
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 09.04.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
62 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 27 «Классификация металлообрабатывающих станков. Маркировка станков.»
Категория:
Технология
28.09.2018 05:47

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 27 «Классификация металлообрабатывающих станков. Маркировка станков.»»
Курс лекций по дисциплине МДК.01.01
«Технологические процессы изготовления деталей машин.
Лекция 27 «Классификация металлообрабатывающих станков. Маркировка станков.»
Металлообрабатывающий станок - это машина, предназначенная для обработки металлических заготовок в целях образования заданных поверхностей путем снятия стружки.
Станки классифицируются по следующим признакам:
По технологическому признаку
Металлорежущие станки в зависимости от назначения подразделяются на девять основных групп. К ним относятся следующие устройства:
токарные — все разновидности станков токарной группы (в маркировке обозначаются цифрой «1»);
сверлильные и расточные — станки для выполнения сверлильных операций и расточки (группа «2»);
шлифовальные, полировальные, доводочные — металлорежущие станки для выполнения доводочных, шлифовальных, заточных и полировальных технологических операций (группа «3»);
комбинированные — металлорежущие устройства специального назначения (группа «4»);
резьбо- и зубообрабатывающие — станки для обработки элементов резьбовых и зубчатых соединений (группа «5»);
фрезерные — станки для выполнения фрезерных работ (группа «6»);
долбежные, строгальные и протяжные — металлорежущие станки различных модификаций соответственно для строгания, долбежки и протяжки (группа «7»);
разрезные — оборудование для выполнения отрезных работ, в том числе пилы (группа «8»);
разные — примеры таких металлорежущих агрегатов — бесцентрово-обдирочные, пилонасекательные и другие (группа «9»).
Таблицы групп и типов металлорежущих агрегатов
| Станки по характеру выполняемых операций | Группа | Типы станков | |||||
| 1 | 2 | 3 | 4 | ||||
| Токарные | 1 | Автоматы и полуавтоматы | Револьверные | Сверлильно-отрезные | |||
| Одношпиндельные | Многошпиндельные | ||||||
| Сверлильные и расточные | 2 | Вертикально-сверлильные | Одношпиндельные полуавтоматы | Многошпиндельные полуавтоматы | Координатно-раст.одностоечные | ||
| Шлифовальные, полировальные, доводочные | 3 | Круглошлифовальные | Внутришлифовальные | Обдирочношлифовальные | Специализированныешлифовальные | ||
| Комбинированные | 4 | Универсальные | Полуавтоматы | Автоматы | Электрохимические | ||
| Резьбо- и зубообрабатывающие | 5 | Зубострогальные для цилиндрических колес | Зуборезные для конических колес | Зубофрезерные для для цилиндрич. колес и шлицевых валов | Зубофрезерные для червячных колес | ||
| Фрезерные | 6 | Вертикально-фрезерные | Фрезерные непрерывного действия | — | Копировальные и гравировальные | ||
| Строгальные, долбежные, протяжные | 7 | Продольные | Поперечно-строгальные | Долбежные | |||
| Одностоечные | Двухстоечные | ||||||
| Разрезные | 8 | Отрезные, работающие | Правильно-отрезные | ||||
| Ток.резцом | Абразивным кругом | Фрикционным блоком | |||||
| Разные | 9 | Муфто- и трубообрабатывающие | пилонасекательные | Правильно- и бесцентрово-обдирочные | — | ||
| Станки по характеру выполняемых операций | Группа | Типы станков | ||||||
| 5 | 6 | 7 | 8 | 9 | ||||
| Токарные | 1 | Карусельные | Винторезные | Многорезцовые | Спец. для фасон. заготовок | Раз. токарные | ||
| Сверлильные и расточные | 2 | Радиально-сверлильные | Горизонтально-расточн. | Алмазно-расточн. | Гориз-сверлильные | Разн. сверлильные | ||
| Шлифовальные, полировальные, доводочные | 3 | — | Заточные | Плоскошлиф. с прямоугольным или круглым столом | Притирочные или полировальные | Разные станки с абразивным инструментом | ||
| Комбинированные | 4 | Электроискровые | — | Электроэрозионные, ультразвуковые | Анодно-механические | — | ||
| Резьбо- и зубообрабатывающие | 5 | Для обработки торцов зубьев | Резьбофрезерные | Зубоотделочные | Резьбо- и зубошлифовальные | Разнаые агрегаты по обработке резьб и зубьев | ||
| Фрезерные | 6 | Вертикальные консольные | Продольные | Широкоуниверсальные | Горизонтальные консольные. | Разные фрезерные | ||
| Строгальные, долбежные, протяжные | 7 | Протяжные горизонтальные | — | Протяжные вертикальные | — | Разные строгальные | ||
| Разрезные | 8 | Пилы |
|
| ||||
| ленточные | Дисковые | Ножовочные | — | — | ||||
| Разные | 9 | Для испытательного инструмента | Делительные машины | Балансировочные | — | — | ||
По степени универсальности:
- Универсальные (общего назначения), предназначены для обработки деталей широкой номенклатуры. На данных станках выполняются различные технологические операции.
- Широкого назначения, предназначены для обработки деталей широкой номенклатуры, но на данных станках выполняется ограниченное число операций
- Специализированные, предназначены для обработки однотипных деталей, сходных по форме, но с различными размерами
- Специальные, предназначены для изготовления одной определенной детали
- Агрегатные станки, предназначены для обработки корпусных деталей и состоят из унифицированных узлов и механизмов.
- с ручным управлением. Наладку станка, а также управление станком осуществляется рабочим станочником.
- полуавтоматы. Это станки, на которых цикл обработки детали осуществляется автоматически, а установка-выгрузка детали выполняется рабочим, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
- автоматы. Это станки в которых после наладки все движения, необходимые для выполнения цикла обработки деталей, в том числе загрузка-выгрузка деталей, также пуск станка осуществляется автоматически. Рабочий должен следить за непрерывной подачей заготовок в накопитель станка, а также периодически контролировать размеры обработанных деталей.
- станки с ЧПУ. Это полуавтоматы и автоматы в которых все движения связанные с обработкой деталей осуществляются автоматически по заранее составленной программе.
По точности:
- нормальной точности (Н);
- повышенной точности (П);
- высокой точности (В);
- особо высокой точности (А);
- особо точные (мастер-станки) (С) прецизионными.
ПО массе:
- легкие - до 1 тонны;
- средние - до 10 тонн;
- крупные - до 30 тонн;
- тяжелые - до 100 тонн;
-- особо тяжелые - свыше 100 тонн

Вертикально-фрезерный станок — один из представителей обширной фрезерной группы
Маркировка станков
Первая цифра — это группа, к которой принадлежит металлорежущий станок, вторая — разновидность устройства, его тип, третья (а в некоторых случаях и четвертая) — основной типоразмер агрегата.
Модель станка обозначается тремя или четырьмя цифрами с добавлением в некоторых случаях букв. Существует следующее правило обозначения моделей станков.
Х Х Х Х Х Х
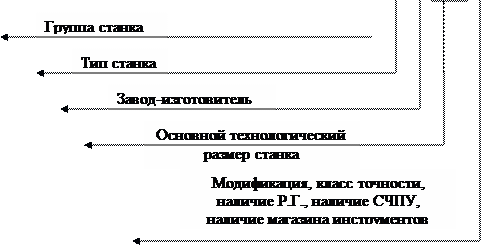
Группа и тип станка выбираются из таблицы, разработанной Эксперементальным научно- исследовательским институтом металлорежущих станков (ЭНИМС), таблица 1.
Буква, стоящая в конце цифровой части означает модификацию, класс точности (П - повышенной точности, В - высокой точности, А - особо высокой точности, С - мастер-станки); наличие револьверной головки - Р; наличие магазина инструментов - М; принята следующая индексация моделей станков с программным управлением: Ц - с цикловым управлением; Ф1 - с цифровой индексацией положения, а также с предварительным набором координат; Ф2 - с позиционной системой ЧПУ; Ф3 - с контурной системой ЧПУ;
Ф4 - с комбинированной системой ЧПУ. Завод изготовитель обозначается буквой.

Расшифровка маркировки металлорежущих станков
После цифр, перечисленных в маркировке модели, могут стоять буквы, по которым определяется, обладает ли модель металлорежущего станка особыми характеристиками. К таким характеристикам устройства может относиться уровень его точности или указание на модификацию. Часто в обозначении станка букву можно встретить уже после первой цифры: это свидетельствует о том, что перед вами модернизированная модель, в типовую конструкцию которой были внесены какие-либо изменения.
В качестве примера, можно расшифровать маркировку станка 6М13П. Цифры в данном обозначении свидетельствуют о том, что перед нами фрезерный станок («6») первого типа («1»), который относится к 3-му типоразмеру («3») и позволяет выполнять обработку с повышенной точностью (буква «П»). Литера «М», присутствующая в маркировке данного устройства, свидетельствует о том, что оно прошло модернизацию.
Классификация токарных станков (а также оборудования любых других категорий) по уровню автоматизации подразумевает их разделение на следующие виды:
ручные модели, все операции на которых осуществляются в ручном режиме;
полуавтоматические, в которых часть технологических операций (установка заготовки, запуск устройства, снятие готовой детали) выполняется в ручном режиме (все остальные операции, относящиеся к вспомогательным, проходят в автоматическом режиме);
автоматические, для работы которых необходимо только задать параметры обработки, все остальные операции они выполняют самостоятельно, в соответствии с заданной программой;
металлорежущие агрегаты с ЧПУ (всеми процессами на таких станках управляет специальная программа, которая содержит закодированную систему числовых значений);
металлорежущее оборудование, относящееся к категории гибких автоматизированных модулей.
|
| Вопросы для самопроверки |
|
|
|
| 1 | Металлообрабатывающий станок - это …. |
| 2 | Металлорежущие станки в зависимости от назначения подразделяются на ………… |
| 3 | Металлорежущие станки по точности подразделяются: |
| 4 | Металлорежущие станки по массе подразделяются |
| 5 | по степени универсальности металлорежущие станки подразделяются |
| 6 | Первая цифра в маркировке станка— это ………… |
| 7 | вторая цифра в маркировке станка— это……… |
| 8 | третья цифра в маркировке станка— это ……. |
| 9 | Модель станка обозначается ………… |
| 10 | Буква, стоящая в конце цифровой части означает м………… |
|
|
|
|
|
|











Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



