
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 18.03.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 06.10.2024 16:35

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
62 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 11 «Общие понятия о технологичности изделий»
Категория:
Технология
14.09.2018 21:39

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 11 «Общие понятия о технологичности изделий»»
Курс лекций по дисциплине МДК.01.01
«Технологические процессы изготовления деталей машин.
Лекция 11 «Общие понятия о технологичности изделий»
Большенство конструкции машины характеризуется ее соответствием современному уровню техники, экономичностью и удобством в эксплуатации, а также тем, в какой мере учтены возможности использования наиболее экономичных и производительных технологических методов ее изготовления применительно к заданному выпуску и условиям производства. Конструкцию машины, в которой эти возможности полностью учтены, называют технологичной.
Таким образом, технологичность конструкции изделий (ТКИ) - это совокупность таких свойств конструкции изделия, которые определяют ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Отсюда следует, что ТКИ - понятие относительное, Технологичность одного и того же изделия в зависимости от типа производства, где оно изготавливается, и от конкретных производственных условий может быть различной.
ТКИ - понятие комплексное. Ее нельзя рассматривать изолированно, без взаимной связи и учета условий выполнения заготовительных процессов, процессов обработки, сборки и контроля, ремонта и эксплуатации.
Улучшением технологичности конструкции можно увеличить выпуск продукции при тех же средствах производства. Трудоемкость машин нередко удается сократить на 15-25% и более, а себестоимость их изготовления на 5-10%.
Основная задача обеспечения ТКИ заключается в достижении оптимальных трудовых, материальных и топливно-энергетических затрат на проектирование, подготовку производства, изготовление, монтаж вне предприятия-изготовителя, технологическое и техническое обслуживание, ремонт при обеспечении прочих заданных показателей качества изделия в принятых условиях проведения работ.
Главными факторами, определяющими требования к ТКИ, являются:
· вид изделия, степень его надежности и сложности, условия изготовления, технического ремонта и обслуживания, показатели качества;
· тип производства;
· условия производства, в том числе наличие передового опыта и прогрессивных методов изготовления аналогичных изделий, оборудования, оснастки и т.д.
Вид изделия определяет главные конструкторско-технологические признаки, обусловливающие характерные требования к технологичности конструкции.
Различают четыре вида изделий:
1 - деталь;
2 - сборочная единица;
3 - комплекс;
4 - комплект.
Производство принято делить на следующие типы:
· единичное;
· серийное;
· массовое.
Виды технологичности определяются признаками, характеризующими области проявления свойств технологичности конструкции изделия.
По области проявления свойств технологичности конструкции изделия различают производственную, эксплуатационную и ремонтную технологичность.
Производственная ТКИ проявляется в сокращении затрат и времени на:
· конструкторскую подготовку производства (КПП);
· технологическую подготовку производства (ТПП);
· процессы изготовления.
Эксплуатационная ТКИ проявляется в сокращении средств и времени на:
· технологическое и техническое обслуживание;
· текущий ремонт и утилизацию.
Ремонтная технологичность заключается в сокращении средств и времени на все виды ремонта.
Оценка технологичности конструкции изделия может быть двух видов - качественной и количественной.
Отработка конструкции на технологичность производится при конструкторской подготовке производства на стадиях эскизного, технического проектов и рабочей документации, а также при технологической подготовке производства. При технологической подготовке производства разработчик технологической документации осуществляет контроль за обеспечением технологичности конструкции изделия.
Обеспечение технологичности конструкции включает:
· установление номенклатуры и значений показателей технологичности;
· отработку изделия на технологичность;
· технологический контроль конструкторской документации;
· подготовку и внесение изменений в конструкторскую документацию и конструкцию изделия, обеспечивающих заданные показатели технологичности.
В результате отработки изделия на технологичность должны быть обеспечены:
· снижение трудоемкости и себестоимости изготовления изделия;
· снижение трудоемкости и стоимости технического обслуживания и ремонта;
· снижение материалоемкости изделия.
Повышение технологичности конструкции изделия достигается за счет следующих мероприятий:
· повышения серийности изделий и их составных частей путем их стандартизации, унификации, группирования по конструкторским признакам;
· ограничения номенклатуры составных частей конструктивных элементов и применяемых материалов;
· применения уже освоенных производством конструктивных решений;
· применения эффективных групповых и типовых технологических процессов и стандартных средств технологического оснащения;
· применения рациональных сортаментов и марок материалов;
· разработки и применения прогрессивных конструктивных решений, позволяющих повышать точность заготовок и использовать малоотходную и безотходную технологию;
· применения прогрессивных методов упрочнения деталей;
· применения научно обоснованных запасов прочности конструкций, типовых методов расчета и испытания изделий;
· повышения контролепригодности, доступности, легкосъемности, взаимозаменяемости, сборкости и восстанавливаемости изделия;
· ограничения сменяемости при обслуживании и ремонте составных частей;
· ограничения требований к квалификации персонала, осуществляющего обслуживание и ремонт изделия.
Оценка технологичности конструкции изделия основана на трех видах показателей:
· базовые показатели технологичности, значения которых регламентированы в обязательном порядке соответствующей директивной документацией на изделие:
· показатели проектируемой конструкции, достигнутые в процессе отработки изделия на технологичность;
· показатели уровня технологичности конструкции изделия, значения которых регламентированы соответствующей директивной документацией, обусловливающей производство изделия.
Вид оценки - важный фактор, характеризующий метод сравнения вариантов конструкции и обоснованный выбор оптимального варианта конструкции.
Последовательность анализа конструкции изделия при выборе показателей технологичности представлена на схеме (см. рис. 1).
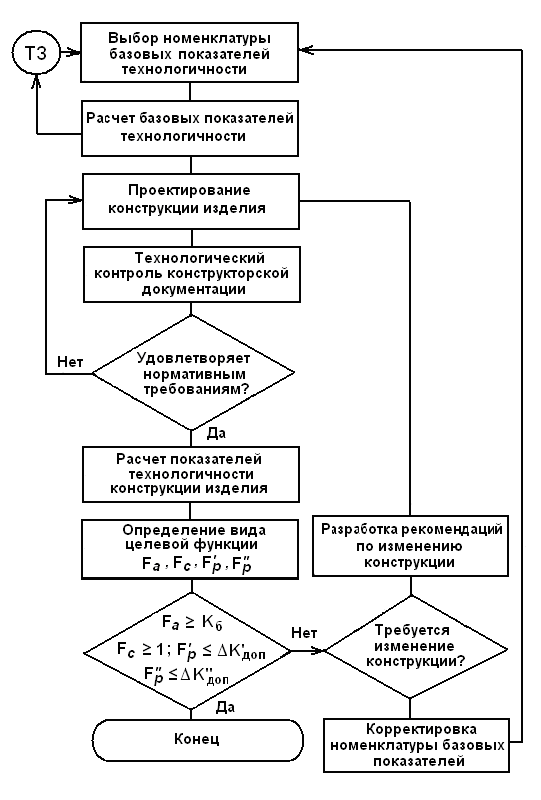
рис. 1 Последовательность анализа конструкции изделия
Отработка конструкции детали на технологичность
В этом разделе необходимо оценить конструкцию или различные варианты конструкции на технологичность по качественным или количественным показателям.
При качественном анализе технологичности конструкции необходимо определить:
1. Обеспечивается ли нормализация и унификация деталей и сборочных единиц, а также элементов конструкции детали (резьб, шлицев, шпонок, модулей зубьев и т.п.), позволяющих уменьшить число операций, переходов, оснастки и оборудования.
2. Достаточно ли ограничена номенклатура применяемых материалов (для сборочных единиц),
3. Обеспечено ли членение изделия на сборочные единицы е возможностью применения производственных процессов сборки, контроля и испытания.
4. Возможно ли использование методов получения заготовок, обеспечивающих получение ряда поверхностей, не требующих дальнейшей обработки или требующих обработки с малыми припусками, что позволяет сократить объем и трудоемкость механической обработки.
5. Могут ли основные конструкторские базы использоваться как измерительные и технологические, что снижает погрешность базирования и трудоемкость изготовления.
6. Позволяет ли простановка размеров на чертежах деталей производить обработку по принципу автоматического получения размеров на настроенных станках, автоматах и полуавтоматах.
7. Позволяет ли конструкция детали применять наиболее совершенные и производительные методы механической обработки на многорезцовых, агрегатных и многопозиционных станках фасонным и многолезвийным инструментом и т.д.
8. Обеспечены ли обработка на проход, условия для врезания и выхода режущего инструмента, доступ ко всем элементам изделия для обработки и измерения, есть ли возможность замены глухих отверстий сквозными и т.д.
Анализ технологичности конструкции по качественным показателям сводится в таблицу (табл. 1 приложения).
Для количественного анализа технологичности конструкции изделия рекомендуется все поверхности детали пронумеровать. Нумерацию производить арабскими цифрами на .выносных линиях в окружностях по часовой стрелке. Это позволит упростить и ускорить процесс проведения анализа, а также идентифицировать обозначение обрабатываемых поверхностей в технологической документации.
Количественную оценку технологичности конструкции изделия рекомендуется производить по следующим показателям:
1) по трудоемкости изготовления
![]() ,
,
где ![]() и
и ![]() - соответственно достигнутая и базовая трудоемкость изготовления детали;
- соответственно достигнутая и базовая трудоемкость изготовления детали;
2) по технологической себестоимости
![]() ,
,
где ![]() и
и ![]() - соответственно достигнутая и базовая технологическая себестоимость детали;
- соответственно достигнутая и базовая технологическая себестоимость детали;
Чем меньше коэффициенты ![]() и
и ![]() , тем технологичнее конструкция детали.
, тем технологичнее конструкция детали.
Следует иметь в виду, что в расчет принимается снижение трудоемкости изготовления и себестоимости детали, обусловленные только изменением конструкции детали и заготовки, материала и метода получения. Изменения значений трудоемкости изготовления и себестоимости детали, полученные в результате усовершенствования технологического процесса изготовления, при расчете не учитываются;
3) коэффициенту унификации конструктивных элементов
![]() ,
,
где ![]() - число унифицированных конструктивных элементов и размеров (в случае, если размер не является характеристикой одной конкретной поверхности или одна поверхность характеризуется несколькими размерами) конструктивных элементов – резьбы, отверстия, галтели, фаски и т.п.
- число унифицированных конструктивных элементов и размеров (в случае, если размер не является характеристикой одной конкретной поверхности или одна поверхность характеризуется несколькими размерами) конструктивных элементов – резьбы, отверстия, галтели, фаски и т.п.
![]() - число конструктивных элементов и размеров в изделии.
- число конструктивных элементов и размеров в изделии.
В соответствии с ЕСТПП деталь считается технологичной по данному показателю, при ![]() ;
;
4) коэффициенту точности обработки
![]() ,
,
 ,
,
где ![]() - средний квалитет точности обработки;
- средний квалитет точности обработки;
А – квалитет точности обработки;
![]() - число размеров соответствующего квалитета.
- число размеров соответствующего квалитета.
Чем больше ![]() , тем технологичнее конструкция детали. При
, тем технологичнее конструкция детали. При ![]() , изделие относится к весьма точным;
, изделие относится к весьма точным;
5) коэффициенту шероховатости
![]() ,
,
 ,
,
где ![]() - средняя величина коэффициента приведения,
- средняя величина коэффициента приведения,
Б – величина коэффициента приведения,
![]() - число поверхностей соответствующего параметра шероховатости.
- число поверхностей соответствующего параметра шероховатости.
Величина коэффициента приведения выбирается из таблицы (см. табл. 3 приложения).
Чем больше ![]() , тем технологичнее конструкция. При
, тем технологичнее конструкция. При ![]() изделие относится к весьма сложным;
изделие относится к весьма сложным;
6) коэффициенту использования материала
![]() ,
,
где ![]() - масса детали, кг;
- масса детали, кг;
![]() - масса материала, израсходованного на изготовление детали, кг;
- масса материала, израсходованного на изготовление детали, кг;
![]() ,
,
где ![]() - масса заготовки, кг;
- масса заготовки, кг;
![]() - масса отходов при получении заготовки, кг.
- масса отходов при получении заготовки, кг.
В соответствии с ЕСТПП деталь считается технологичной по данному показателю, при ![]() ;
;
7) коэффициенту использования заготовки
![]() ,
,
В соответствии с ЕСТПП деталь считается технологичной по данному показателю, при ![]() ;
;
8) удельному весу применения прогрессивных высокоэффективных методов обработки
![]() ,
,
где ![]() - количество эффективных методов обработки, применяемых при изготовлении детали;
- количество эффективных методов обработки, применяемых при изготовлении детали;
![]() - общее количество методов, применяемых при изготовлении детали.
- общее количество методов, применяемых при изготовлении детали.
Эффективными методами обработки можно считать все методы, обеспечивающие улучшение качества, повышение производительности и снижение себестоимости, относительно широко распространенные на данном производстве.
В соответствии с ЕСТПП деталь считается технологичной по данному показателю, при ![]() ;
;
9) коэффициенту применения типовых технологических процессов
![]() ,
,
где ![]() - число применяемых типовых технологических процессов изготовления, контроля, испытания;
- число применяемых типовых технологических процессов изготовления, контроля, испытания;
![]() - общее число применяемых технологических процессов.
- общее число применяемых технологических процессов.
В соответствии с ЕСТПП деталь считается технологичной по данному показателю, при ![]() ;
;
10) коэффициенту применения автоматического и полуавтоматического оборудования
![]() ,
,
где ![]() - количество автоматического и полуавтоматического оборудования, применяемого в технологическом процессе изготовления детали;
- количество автоматического и полуавтоматического оборудования, применяемого в технологическом процессе изготовления детали;
![]() - общее количество оборудования в технологическом процессе изготовления детали;
- общее количество оборудования в технологическом процессе изготовления детали;
В соответствии с ЕСТПП деталь считается технологичной по данному показателю, при ![]() ;
;
11) коэффициенту применения агрегатного оборудования для крупносерийного и массового производства
![]() ,
,
где ![]() - количество агрегатного оборудования, применяемого в технологическом процессе изготовления детали;
- количество агрегатного оборудования, применяемого в технологическом процессе изготовления детали;
В соответствии с ЕСТПП деталь считается технологичной по данному показателю, при ![]() ;
;
12) коэффициенту применения станков с ЧПУ
![]() ,
,
где ![]() - количество оборудования с ЧПУ, применяемого в технологическом процессе изготовления детали;
- количество оборудования с ЧПУ, применяемого в технологическом процессе изготовления детали;
В соответствии с ЕСТПП деталь считается технологичной по данному показателю, при ![]() .
.
Анализ технологичности детали по количественным показателям сводится в таблицу (табл. 2 приложения).
Делается вывод о технологичности детали по всем показателям и на его основе решается вопрос о целесообразности применения данной конструкции.
|
| Вопросы для самопроверки |
|
|
|
| 1 | ТКИ - это |
| 2 | Главными факторами, определяющими требования к ТКИ, являются: |
| 3 | Производственная ТКИ проявляется в сокращении затрат и времени на: |
| 4 | Эксплуатационная ТКИ проявляется в сокращении средств и времени на: |
| 5 | Обеспечение технологичности конструкции включает: |
| 6 | Оценка технологичности конструкции изделия основана на трех видах показателей: |
| 7 | Технологичность изделия определить по каким показателям? |
| 8 | Что рекомендуется сделать для количественного анализа технологичности конструкции изделия |
| 9 | Анализ технологичности конструкции по качественным показателям |
| 10 | Анализ технологичности детали по количественным показателям |
3














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



