
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 09.10.2022 10:26

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
61 год
Местоположение
Специализация
Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 115. «Анализ исходных данных. Определение партии запуска»
Категория:
Технология
15.02.2021 13:24

Просмотр содержимого документа
«Курс лекций по дисциплине: МДК.01.01 «Технологические процессы изготовления деталей машин» Занятие № 115. «Анализ исходных данных. Определение партии запуска»»
Расчет оптимального размера партии деталей, периодичности запуска-выпуска партий
Определение длительности производственных циклов при последовательном и параллельно-последовательном движении деталей
Формы для контроля циклов изготовления, запуска-выпуска деталей
Экономисты знают, как трудно пронормировать и запланировать уровни незавершенного производства и сколько усилий требует соблюдение этих уровней. Поэтому поговорим о том, как разработать и поддерживать нормы и пропорции в незавершенном производстве, наладить оперативный контроль за комплектностью, проконтролировать движение изделий по этапам, организовать производство с оптимальными заделами и сократить расходы на изготовление изделий.
РАССЧИТЫВАЕМ ОПТИМАЛЬНЫЙ (НОРМАТИВНЫЙ) РАЗМЕР ПАРТИИ
Расчеты календарно-плановых нормативов в серийном машиностроительном производстве включают:
определение нормативного размера партии деталей и периодичности их изготовления;
определение продолжительности производственных циклов обработки партии деталей и календарно-плановых опережений;
построение календарных планов-графиков работы производственных участков;
расчет заделов.
Партия — это количество непрерывно обрабатываемых деталей с однократной затратой подготовительно-заключительного времени. Нормативной (оптимальной) называют такой размер партии, при котором рабочая сила и оборудование используются с наименьшими затратами.
К сведению
На практике на предприятиях вопросы выбора оптимальных партий деталей зачастую решаются методом эмпирического подбора, но с проведением проверочных расчетов.
Для расчета оптимальной партии деталей (Попт, шт.), предполагающей непрерывную занятость рабочего места, используют формулу:
 (1)
(1)
где Фп — месячный полезный фонд работы единицы оборудования, ч;
М — количество операций в технологическом процессе;
Квн — коэффициент выполнения норм;
Кспец — коэффициент специализации;
Тс — суммарное время изготовления детали по всем технологическим операциям, ч.
Обратите внимание!
Рассчитанный по указанной формуле размер партии необходимо скорректировать так, чтобы величина партии цеха-поставщика деталей равнялась размеру партии цеха-потребителя.
Размер партии детали-представителя (ведущей) должен быть кратным или равным месячной программе выпуска готовых деталей.
Деталь-представитель (ведущая деталь) — условный представитель, т. е. деталь, которая преобладает в производственной программе и постоянно изготавливается на протяжении всех месяцев планируемого периода примерно в одинаковом количестве. Все остальные детали как бы условно комплектуют эту ведущую деталь. Часто в качестве детали-представителя выбирают деталь с наибольшим количеством и длительностью операций.
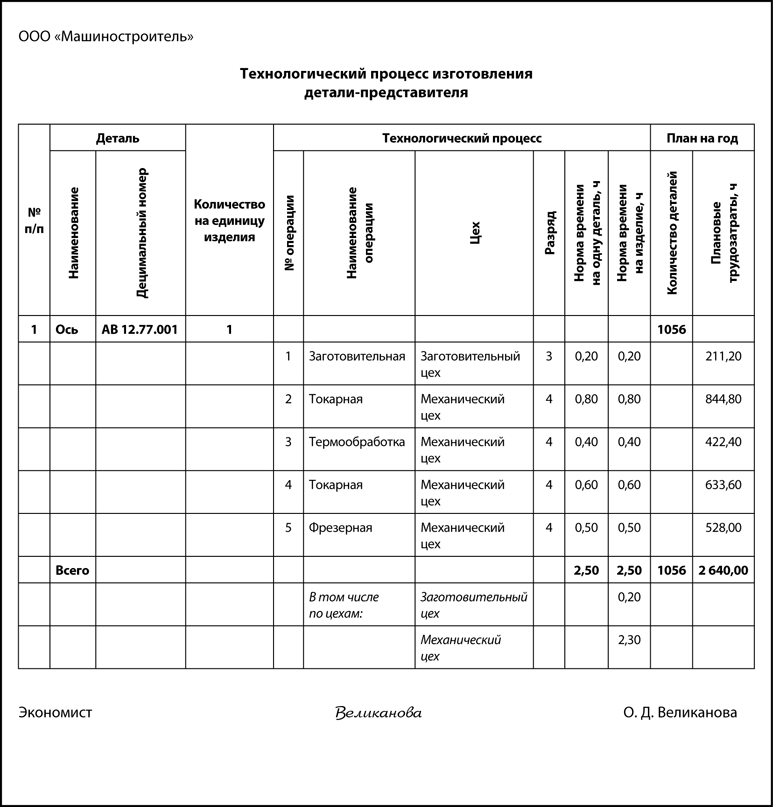
Для расчетов необходимо знать технологический процесс изготовления детали-представителя и иметь необходимые данные (см. таблицу).
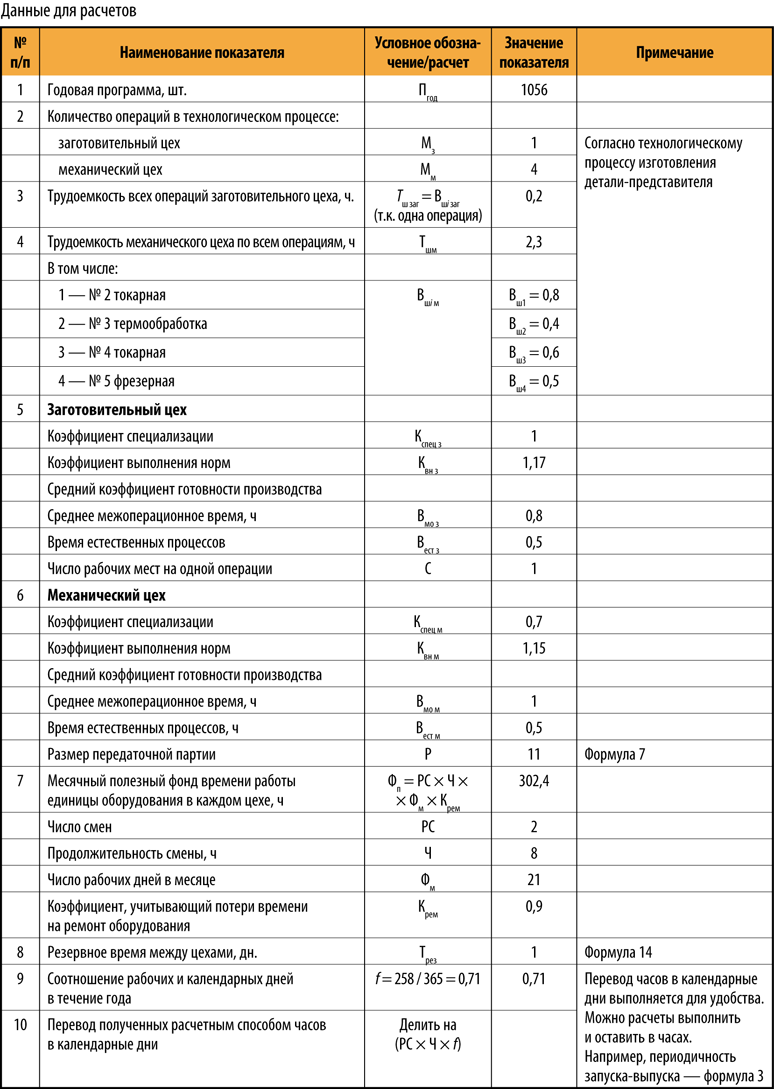
Коэффициент специализации определяется делением количества операций на количество рабочих мест, поэтому:
Кспец для заготовительного цеха = 1 (одна операция выполняется на одном рабочем месте);
Кспец для механического цеха = 4 / 6 = 0,7 (2 фрезеровщика, 3 токаря, 1 термист — итого 6 рабочих мест на 4 операции, закрепленные за цехом)
Месячный полезный фонд работы единицы оборудования в каждом цехе при двухсменном режиме работы с продолжительностью рабочей смены 8 ч в течение 21-го рабочего дня в месяц с учетом потерь времени на ремонт оборудования (10 %, в коэффициентном выражении — 0,9) составит:
(2 × 8 × 21) × 0,9 = 302,4 ч.
Однако в течение месяца оборудование занято не только деталью Ось АВ 12.77.001, но и другими, что предусмотрено производственной программной, а согласно производственной программе Ось АВ 12.77.001 составляет всего 5 % или (0,05 в коэффициентной форме), поэтому при расчетах по формуле 1, Фп необходимо умножать на 0,05.
Расчет оптимальной партии деталей на основе формулы 1, данных технологического процесса для заготовительного и механического цехов представлен в форме «Расчет оптимального (нормативного) размера партии».
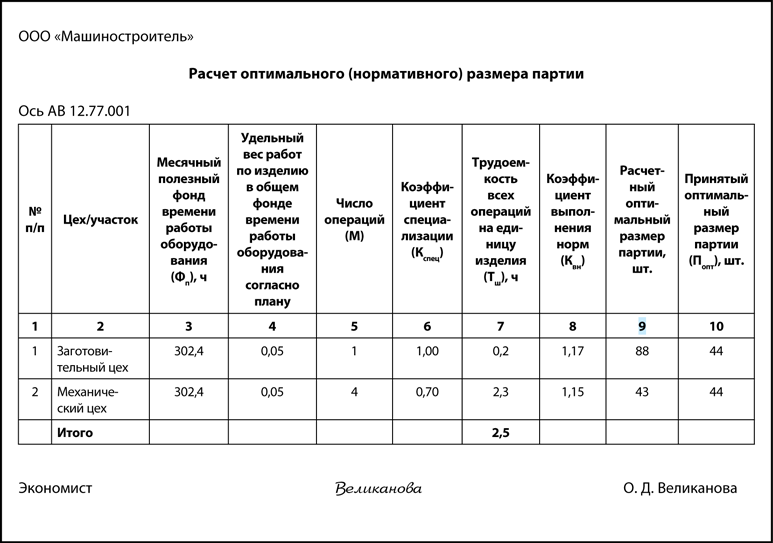
По механическому цеху оптимальный размер партии рассчитан так:
![]()
Результат расчетов — в гр. 9.
Теперь скорректируем размер партии деталей между заготовительным и механическим цехами с учетом кратности месячной программы выпуска готовых деталей. Для этого определим размер месячной программы (Пмес):
Пмес = Пгод / 12 = 1056 / 12 = 88 шт.
Отсюда за оптимальную примем партию 44 шт. (значение близко к расчетному оптимальному по механическому цеху, кратно оптимальному по заготовительному цеху, кратно месячной программе).
РАССЧИТЫВАЕМ ПЕРИОДИЧНОСТЬ ЗАПУСКА-ВЫПУСКА ПАРТИИ ДЕТАЛЕЙ В ПРОИЗВОДСТВО
Периодичность запуска партии деталей в обработку (ЗВ, ч) зависит от программы выпуска готовых изделий в месяц и определяется по формуле:
![]() (2)
(2)
Рекомендуем выражать ЗВ не в часах, а в рабочих днях. При пятидневной рабочей неделе соотношение рабочих и календарных дней в течение года (f) составляет:
258 / 365 = 0,71.
При этом нужно учесть длительность рабочего дня (Ч) — 8 ч, число смен (РС) в сутки — 2 и календарный режим работы предприятия.
Далее при пересчете рабочих дней в календарные будем пользоваться соотношением: РС × Ч × f, а при необходимости перевести часы в календарные дни будем часы делить на произведение: РС × Ч × f.
Для расчета периодичности запуска-выпуска в календарных днях используется формула:
![]() (3)
(3)
Определим периодичность запуска-выпуска для заготовительного и механического цехов:
![]()
или 14 календ. дней.
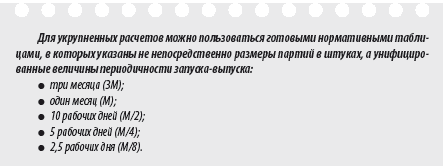
В приведенном расчете 14 календарных дней соответствуют 10 рабочим дням, или М/2. Следовательно, партии в производство должны запускаться два раза в месяц.
В дальнейших расчетах сохраним периодичность М/2, изменяться будет размер партии запуска.
РАССЧИТЫВАЕМ ДЛИТЕЛЬНОСТЬ ПРОИЗВОДСТВЕННОГО ЦИКЛА
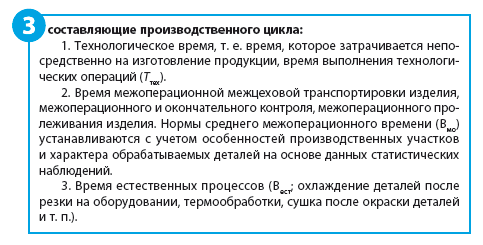
Производственный цикл изготовления детали — календарное время, в течение которого она изготавливается, начиная от запуска исходного сырья или материала на 1-ю операцию и заканчивая выпуском готовой продукции.
Расчет длительности производственного цикла необходим для того, чтобы определить сроки запуска изделий в обработку при заданных сроках выпуска, время опережения, определения размеров производственных заделов, размеры оборотных средств в незавершенном производстве.
Время выполнения одной операции, в течение которого изготовляется одна деталь, партия одинаковых деталей или несколько различных деталей, называется операционным циклом.
В заготовительном цехе последовательный вид движения заготовок: партия обрабатывается полностью на каждой операции, а затем передается на последующую. То есть каждая последующая операция начинается только после окончания изготовления всей партии деталей на предыдущей операции (например, пока изготавливается последняя деталь в партии, все остальные детали не отправляются на последующую операцию, а лежат в кладовой участка).
В заготовительном цехе одна операция, за ней закреплено одно рабочее место (С = 1).
Среднее время между операциями (Вмо) — 0,8 ч.
Время естественных процессов (Вест; охлаждение) — 0,5 ч.
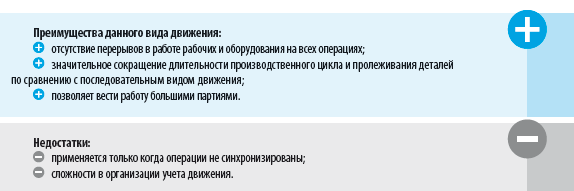
Сокращение длительности производственного цикла (рис. 1) имеет важное экономическое значение: чем он меньше, тем больше продукции в единицу времени при прочих равных условиях можно выпустить на данном предприятии, в цехе или на участке, тем выше показатель использования основных фондов, тем меньше потребность предприятия в оборотных средствах, вложенных в незавершенное производство и т. д.
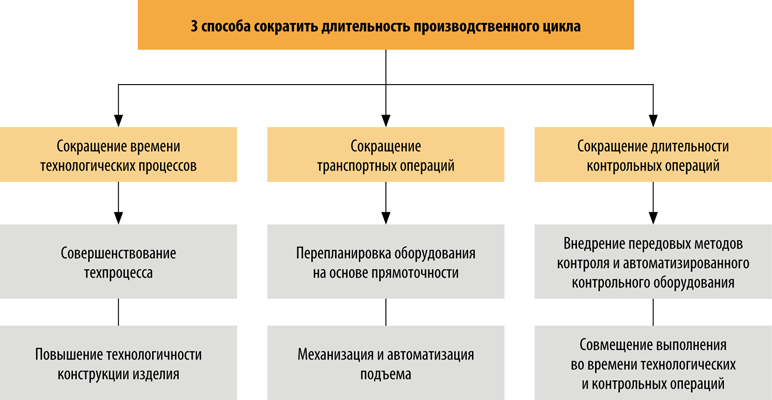
Рис. 1. Способы сокращения длительности производственного цикла
В заводской практике оптимизация длительности производственного цикла выполняется одновременно по трем направлениям: сокращение времени трудовых процессов, уменьшение времени естественных процессов и сокращением до минимума различных перерывов, пролеживаний.
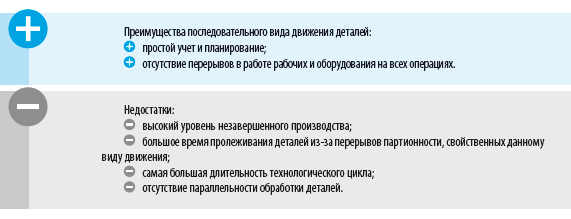
Данный вид движения применяется там, где нет повторяемости обработки и детали проходят сложный технологический путь, т. е. преимущественно в единичном и мелкосерийном производствах.
Длительность технологического цикла при последовательном виде движения (Ттех) определим по формуле:
 (4)
(4)
где Попт — принятый оптимальный размер партии (согласно расчету оптимального (нормативного) размера партии);
М — количество операций;
Вшт. i — время выполнения i-й операции;
С — количество рабочих мест, выполняющих i-ю операцию;
i — для заготовительного цеха i = 1 (так как одна операция), для механического i = 4 (4 операции по техпроцессу).
Для заготовительного цеха длительность технологического цикла при последовательном виде движения составит:
(44 × 0,2) / 1 = 8,8ч.
Длительность производственного цикла (Тпос, ч) включает в себя еще межоперационное пролеживание и время естественных процессов:
Тпос = Ттех + М × Вмо + Вест. (5).
Длительность производственного цикла для заготовительного цеха составит (данные М, Вмо и Вест из таблицы):
8,8 + 1 × 0,8 + 0,5 = 10,1 ч.
Переведем часы в календарные дни, воспользовавшись формулой:
![]() (6)
(6)
Определим Тпос для заготовительного цеха:
10,1 / (8 × 2 × 0,71) = 0,9, или 1 календ. день.
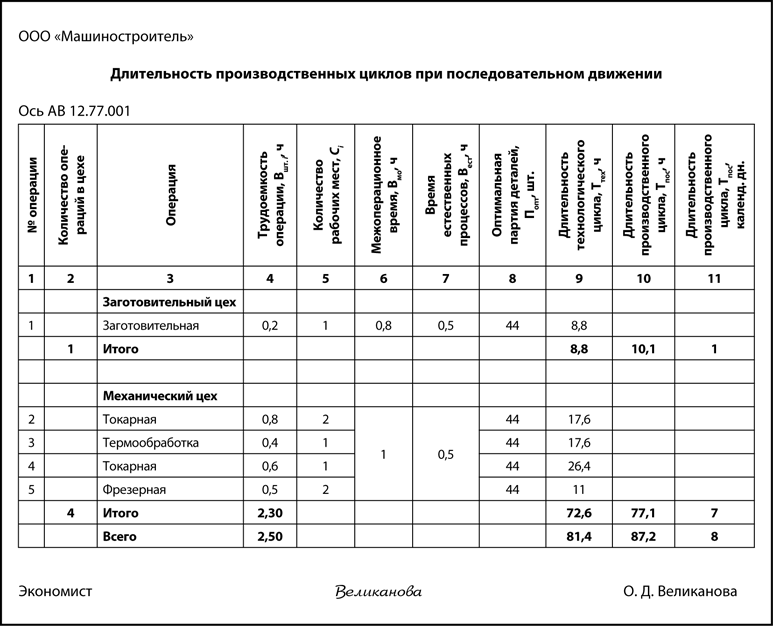
Аналогично рассчитывается длительность технологического и производственного циклов в механическом цехе. Результаты расчетов — в форме «Длительность производственных циклов при последовательном движении».
Движение деталей при последовательном цикле между операциями в механическом цехе представлено на рис. 2.
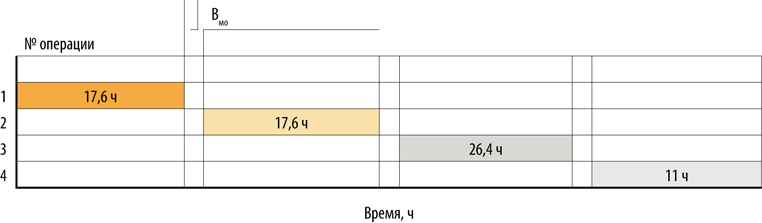
Рис. 2. Движение деталей при последовательном цикле
Наиболее точно длительность производственного цикла обработки партии деталей может быть установлена на основании планов-графиков работы производственных участков.
Планы-графики — это расписание прохождения партий деталей по всем рабочим местам (оборудованию) в соответствии с технологическими процессами. При наличии таких графиков длительность производственного цикла и его структура для каждой партии деталей устанавливается с учетом изготовления других партий деталей, изготавливаемых в том же цехе, с учетом производственной мощности оборудования и пропускной способности рабочих мест.
ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНОЕ ДВИЖЕНИЕ
Рассмотрим на примере механического цеха.
При параллельно-последовательном движении партия деталей разбивается на передаточные партии, которые переходят на последующие операции, не ожидая окончания обработки всей партии на предыдущих операциях.
К сведению
Параллельно-последовательное движение применяется в производстве, где повторяются движения и технологические маршруты и наиболее часто используется в серийном и крупносерийном производстве.
Длительность технологического цикла при параллельно-последовательном движении меньше, чем при последовательном, на величину совмещения операционных циклов.
Начнем с расчета передаточной (предельной) партии (Р). В нашем случае:
Р = Попт / 4, (7).
или: 44 / 4 = 11 шт.
Теперь определим, на сколько сократится производственный цикл (τ) для смежных операций:
 (8)
(8)
Например, для первой токарной операции в механическом цехе:
![]()
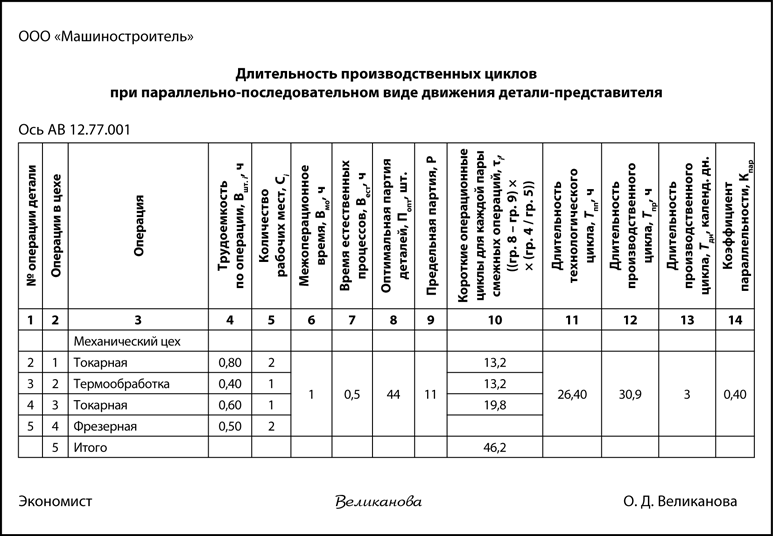
Все расчеты представлены в форме «Длительность производственных циклов при параллельно-последовательном виде движения».
Для последней операции расчет сокращений не выполняем, так как после нее на сборку забирают всю партию — 44 шт.
Рассчитаем технологический цикл для последовательно-параллельного движения деталей (Тпп тех, ч):
![]() (9)
(9)
Для механического цеха:
Тпп тех = 72,6 – (13,2 + 13,2 + 19,8) = 26,4 ч.
Значение Ттех = 72,6 ч — из формы «Длительность производственных циклов при последовательном движении».
Рассчитаем длительность производственного цикла для параллельно-последовательного вида движения (Тпп пр, ч):
Тпп пр = Тпп тех + М × Вмо + Вест. (10)
В механическом цехе Тпп пр составит (см. также рис. 3):
26,4 + 4 × 1 + 0,5 = 30,9 ч.
Переведем часы в календарные дни:
30,9 / (8 × 2 × 0,71) = 2,72, или 3 календ. дн.
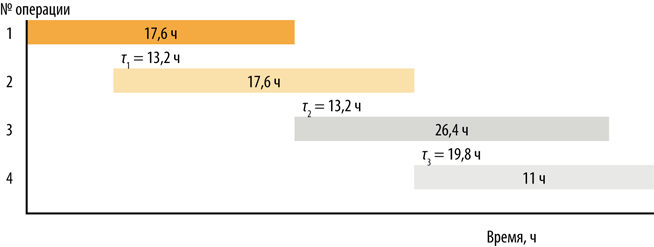
Рис. 3. Движение деталей при параллельно-последовательном цикле
Данные для расчета (М, Вмо, Вест) — из табл. 1. результаты расчетов представлены в форме «Длительность производственных циклов при параллельно-последовательном виде движения».
Коэффициент параллельности (Кпар) рассчитывают по формуле:
Кпар = Тпп пр / Тпос, (11)
или:
30,9 / 77,1 = 0,4.
Коэффициент параллельности показывает сокращение длительности цикла при параллельно-последовательном виде движения по сравнению с последовательным.
Получается, что параллельно-последовательный производственный цикл в механическом цехе на 40 % короче последовательного. Его и выбираем для дальнейших расчетов и применения в производстве.
РАССЧИТЫВАЕМ ПОЛНУЮ ДЛИТЕЛЬНОСТЬ ПРОИЗВОДСТВЕННОГО ЦИКЛА
Для расчета полной длительности производственного цикла (до сдачи готовой продукции на склад) надо включить в нее еще цикл сборки. Часто цикл сложного процесса изготовления изделия (в нашем случае это редуктор) рассчитывают по самой сложной (или трудоемкой) детали-представителю.
Общая продолжительность цикла сборки изделия (Тсб. ед) равна сумме циклов по наиболее длинной цепочке, в которой операции сборки осуществляются последовательно.
Согласно графику сборки редуктора (рис. 4) Тсб. ед равна:
1,25 ч (корзина) + 0,5 ч (вал) + 1,5 ч (редуктор) = 3,25 ч.
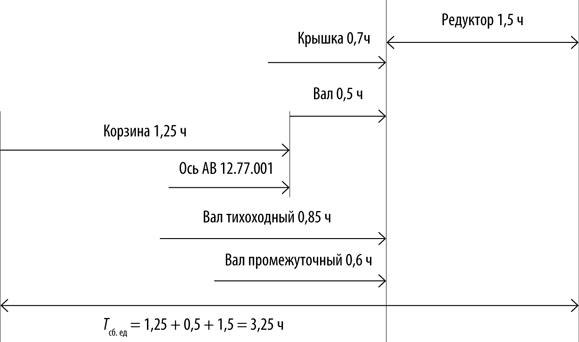
Рис. 4. График сборки редуктора
Для расчета полной длительности производственного цикла редуктора необходимо:
1) оперировать данными о скорректированной длительности цикла сборки (Тсб), равной сумме самого длинного цикла изготовления детали-представителя и продолжительности цикла сборки с момента включения детали-представителя в сборочный процесс.
В нашем случае Тсб составит (в календ. дн.):
![]() (12)
(12)
или:
![]()
2) знать величину резервного времени между цехами (Трез = 1 день — см. таблицу).
Поскольку в данном случае в качестве наиболее оптимальных выбраны:
последовательный вид движения деталей в заготовительном цехе (по расчетам 1 календарный день);
параллельно-последовательный вид движения деталей в механическом цехе (3 календарных дня);
то формула для расчета полной длительности производственного цикла изготовления редуктора (Тполн, дн.) будет иметь вид:
Тполн = Тпос/з + Тпп пр + Тсб + 2Трез, (13)
т. е. 1 + 3 + 8 + 2 × 1 = 14 календ. дн.
Следовательно, партия редукторов в 44 шт., запущенная, например, 1 сентября, должна быть сдана 14 сентября.
Использован материал
Окончание статьи читайте в следующем номере журнала.
Е. С. Панченко, бизнес-консультант
Статья опубликована в журнале «Справочник экономиста» № 10, 2016.











Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

