
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 09.10.2022 10:26

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
61 год
Местоположение
Специализация
Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 116. «Формулировка служебного назначения детали»
Категория:
Технология
15.02.2021 13:02

Просмотр содержимого документа
«Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 116. «Формулировка служебного назначения детали»»
Служебное назначение детали обусловливает выбор баз. Подобные базы называют конструкторскими базами.. Определение служебного назначения детали в зависимости от шероховатости ее поверхностей, которая зависит от класса точности и метода обработки.. Требования служебного назначения детали направлены на увеличение срока службы детали, в течение которого будут сохраняться в определенных пределах соответствующие эксплуатационные параметры.
Разработка технологического процесса изготовления любой детали должна начинаться с глубокого изучения её служебного назначения и критического анализа технических требований и норм точности, заданных чертежом.
Служебное назначение детали может быть выявлено в результате изучения чертежей узла (сборочной единицы), в состав которого входит деталь. Выясняя назначение детали и её роль в работе узла, необходимо разобраться в функциях, выполняемых её поверхностями. По назначению все поверхности любых деталей подразделяют на исполнительные, основные, вспомогательные, крепёжные и свободные.
Анализ соответствия технических условий и норм точности служебному назначению детали следует вести в двух направлениях: качественном и количественном
Прежде всего, должна быть сделана оценка технических требований и норм точности с качественной стороны. Эта оценка касается правильности формулировок технических требований, правильности размерных связей, установленных между поверхностями детали, наличия необходимых размеров, допусков, достаточности технических требований и норм точности.
Проводя качественный анализ, в первую очередь, необходимо обратить внимание на правильность задания относительного положения поверхностей.
Анализируя правильность простановки размеров в чертеже детали, следует руководствоваться положением о том, что на чертеже должны быть, проставлены те размеры, которыми деталь непосредственно участвует в работе узла или машины. Для нахождения этих размеров надо выявить задачи, в решении которых деталь участвует своими размерами, вскрыть конструкторские размерные цепи, с помощью которых эти задачи решаются. В каждой конструкторской размерной цепи узла один из размеров детали будет являться составляющим звеном. Анализ, проведённый предлагаемым способом, выявляет и недостающие размеры в чертежах деталей.
При анализе технических требований и норм точности с качественной стороны нельзя выпускать из виду правильность формулировок технических требований, формы задания норм точности, их достаточность.
Нельзя, например, задавать в миллиметрах допуск, ограничивающий относительный поворот поверхностей детали, без указания длины, на которой допускается указанное отклонение.
Анализ соответствия технических требований и норм точности служебному назначению детали с количественной стороны должен подтвердить или отвергнуть правильность значений установленных норм и выявить их требуемые значения.
При разработке служебного назначения детали необходимо:
1) тщательно изучить конструкцию узла (сборочной единицы) и детали, устройство узла, принцип взаимодействия деталей, назначение всех поверхностей рассматриваемой детали;
2) после качественного и количественного анализа и обоснования скорректировать технические требования на деталь по всем показателям служебного назначения узла и детали;
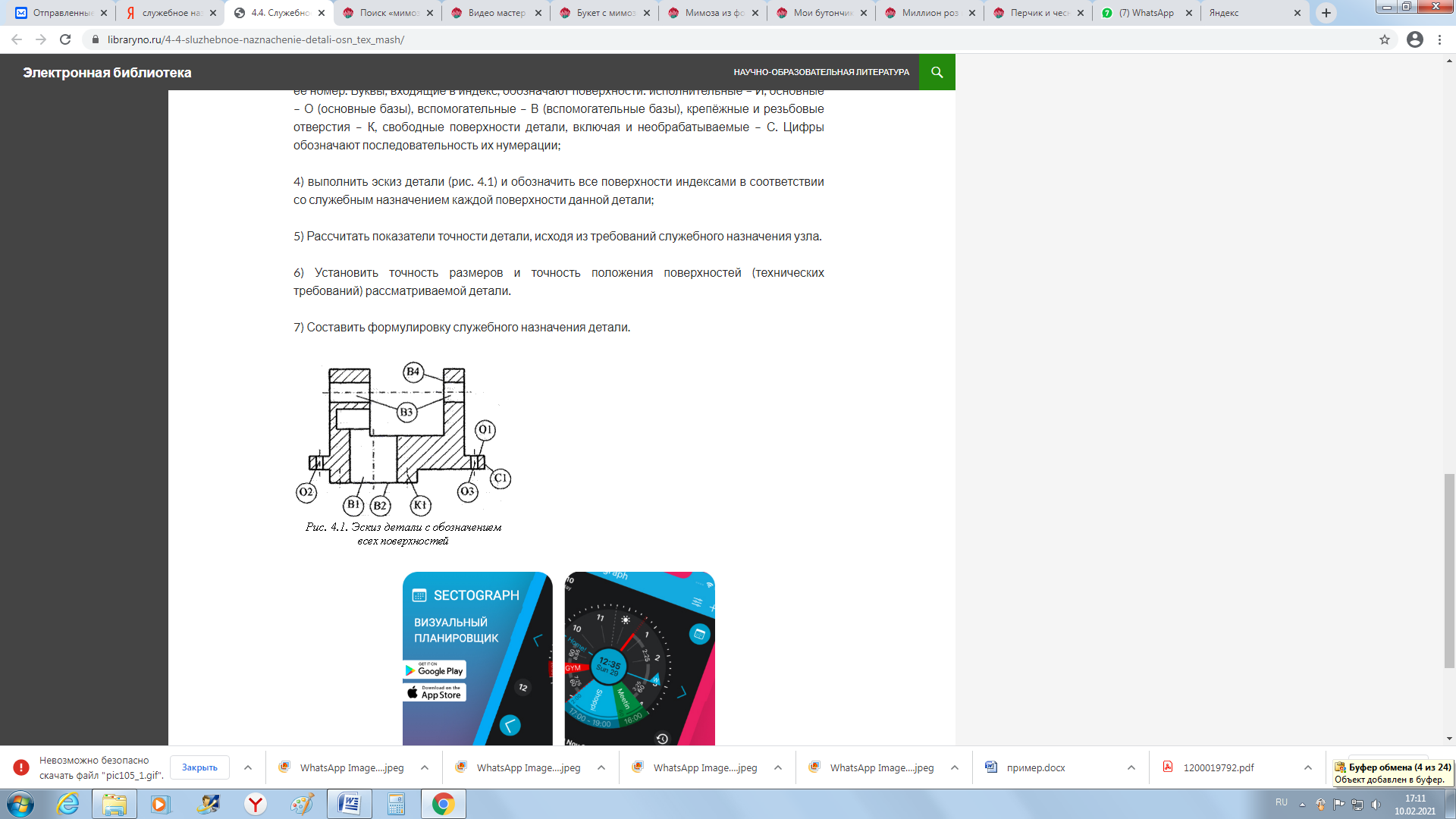
3) провести классификацию поверхностей детали. Для этого поверхности детали обозначают индексами из букв и цифр, которые устанавливают функциональное назначение поверхности и её номер. Буквы, входящие в индекс, обозначают поверхности: исполнительные – И, основные – О (основные базы), вспомогательные – В (вспомогательные базы), крепёжные и резьбовые отверстия – К, свободные поверхности детали, включая и необрабатываемые – С. Цифры обозначают последовательность их нумерации;
4) выполнить эскиз детали (рис. 4.1) и обозначить все поверхности индексами в соответствии со служебным назначением каждой поверхности данной детали;
5) Рассчитать показатели точности детали, исходя из требований служебного назначения узла.
6) Установить точность размеров и точность положения поверхностей (технических требований) рассматриваемой детали.
7) Составить формулировку служебного назначения детали.
Служебное назначение детали - описание детали, которое выполняется по рабочему чертежу детали и служит для лучшего усвоения конструкции детали. Краткое первоначальное описание детали по основным конструкторским элементам можно получить путем декодирования конструкторского кода детали. Приводится практическое описание ее работы, указываются наиболее точные поверхности или конструктивные элементы, анализируется правильность выбора материала конструктором и твёрдость поверхностей детали, выданной в качестве объекта дипломного проектирования. Описывается роль и служебное назначение детали в сборочной единице, приводится практическое описание ее работы, указываются наиболее точные поверхности или конструктивные элементы, анализируется правильность выбора материала конструктором и твёрдость поверхностей детали, выданной в качестве объекта курсового проектирования. Также показывается сборочный чертеж узла, в который входит данная деталь. Производится анализ выбора материала детали и его свойств- по химическому составу, механическим свойствам (в зависимости от термической обработки). Данные сводятся в таблицы (см. табл. 3, 4).
ПРИМЕР: ДЕТАЛЬ «МУФТА»
Данная деталь изготавливается из отливки с последующей обработкой резанием. Деталь «муфта» служит для передачи крутящего момента от основного вала. Наиболее точными поверхностями являются: Ø86+0,085мм, 8 шлиц 9мм. Самая точная поверхность – 1 диаметр, выполненный по 8 квалитету.
Анализ рабочего чертежа показал, что чертеж выполнен в соответствии с ГОСТами ЕСКД. Габаритные размеры детали: отливка Ф148х98мм. Все размеры, отклонения, допуски, шероховатости поверхностей, технические требования, необходимые для изготовления данной детали, проставлены. Также на рабочем чертеже присутствует достаточное количество видов (1). Сечения, местные виды, а также выносные элементы нет необходимости делать. Из чертежа видно, что самыми точными и менее технологичными поверхностями являются рабочие поверхности винта. Эти поверхности имеют шероховатость Ra1,6; а также 7 и 8 квалитеты точности соответственно. Точность данных поверхностей нужна для обеспечения герметичности соединения винта с рычагом.
Сталь 20 ГОСТ 1050-88: столь конструкционная углеродистая качественная:
Таблица 3
Химический состав, % (ГОСТ 1050-88)
| C | Si | Mn | Cr | Ni | P | Cu | S |
| не более | |||||||
| 0,2 – 0,5 | 0,17 – 0,37 | 0,50 – 0,80 | 0,25 | 0,25 | 0,04 | 0,25 | 0,08 |
Таблица 4
Механические свойства материала (ГОСТ 1050-88)
| Сечение, мм | σ0,2 | σв | σТ | ψ | KCU, Дж/м 2 | НВ поверхности |
| МПа ≤ | % ≤ | |||||
| 40 | 780 | 980 | 10 | 45 | 390 | 207 |
2.5.3.2 Анализ технологичности детали выполняется в соответствии с методическими указаниями [1].
Студент должен проанализировать конструкторский чертёж и определить достаточность числа проекций, сечений, разрезов, оценить простановку размеров и предельных отклонений, допуски формы и расположение поверхностей, соответствие точности поверхности и шероховатости [2, табл. 2; табл. П.1].
Достаточность простановки размеров определяют путём мысленного построения детали, аналогично тому, как это делает конструктор при выполнении чертежа [10].
При необходимости, студент вносит изменения в конструкторский чертёж, т.е. устраняет недостатки конструкторской подготовки производства.
После анализа конструкторского чертежа и внесённых изменений студент оформляет чертёж детали, который включает в себя следующее:
- необходимое число проекций, разрезов, сечений;
- достаточность простановки размеров, предельных отклонений;
- допуски формы и расположения;
- обозначение шероховатости поверхности по ГОСТ2789-73;
- материал детали;
- твёрдость рабочих поверхностей детали, вид термической обработки;
- точность обработки свободных поверхностей.
Для специфических деталей могут быть указаны и другие технические требования (например, допустимая величина неуравновешенности масс, давление и время выдержки при контроле герметичности, вид покрытия, требования к качеству поверхностного слоя и др.).
Перед началом разработки технологического процесса студенту необходимо оформить технологический чертеж детали по правилам, изложенным в источниках [1;10]. При разработке технологического чертежа изображают деталь без размеров и производят присвоение номера каждой поверхности, подлежащей обработке, следующим образом: расстановка номеров поверхностей деталей производится против часовой стрелки, начиная с крайнего правого торца.
Нумеруются все поверхности детали, как бы мала ни была их протяженность (рис. 2).
Основные показатели, такие, как абсолютная трудоемкость изготовления и технологическая себестоимость, рекомендуется определять после разработки технологического процесса изготовления детали. На первоначальной стадии, при анализе служебного назначения детали и оценке ее технологичности необходимо использовать дополнительные показатели - такие, как масса детали, коэффициенты использования материала (Ким), точности обработки (Ктч), шероховатости (Кш), которые определяются следующим образом:
![]() , (1)
, (1)
где МD и МЗ – соответственно, массы детали и заготовки, кг;
, (2)
где АСР – средний квалитет точности обработки детали по всем поверхностям;
![]() , (3)
, (3)
где БСР – среднее числовое значение параметра шероховатости всех поверхностей детали.
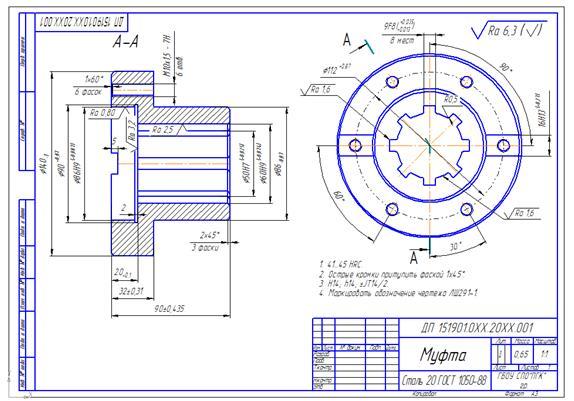
Рисунок 1 - Чертеж детали «Муфта»
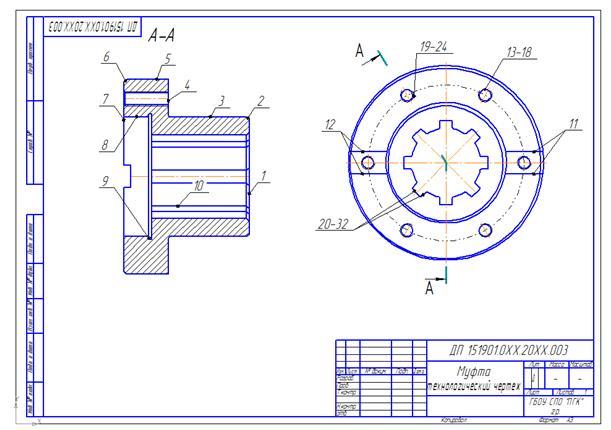
Рисунок 2 - Технологический чертеж детали «Муфта»
При наличии на поверхности детали различных свойств (точности, шероховатости, термообработки и т.д.) каждый участок рассматривается как отдельный элемент, каждому присваивается отдельный номер.
Сложные комбинированные поверхности детали, обрабатываемые одним комбинированным инструментом (сверлом, разверткой, фасонным резцом, шлифовальным кругом), при подготовке чертежа обводятся штриховой линией, комбинированной поверхности присваивается один номер в общем порядке.
Наружные и внутренние галтели нумеруются только в том случае, когда они обрабатываются отдельно.
Таким образом, рабочий чертеж и технические требования приводят к виду, удобному для разработки технологического процесса.
Студент оценивает состояние каждой поверхности детали, и все сведения сводит в таблицу. Таблица 5
Состояние поверхности детали
Использован материал
https://studopedia.net/10_155_sluzhebnoe-naznachenie-uslovie-raboti-detali.html
https://libraryno.ru/4-4-sluzhebnoe-naznachenie-detali-osn_tex_mash/












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

