Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 17.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 13. «Выбор метода получения заготовки»
Категория:
Технология
15.09.2018 09:17

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 13. «Выбор метода получения заготовки»»
Курс лекций по дисциплине МДК.01.01
«Технологические процессы изготовления деталей машин.
Лекция 13. «Выбор метода получения заготовки»
Основные принципы выбора метода получения заготовки
Одним из основополагающих принципов выбора метода получения заготовки является обеспечение максимального приближения ее формы, размеров и качества поверхности к аналогичным характеристикам получаемой детали.
В этом случае существенно сокращается расход металла, объем механической обработки и производственный цикл изготовления детали. Однако при этом в заготовительном производстве увеличиваются расходы на технологическое оборудование и оснастку, их ремонт и обслуживание. Поэтому при выборе метода получения заготовки следует производить технико-экономический анализ двух этапов производства заготовительного и механообрабатывающего.
Выбор метода получения заготовки должен осуществляться на основе технического и экономического принципов. В соответствии с техническим принципом выбранный технологический процесс должен полностью обеспечивать выполнение всех требований на изготовление изделия. В соответствии с экономическим принципом изготовление заготовки следует вести с минимальными производственными затратами. Из нескольких возможных методов получения изделия при прочих равных условиях выбирают наиболее экономичный, а при равной экономичности наиболее производительный.
Технологические возможности основных методов получения заготовок
В условиях металлургического производства машиностроительные профили изготавливают прокаткой, прессованием и волочением. При этом получают заготовки в виде сортовых профилей, листового проката, труб и периодических профилей. Прокат выпускают горячекатанным и калиброванным. При изготовлении деталей из калиброванных профилей, отличающихся высокой точностью размеров и низкой шероховатостью поверхности, возможна только отделочная механическая обработка поверхностей заготовок.
Сортовые профили подразделяют на профили простой геометрической формы (квадрат, круг, шестигранник, прямоугольник) и фасонные (швеллер; рельс; угловой, тавровый профили и т.п.). Листовой металл делят на толстолистовую сталь (толщиной 4 160 мм), тонколистовую сталь (толщиной менее 4 мм) и фольгу (толщиной менее 0,2 мм). Трубы могут быть бесшовными и сварными Бесшовные трубы используют в наиболее ответственных трубопроводах, работающих под внутренним давлением в агрессивных средах. Периодические профили имеют изменяющиеся форму и площадь поперечного сечения вдоль оси заготовки. Их применяют как фасонные заготовки для последующей объемной штамповки и механической обработки резанием.
Легкие, но жесткие тонкостенные профили (менее 23 мм) весьма сложной конфигурации и большой длины можно получать методом профилирования листового материала в холодном состоянии на профилегибочных станах. Гнутые профили применяют при изготовлении изделий для машиностроения, автомобильной и авиационной промышленности, строительных конструкций.
Для получения заготовок из стали и цветных металлов с деформированной макроструктурой, имеющих форму и размеры близкие к форме деталей машин, целесообразно применять метод обработки давлением (ковку, объемную и листовую штамповку).
Ковку применяют для изготовления поковок в единичном производстве путем пластической деформации заготовок из профилей или слитков. При производстве крупных и уникальных заготовок массой до 250 т ковка единственно возможный способ обработки давлением.
Заготовки, полученные объемной штамповкой, отличаются более высокой точностью размеров, качеством поверхностного слоя по сравнению с коваными заготовками. Применение этого вида обработки давлением для получения заготовок деталей машин экономически целесообразно в условиях крупносерийного и массового производств.. При изготовлении поковок объемной штамповкой применяют сортовые и периодические профили.
По точности и шероховатости поверхностей заготовки, получаемые холодной объемной штамповкой, не уступают изделиям, изготавливаемым специальными способами литья. При этом механические свойства поковок выше, чем отливок.
Листовой штамповкой изготавливают самые разнообразные плоские и пространственные изделия массой от долей граммов до десятков килограммов. В качестве заготовок при листовой штамповке используют полученные прокаткой листы, полосы или ленты, толщина которых обычно не превышает 10 мм. При заданной прочности и жесткости этим видом обработки давлением получают изделия минимальной массы с высокой точностью размеров и качеством поверхности. Это позволяет сократить количество отделочных технологических операций механической обработки резанием.
Методами порошковой металлургии получают заготовки, которые по размерам и форме близки к форме и размерам деталей, поэтому при изготовлении изделий требуется небольшой объем механической обработки.
Технологии порошковой металлургии позволяют практически полностью исключить из производства обычные металлургические процессы, а также значительно улучшить экологические условия. Коэффициент использования металла увеличивается до 0,98, производительность труда возрастает в 2 раза по сравнению с изготовлением деталей из сортовых профилей, получаемых в условиях металлургического производства.
Статистические данные свидетельствуют о том, что перевод тонны деталей из стали на изготовление методом порошковой металлургии обеспечивает в машиностроении экономию 2 т профилей и высвобождает 80 металлорежущих станков. Недостатками этих методов получения заготовок являются: остаточная пористость изделий, ограниченность размеров и высокая стоимость.
Методом литья получают заготовки практически любых размеров, как простой, так и очень сложной конфигурации. При этом отливки могут иметь сложные внутренние полости с криволинейными поверхностями, пересекающимися под различными углами. Точность размеров и качество поверхности заготовки зависят от способа литья. Отливки можно изготавливать практически из всех металлов и сплавов. В некоторых случаях внутри стенок образуются дефекты (усадочные раковины, пористость, горячие и холодные трещины), которые обнаруживаются только после черновой механической обработки при снятии литейной корки.
Сварные заготовки изготавливают различными видами сварки от электрошлаковой до сварки трением. В ряде случаев сварка упрощает изготовление заготовок сложной конфигурации. Слабым местом сварной заготовки является шов или околошовная зона. Как правило, их прочность ниже, чем основного металла.
Кроме того, неправильная конструкция заготовки или технология сварки может привести к дефектам (коробление, пористость, трещины), которые трудно исправить последующей обработкой. Заготовки сложной конфигурации дают значительный экономический эффект при изготовлении элементов изделий штамповкой, литьем, прокаткой, с последующим соединением их сваркой. Такие заготовки применяют при изготовлении крупных коленчатых валов, станин кузнечно-прессового оборудования и т.п.
Факторы, определяющие выбор метода получения заготовки
Метод получения той или иной заготовки зависит от служебного назначения детали и требований, предъявляемых к ней, а также от ее конфигурации и размеров, марки материала, типа производства и других факторов.
Наиболее сложные по конфигурации заготовки можно изготавливать методам литья. Изделия, получаемые методом обработки давлением, должны быть более простыми по форме. Изготовление в поковках отверстий и полостей объемной штамповкой в ряде случаев затруднено, а использование напусков резко увеличивает объем последующей механической обработки.
Размеры заготовок, получаемых методами литья и обработки давлением, практически не ограничиваются. Нередко определяющим параметром в этом случае являются минимальные размеры (например, минимальная толщина стенок отливки, минимальная масса поковки). Объемной штамповкой и большинством специальных способов литья получают заготовки массой до нескольких десятков или сотен килограммов.
Форма и размеры заготовок, получаемых методами порошковой металлургии, ограничены как максимальными, так и минимальными размерами. При этом площадь поперечного сечения изделий, получаемых холодным формированием порошков с последующим спеканием, может быть от 50 мм2 до 6000 мм2, высота от 2 до 60 мм, а масса заготовок, как правило, не превышает 10 кг.
В процессе конструирования деталей выбор марки материала определяется не только условиями ее функционирования, но и условиями изготовления в реальном производстве. В то же время технологические свойства материала существенно влияют на выбор метода и способа получения заготовок. Так, серый чугун имеет прекрасные литейные свойства, но обладает низкой деформированностью и плохой свариваемостью.
Заготовки из одного и того же материала, полученные методами литья, обработки давлением и сваркой, обладают различными свойствами.
Так, литой металл характеризуется большим размером зерен, неоднородностью химического состава и механических свойств по сечению отливки, наличием остаточных напряжений и т.д.
После обработки давлением заготовки имеют мелкозернистую структуру и определенную направленность расположения волокон (неметаллических включений). После холодной обработки давлением возникает наклеп, поэтому холоднокатаный металл прочнее литого в 1,53 раза. Пластическая деформация металла приводит к анизотропии свойств: прочность вдоль волокон (неметаллических включений) примерно на 10 15 % выше, чем в поперечном направлении.
Сварка приводит к образованию неоднородных структур в сварном шве и в околошовной зоне. Неоднородность зависит от вида и режима сварки. Так, наиболее резкое отличие в свойствах сварного шва возникает при ручной дуговой сварке , а электрошлаковая и автоматическая электродуговая сварки обеспечивают формирование наиболее качественных однородных швов.
Программа выпуска продукции, т.е. количество изделий, выпускаемых в течение определенного времени (обычно за год), является одним из важнейших факторов, определяющих выбор метода и способа производства заготовок.
В условиях единичного производства и для простых по конфигурации деталей часто заготовками являются профили (сортовой прокат, трубы и т.п.), получаемые в условиях металлургического производства. Стоимость механической обработки заготовок при изготовлении деталей в этом случае высока. Однако такая заготовка может быть достаточно экономичной из-за низкой стоимости проката, почти полного отсутствия подготовительных операций и возможности автоматизации процесса механической обработки.
При крупносерийном и массовом производстве конструкции заготовок следует максимально приближать к конфигурациям деталей. Например, для изготовления ступенчатого вала из стали 45 (рис. 2.2) целесообразно применить поковку, получаемую объемной штамповкой.
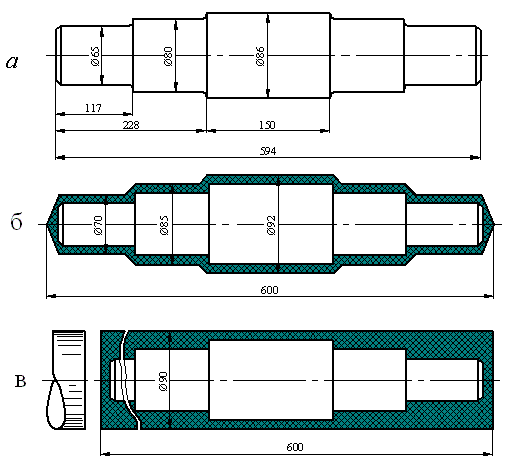
Рис. 2.2 Вал ступенчатый: а деталь; б штампованная поковка; в заготовка из горячекатаного проката
Эффективными технологическими способами изготовления заготовок в крупносерийном и массовом производстве являются специальные виды прокатки (поперечно-винтовая, поперечно-клиновая, прокатка в винтовых калибрах), которые позволяют получить периодические профили
Применение таких заготовок дает возможность повысить коэффициент использования материала и производительность труда.
При конструировании деталей необходимо учитывать возможности предприятия, на котором предполагается их изготовление. Для этого необходимо располагать сведениями о типе и количестве имеющегося оборудования, производственных площадях, возможностях ремонтной базы, вспомогательных служб и т.д.
Технологический процесс изготовления заготовки оказывает влияние на форму, размеры и состояние поверхностей изделия, поэтому при проектировании детали необходимо определить оптимальный метод изготовления заготовки.
|
| Вопросы для самопроверки |
|
|
|
| 1 | Что является одним из основополагающих принципов выбора метода получения заготовки ? |
| 2 | На каких методах основывается выбор метода получения заготовки ? |
| 3 | Какими методами в условиях металлургического производства изготавливают машиностроительные профили ? |
| 4 | Для получения заготовок из стали и цветных металлов с деформированной макроструктурой, имеющих форму и размеры близкие к форме деталей машин, целесообразно применять какой метод обработки ? |
| 5 | В каких случаях используют метод порошковой металлургии |
| 6 | Какие формы и размеры заготовки можно получить методом литья |
| 7 | Видами сварки используемые для сварных заготовок |
| 8 | Отчего зависит метод получения той или иной заготовки |
| 9 | Заготовки из одного и того же материала, полученные методами литья, обработки давлением и сваркой, обладают одинаковыми свойствами? |
| 10 | Влияет ли программа выпуска продукции, т.е. количество изделий, выпускаемых в течение определенного времени (обычно за год), в выборе метода и способа производства заготовок? |
|
|
|












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ




Закрыть через 5 секунд