Свердловской области
«Карпинский машиностроительный техникум»
| СОГЛАСОВАНО АО НПК ВМЗ М.В.Романова
«____»___________________20___г.
| УТВЕРЖДАЮ И.О. Зав. филиалом ГАПОУ СО КМТ ____________ Н.Э.Харитонова Приказ № от «____» ____________20___г.
|
Комплект контрольно-оценочных средств профессионального модуля
ПМ.01 Подготовительно-сварочные работы и контроль качества
сварных швов после сварки
15.01.05 СВАРЩИК (РУЧНОЙ И ЧАСТИЧНО МЕХАНИЗИРОВАННОЙ СВАРКИ (НАПЛАВКИ))
Паспорт
Результатом освоения профессионального модуля является готовность обучающегося к выполнению вида профессиональной деятельности по организации работы персонала термического подразделения и планирования деятельности персонала термического подразделения (ПК) и составляющих его профессиональных компетенций, а также общие компетенции, формирующиеся в процессе освоения ППКРС в целом.
Формой аттестации по профессиональному модулю является квалификационный экзамен. Итогом экзамена является однозначное решение: «вид профессиональной деятельности освоен / не освоен».
1. Результаты освоения модуля, подлежащие проверке
1.1. Профессиональные и общие компетенции
В результате контроля и оценки по профессиональному модулю осуществляется комплексная проверка следующих профессиональных и общих компетенций
ПК 1.1 Читать чертежи средней сложности и сложных сварных металлоконструкций.
ПК 1.2 Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке.
ПК1.3Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки.
ПК 1.4 Подготавливать и проверять сварочные материалы для различных способов сварки.
ПК 1.5 Выполнять сборку и подготовку элементов конструкции под сварку.
ПК 1.6 Проводить контроль подготовки и сборки элементов конструкции под сварку.
ПК1.7 Выполнять предварительный, сопутствующий (межслойный) подогрева металла.
ПК 1.8 Зачищать и удалять поверхностные дефекты сварных швов после сварки.
ПК 1.9 Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно - технологической документации по сварке.
| Общие компетенции | Показатели оценки результата |
| ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
|
| ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество. |
|
| ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность. |
|
| ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития. |
|
| ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. | -Знать современные средства коммуникации и возможности передачи информации;
|
| ОК 6. Работать в коллективе и в команде, эффективно общаться с коллегами, руководством, потребителями. |
|
| ОК 7. Брать на себя ответственность за работу членов команды (подчиненных), за результат выполнения заданий |
|
| ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации. |
|
| ОК 9. Ориентироваться в условиях частой смены технологий в профессиональной деятельности. |
|
| ОК 10. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей). |
|
Практический опыт – уметь – знать
В результате изучения профессионального модуля обучающийся должен:
Иметь практический опыт:
выполнения типовых слесарных операций, применяемых при подготовке деталей перед сваркой;
выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку с применением сборочных приспособлений;
выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку на прихватках;
эксплуатирования оборудования для сварки;
выполнения предварительного, сопутствующего(межслойного) подогрева свариваемых кромок;
выполнения зачистки швов после сварки;
использования измерительного инструмента для контроля геометрических размеров сварного шва;
определения причин дефектов сварочных швов и соединений;
предупреждения и устранения различных видов дефектов в сварных швах
уметь:
использовать ручной и механизированный инструмент зачистки сварных швов и удаления поверхностных дефектов после сварки;
проверять работоспособность и исправность оборудования поста для сварки;
использовать ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку;
выполнять предварительный, сопутствующий (межслойный) подогрев металла в соответствии с требованиями производственно-технологической документации по сварке;
применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку;
подготавливать сварочные материалы к сварке;
зачищать швы после сварки;
пользоваться производственно-технологической и нормативной документацией для выполнения трудовых функций;
знать:
основы теории сварочных процессов (понятия: сварочный термический цикл, сварочные деформации и напряжения);
необходимость проведения подогрева при сварке;
классификацию и общие представления о методах и способах сварки;
основные типы, конструктивные элементы, размеры сварных соединений и обозначение их на чертежах;
влияние основных параметров режима и пространственного положения при сварке на формирование сварного шва;
основные типы, конструктивные элементы, разделки кромок;
основы технологии сварочного производства;
виды и назначение сборочных, технологических приспособлений и оснастки;
основные правила чтения технологической документации;
типы дефектов сварного шва;
методы неразрушающего контроля;
причины возникновения и меры предупреждения видимых дефектов;
способы устранения дефектов сварных швов;
правила подготовки кромок изделий под сварку;
устройство вспомогательного оборудования, назначение, правила его эксплуатации и область применения;
правила сборки элементов конструкции под сварку;
порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву металла;
устройство сварочного оборудования, назначение, правила его эксплуатации и область применения;
правила технической эксплуатации электроустановок;
классификацию сварочного оборудования и материалов;
основные принципы работы источников питания для сварки;
правила хранения и транспортировки сварочных материалов.
2. Формы промежуточной аттестации по профессиональному модулю ПМ 01.
Таблица 3
| Элемент модуля | Формы промежуточной аттестации |
| МДК .01.01. Основы технологии сварки и сварочное оборудование | ДЗ |
| МДК 01.02. Технология производства сварных конструкций | ДЗ |
| МДК.01.03 Подготовительно –сборочные операции перед сваркой | ДЗ |
| МДК 01.04. Контроль качества сварных соединений | ДЗ |
| УП | ДЗ |
| ПП | ДЗ |
| ПМ-01 | Экзамен (квалификационный) |
3. Оценка освоения теоретического курса профессионального модуля
3.1. Общие положения
Основной целью оценки теоретического курса профессионального модуля является оценка умений и знаний.
Оценка теоретического курса профессионального модуля осуществляется с использованием следующих форм и методов контроля: - контроль знаний обучающихся проводится в форме текущей и промежуточной аттестации. Текущая аттестация обучающихся – оценка знаний и умений проводится постоянно с помощью тестовых заданий, на лабораторных, практических занятиях, по результатам самостоятельной работы обучающихся. Промежуточная аттестация обучающихся по междисциплинарным курсам проводится в форме дифференцированных зачетов и экзаменов.
По окончании изучения модуля проводится экзамен (квалификационный).
Задание №1
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания –60 мин
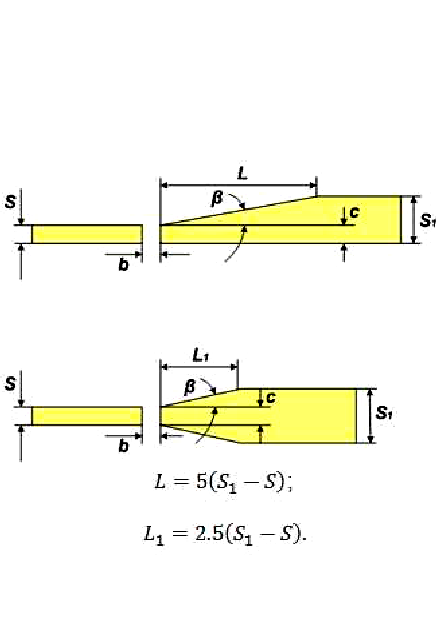
1. Определите по рисунку параметр разделки кромки L .
S=6 мм; S1=15мм; b=2 мм.
Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу
2. Выполните операции по подготовке и сборке пластины стыкового соединения S=5мм, L=200мм; сборку осуществлять с использованием универсального шаблона сварщика УШС-1.
Преподаватель спецдисциплин ___________
Задание №2
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания – 60 мин.
1.Определите по рисунку параметр разделки кромки L1 .
S=6 мм; S1=15мм; b=2 мм. Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу
2. Выполните проверку оснащенности сварочного поста для производства ручной дуговой сварки, проверку работоспособности сварочного оборудования и осуществите настройку оборудования сварочного поста под производство сборки сварочной пластины стыкового соединения S=5мм, L=200мм с использованием прихваток.
Преподаватель спецдисциплин ___________
Задание №3
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания –60 мин.
1. Определите по рисунку параметр разделки кромки L
S=5 мм; S1=15мм; b=2 мм. Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу
2. Проведите сравнительный анализ причин появления и способ устранения наплывов при дуговой и газовой сварке.
Преподаватель спецдисциплин _________
Задание №4
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания –60 мин.
1. Определите по рисунку параметр разделки кромки L1
S=5 мм; S1=15мм; b=2 мм. Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу
2. Выполните проверку оснащенности сварочного поста для производства ручной дуговой сварки, проверку работоспособности сварочного оборудования и осуществите настройку оборудования сварочного поста под производство сборки сварочной пластины стыкового соединения S=4мм, L=670мм с использованием прихваток.
Преподаватель спецдисциплин __________
Задание №5
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания –60 мин.
1. Определите по рисунку параметр разделки кромки L
S=5,5 мм; S1=15мм; b=2 мм. Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу.
2. При проведении разрушающего метода контроля на изломе сварного шва обнаружены неметаллические включения. Обоснуйте причину их появления и способ предупреждения.
Преподаватель спецдисциплин __________
Задание №6
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания –60 мин.
1. Определите по рисунку параметр разделки кромки L1
S=5,5 мм; S1=15мм; b=2 мм.Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу
2. Выполните операции по подготовке и сборке углового соединения S=8мм, L=700мм; сборку осуществлять с использованием универсального шаблона сварщика УШС-1.
Преподаватель спецдисциплин ___________
Задание №7
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания –60 мин.
1. Определите по рисунку параметр разделки кромки L
S=6 мм; S1=12мм; b=2 мм.Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу
2. Выполните проверку оснащенности сварочного поста для производства ручной дуговой сварки, проверку работоспособности сварочного оборудования и осуществите настройку оборудования сварочного поста под производство сборки сварочной пластины углового соединения S=8мм, L=700мм с использованием прихваток.
Преподаватель спецдисциплин ___________
Задание №8
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания –60 мин.
1. Определите по рисунку параметр разделки кромки L1
S=6 мм; S1=12мм; b=2 мм.Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу
2. Выполните операции по подготовке и сборке таврового соединения S=12мм, L=800мм; сборку осуществлять с использованием универсального шаблона сварщика УШС-1.
Преподаватель спецдисциплин ___________
задание №9
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания –60 мин.
1. Определите по рисунку параметр разделки кромки L
S=6 мм; S1=14 мм; b=2 мм.Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу
2. Предложите способы предотвращения деформаций в угловых соединениях.
Преподаватель спецдисциплин ________
Задание №10
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой, имеющейся на столе, СНИП, ГОСТ, ЕНиР, персональным компьютером, Интернет ресурсами.
Время выполнения задания –60 мин.
1. Определите по рисунку параметр разделки кромки L1
S=6 мм; S1=14 мм; b=2 мм.Назовите технологическую последовательность разделки кромки по заданным размерам.
Выполните разделку кромки по чертежу
2. Выполните проверку оснащенности сварочного поста для производства ручной дуговой сварки, проверку работоспособности сварочного оборудования и осуществите настройку оборудования сварочного поста под производство сборки сварочной пластины таврового соединения S=12мм, L=800мм с использованием прихваток.
Преподаватель спецдисциплин ___________
ТЕСТ РАССЧИТАН НА 45 МИНУТ.
1.
Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины металла, температуры окружающего воздуха
1. 4Г2АФ
2. ВСт3сп5
3. 20ХГСА
4. 30ХН2МФА
2. Какой из легирующих элементов стали увеличивает ее твердость и работоспособность при высоких температурах?
1.Хром
2.Углерод
3.Никель
4. Вольфрам
3. Какой вид термообработки заключается в нагреве металла до определенной температуры и затем медленном охлаждении вместе с печью?
1.Отпуск
2.Отжиг
3.Закалка
4.Нормализация
4. Вам поручена сварка конструкции из низколегированной стали электродами Э50А. Какую марку электродов вы выберете?
1.ОЗС - 18
2.НД - 11
3.УОННИ - 13/55
4.МР - 3
5. Как отличаются по величине сварочные токи при прихватке и сварке?
1.Ток должен быть больше на 15-20% сварочного тока
2.Ток должен быть больше на 20-30% сварочного тока
3.Ток должен быть меньше на 20-30%
4.Ток остается неизменным
6. В этом соединении свариваемые элементы располагаются в одной плоскости или на одной поверхности. Какой это тип соединения?
1.Стыковое
2.Угловое
3.Тавровое
4.Нахлесточное
7. Швы сварных соединений бывают прямолинейными, кольцевыми, криволинейными и классифицируются по
1.Виду
2.Положению
3.Конфигурации
4.Протяженности
8. Аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги называется
1.Сварочным выпрямителем
2.Сварочным трансформатором
3.Сварочным генератором
4.Сварочный преобразователь
9. Укажите марку сварочного выпрямителя
1.ТД-401У2
2.ВД-306
3.ГСО-500
4.ГД-312
10. Для зажигания электрода и подвода к нему сварочного тока служит
1.Сварочный провод
2.Зажимы
3.Держатель
4.Кабель
11. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее
1.30-45 В
2.45-50 В
3.50-65 В
4.65-70 В
12. Сварка покрытыми электродами при токе 100А выполняется со светофильтром
1 - С5
2 - С6
3 - С7
4 - С8
13. Какая из приведенных марок сварочной проволоки обозначает низкоуглеродистую проволоку?
1.Св - 12ГС
2.Св - 08Г2С
3.Св - 08ГА
4.Св - 12Х13
14. В зависимости от каких характеристик соединения устанавливают шаг и размер прихваток?
1.В зависимости от длины соединения
2.В зависимости от типа соединения
3.В зависимости от вида шва
4.В зависимости от толщины соединения
15. Сборку на сварочных прихватках применяют для конструкций из листов толщиной до...
1. 5-6 мм
2. 6-8 мм
3. 8-10 мм
4. 10-12 мм
16. Нормальной считают длину дуги, равную... диаметра стержня электрода
1. 0,5-1,1
2. 1,1-1,2
3. 1,2-1,5
4. 1,5-1,7
17. Зазор между стыкуемыми элементами и притупление кромок составляет от...
1. 0,3 до 0,5 мм
2. 0,5 до 1 мм
3. 1, до 1,5 мм
4. 1,5 до 4 мм
18. При сварке углового соединения, со скосом одной кромки под углом (45+2), толщине металла 4 мм, диаметре электрода 3-4 мм, сила тока
1. 220-360 А
2. 160-320 А
3. 120-160 А
4. 160-220 А
19. При сварке каких швов сварочный ток уменьшается на 15-20%
1. Нижних
2. Вертикальных
3. Горизонтальных
4. Потолочных
20. Смертельным следует считать величину тока
1. 0,6-1,5 м А
2. 0,1 А
3. 5-7 м А
4. 20-25 м А
21. Назовите газ для сварки, который при температуре 20 С и атмосферном давлении представляет собой прозрачный газ без цвета, запаха и вкуса, несколько тяжелее воздуха
1. Ацетилен
2. Природный газ
3. Кислород
4. Пропан-бутановая смесь
22. К обслуживанию сварочного генератора допускаются лица, знающие устройство и работу генератора, достигшие возраста
1. 16лет
2. 18 лет
3. 20 лет
4. 22года
23. Кислородный баллон окрашивают в
1.Голубой цвет
2.Гелый цвет
3.Серый цвет
4.Черный цвет
24. В зависимости от объемного соотношения подаваемых в горелку газов пламя может быть науглероженным
1.О2/С2Н2=1
2.О2/С2Н2-1,1
3.О2/С2Н2=1,2
4.О2/С2Н2=1,3
25. Изменение формы и размеров изделия под действием внешней и внутренней силы называется
1.Деформацией
2.Напряжением
3.Прочностью
4.Растяжением
26. Какой из видов дефекта имеет продольное углубление вдоль линии сплавления сварного шва с основным металлом?
1.Утяжина
2.Трещина
3.Подрез
4.Усадочная раковина
27. Стали, содержащие углерода 0,1-0,7% называют
1.Низколегированными
2.Среднелегированными
3.Высоколегированными
4.Углеродистыми
28. Укажите марку низколегированной низкоуглеродистой стали, содержащей С
1.20ХГСА
2.30ХН2МФА
3.10Г2СI
4.15ХСНД
29. Применение электродов для сварки на постоянном токе обратной полярности условно обозначается
1. 0
2. 1
3. 2
4. 3
30. К какой группе свариваемости относится сталь 15ХСНД?
1.К группе 1
2.К группе 2
3.К группе 3
4.К группе 4
31. Какой легирующий элемент стали повышает твердость и снижает пластичность
1.Хром
2.Никель
3.Вольфрам
4.Углерод
32. Вам поручена сварка покрытыми электродами на минимальном токе 315 А. Какой выпрямитель нужен для этой работы?
1.ВД-502
2.ВД-306
3.ВДУ-504
4.ВДУ-504-1
33. При работе в колодцах, тоннелях, сырых помещениях используются светильники с напряжением не выше
1. 12В
2. 24В
3. 36 В
4. 220 В
34. На каком расстоянии от легковоспламеняющихся материалов разрешается производство сварочных работ
1.1 м
2.5 м
3.10 м
4.15 м
35. На каком расстоянии от кислородного баллона и других горючих газов разрешается производство сварочных работ?
1.1 м
2.5 м
3.10 м
4.15 м
36. На каждом сварочном посту разрешается иметь кислородные баллоны в количестве
1.1 шт
2.2 шт
3.3 шт
4.4 шт
37. На горелке или резаке сначала открывают
1. Кислородный вентиль
2. Ацетиленовый вентиль
3. Вентиль продувки
4. Затрудняюсь ответить
38. Баллоны и концы шлангов, применяемых для подачи газов - заменителей, на длине 0,5 м должны быть окрашены в
1. Синий цвет
2. Желтый цвет
3. Красный цвет
4. Зеленый цвет
39. Определите вид покрытия электрода ВСЦ-1
1.Кислое покрытие
2.Целлюлозное покрытие
3.Рутиловое покрытие
4.Основное покрытие
40. Состояние клинической смерти продолжается от
1. 1 - 2 мин
2. 4 - 12 мин
3. 12 - 14 мин
4. 14 - 15 мин
ЭТАЛОНЫ ОТВЕТОВ
1-2
2-4
3-2
4-3
5-4
6-1
7-3
8-2
9-2
10-3
11-3
12-1
13-3
14-4
15-2
16-1
17-4
18-3
19-4
20-2
21-3
22-2
23-1
24-1
25-1
26-3
27-4
28-3
29-1
30-2
31-2
32-4
33-2
34-1
35-3
36-2
37-2
38-1
39-3
40-2
Тест 15 минут
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
1. При какой максимальной толщине газовая сварка выполняется без скоса кромок:
а) до 2 мм;
б) до 3 мм;
в) до 5 мм.
Зачистка металла под сварку производится:
а) только механическим способом;
б) механическим способом с предварительным нагревом пламенем сильно загрязненных поверхностей;
в) оба варианта используются.
Под сварку зачищают:
а) только кромки;
б) кромки и 10—20 мм наружной поверхности;
в) кромки и 10—20 мм двух поверхностей.
4. Для удаления ржавчины с поверхности металла лучше использовать пламя:
а) с избытком кислорода;
б) нейтральное;
в) с избытком ацетилена.
5. Краска лучше выгорает, соприкасаясь:
а) со средней зоной пламени;
б) с факелом;
в) не имеет значения.
6. Для выполнения прихваток вы используете присадочную проволоку:
а) любую из соответствующих данной марке стали;
б) ту, с которой будет выполняться сварка;
в) то и другое неправильно.
Длина прихваток при длине шва до 0,5 м:
а) 12—15 мм;
б) не более 25 мм;
в) не более 50 мм.
Высота прихваток должна быть не менее:
а) 3 мм;
б) 2/3 толщины металла;
в) в зависимости от толщины справедливы оба варианта.
9. Количество прихваток при сварке труб диаметром до 50 мм:
а) 1-2;
б) 3-4;
в) можно варить без прихваток.
10. При обнаружении дефектов в прихватке ваши действия:
а) удалите зубилом или абразивным кругом и выполните рядом новую прихватку;
б) переплавите;
в) поставите рядом еще одну прихватку.
Эталон ответа:
| вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ответ | в | в | в | а | б | б | а | а, б, в | а | а |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список литературы
Лаврешин С.А. Производственное обучение газосварщиков : учеб. пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г.
Маслов В.И. Сварочные работы. Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009.
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006.
25













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



