
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 09.10.2022 10:26

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
62 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.03.01 «Реализация технологических процессов изготовления деталей»Лекция 46 «Наладка и настройка сверлильного станка на обработку различных поверхностей»
Категория:
Технология
26.10.2021 10:27

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.03.01 «Реализация технологических процессов изготовления деталей»Лекция 46 «Наладка и настройка сверлильного станка на обработку различных поверхностей»»
Лекция 46 «Наладка и настройка сверлильного станка на обработку различных поверхностей»
На машиностроительных предприятиях имеется большое количество металлорежущих станков, среди них много станков-автоматов и полуавтоматов. Размеры деталей, обрабатываемых на таких станках, в соответствии с заданными, выдерживаются в процессе резания автоматически. Последнее является одним из важнейших факторов, определяющих достижение более высокой производительности труда в условиях массового и крупносерийного производства.
Эффективность использования металлорежущих станков, в том числе автоматов и полуавтоматов, в значительной мере зависит от способов настройки и наладки их.
В литературе не всегда одинаково раскрывают содержание терминов «наладка» и «настройка». Иногда в них вкладывают различное содержание, а иногда их даже отождествляют. Под термином «наладка» подразумевается комплекс мероприятий, в результате осуществления которых станок оказывается подготовленным для обработки деталей заданных форм и размеров. Наладка, например, автоматов и полуавтоматов включает обычно следующие мероприятия:
- Ознакомление с технологической документацией и укомплектование станка требуемой оснасткой и инструментом.
- Монтаж приспособлений для установки и закрепления детали. регулирование механизмов подачи материала и загрузочных устройств.
- Смена кулачков или зубчатых колес подачи; предварительная приближенная установка и закрепление режущих инструментов.
- Установка передач для осуществления необходимой скорости вращения шпинделей, предварительная расстановка упоров определяющих длину перемещения суппортов, последовательность их движения и последовательность изменения скорости вращения шпинделей. Этим и заканчивается наладка, т. е. подготовка станка для обработки с заданными режимами детали, форма и размеры которой предусмотрены чертежом. Далее следует процесс настройки.
Под термином «настройка» понимается такой комплекс мероприятий, осуществлением которых обеспечивается достижение заданной точности обработки. Сюда прежде всего входит установка относительного положения упоров, режущих инструментов и обрабатываемой детали, обеспечивающая получение размеров необходимой точности. В процессе резания первоначальная настройка в связи с износом режущих инструментов и по другим причинам нарушается. Поэтому ее восстанавливают каждый раз, когда возникает вероятность получения размеров, выходящих за установленные пределы. Следовательно, настройку осуществляют при обработке партии деталей заданных размеров и формы многократно. Наладку же осуществляют один раз, приспосабливая станок для обработки заданной детали.
Поднастройка станка означает незначительную корректировку положения тех инструментов, кулачков, упоров, положением которых не обеспечивается необходимый размер обрабатываемой детали.
На настройку станков и особенно автоматов необходимо затрачивать значительное количество времени. В процессе настройки станки не работают. Установлено, например, что простои автоматов в связи с настройкой составляют 10—15% общего рабочего времени. Применение рациональных методов настройки позволит резко сократить эти простои.
Технический прогресс в машиностроении, внедрение в производство новых станков-полуавтоматов и автоматов требует от рабочих-станочников и наладчиков более глубоких знаний теории и практики наладки и настройки.
Общие положения
Должностная инструкция наладчика оборудования
В настоящее время, на предприятиях и производственных организациях установлено и эксплуатируется самое разнообразное оборудование, от устаревших станков, до современных программируемых комплексов. Для обслуживания, настройки и наладки всего этого оборудования в штате должен быть наладчик. Понятно, что от качества оборудования и мастерства самого специалиста зависит полный производственный комплекс организации. Поэтому все самые необходимые должностные обязанности наладчика, а так же его права и обязанности отражены в нашем примере должностной инструкции наладчика оборудования.
Должностная инструкция наладчика оборудования
1.1. Наладчик оборудования – это категория рабочих.
1.2. Наладчик оборудования назначается на должность и освобождается от нее приказом генерального директора, либо лицом, уполномоченным им.
1.3. Наладчик оборудования подчиняется лицу, уполномоченному руководством.
1.4. На должность наладчика оборудования может быть назначено лицо, имеющее среднее специальное или высшее профессиональное образование, и имеющее стаж работы от года либо без предъявления требований к стажу
1.5.Должностная инструкция наладчика оборудования обязывает его знать:
· принципы функционирования обслуживаемого оборудования;
· методы настройки, регулирования узлов и наладки механизмов оборудования, а также вспомогательного оборудования, приспособлений, различных измерительных контрольных приборов;
· правила эксплуатации, ухода, безремонтного обслуживания оборудования, допускаемые режимы рабочего состояния оборудования;
· правила использования специальной техники, инвентаря и инструментальной базы для выполнения необходимых работ, правила внедрения дополнительных механизмов, замены деталей, а также основные технические и экологические требования к деталям и узлам;
· основы выполнения мелкого ремонта электротехники, радиотехники и других видов техники в пределах выполняемых работ;
· трудовое законодательство РФ, Устав предприятия, другие внутренние правовые акты предприятия, относящиеся к его работе, методические документы, а также ТУ для выполнения собственных должностных обязанностей;
· правила трудового распорядка, техники безопасности, пожарной безопасности, технические регламенты.
2. Следующие виды должностных обязанностей предписывает настоящая должностная инструкция наладчика оборудования сотруднику на данной должности:
2.1. Настройка заданных режимов работы для производственного оборудования с определением качества выпускаемой продукции.
2.2. Профилактические осмотры оборудования, анализ износа, мелкий ремонт при необходимости, а также общая оценка амортизации оборудования.
2.3. Участие в ремонтных работах, связанных с заменой агрегатов, механизмов и узлов оборудования, механических и электронных блоков.
2.4. Изучение и анализ работы всего оборудования на производстве на основе собственных личных наблюдений, а также технической документации.
Ответственность наладчика оборудования
Права наладчика оборудования
Настоящая должностная инструкция наладчика оборудования обеспечивает ему следующие права:
3.1. Получать при запросе все необходимые для выполнения должностных инструкций документы.
3.2. Требовать от руководства содействия в организации работы, а также создания необходимых условий труда.
3.3. Изучать и следить за появлением недостатков, а также предлагать руководству пути и методы их устранения.
3.4. Знакомиться с решениями, приказами и другими распорядительными документами по предприятию.
3.5. При необходимости привлекать к выполнению собственных должностных обязанностей сотрудников других отделов.
Должностная инструкция наладчика оборудования возлагает на него следующие виды ответственности:
4.1. За нанесение предприятию либо другим лицам материального ущерба в результате выполнения должностных обязанностей.
4.2. За нарушение правил пожарной безопасности, правил трудовой дисциплины, внутреннего распорядка, техники безопасности на производстве, а также производственной гигиены и санитарии, при нарушении положений Устава предприятия и законодательства Российской Федерации;
4.3. За различные правовые нарушения, совершенные во время выполнения должностных обязанностей в пределах законодательства Российской Федерации;
4.4. За халатное выполнение должностных обязанностей, либо несвоевременное их выполнение;
4.5. За разглашение коммерческой тайны или других данных, полученных во время выполнения собственных должностных обязанностей.
Наладка станка – это подготовка его вместе с технологической оснасткой к изготовлению продукции (детали) с заданной производительностью с соответствием установленного технологического процесса для обеспечения заданной шероховатости поверхности и заданной точности размеров. Комплекс работ по наладке представляет собой настройку определенных режимов резания, установку зажимных приспособлений, режущего и вспомогательных инструментов и иных вспомогательных операций. После наладки рекомендуется обработать пару заготовок. Если после обработки размеры не соответствуют требованиям чертежа, то производят подналадку инструмента для получения требуемого размера или производят регулировку приспособления.
Подналадка станка – осуществляется в процессе эксплуатации станка, когда происходит переход на обработку другой такой же заготовки или изменение наладочного размера во время обработки. При подналадке производится дополнительная регулировка оборудования или оснастки в процессе работы для восстановления технических параметров , достигнутых при первичной наладке. Необходимостью подналадки является износ режущего инструмента, упругие и тепловые деформации механизмов станка. При переходе на обработку другой заготовки необходимо изменить режимы резания, сменить или отрегулировать приспособления, заменить или наладить режущий инструмент. По завершению подналадки станок должен обеспечить заданные функции с требуемым качеством изделия, а так же высокой производительностью изготовления заданного изделия.
Бесподналадочная смена режущего инструмента – служит для уменьшения износа режущего инструмента и ее сущность заключается в установке режущего инструмента при смене или переустановки которого не требуется дальнейшая корректировка для получения заданных размеров. К таким резцам можно отнести механические резцы со сменными пластинами.
Метод наладки по пробному проходу – данный метод применяют к каждой новой детали: обрабатывают небольшой участок поверхности заготовки, после чего измеряют полученный размер и делают корректировку глубины резания, для этого используют лимбы станка, индикаторные упоры. После получения необходимого размера обрабатывается вся поверхность. К достоинствам данного метода можно отнести простоту и независимость от способов базирования. Недостатками является потеря рабочего времени.
Метод наладки по пробным деталям – это предварительный расчет настроечного размера и последующая проверка при измерении обработанных на станке от 3 до 5 пробных деталей. Наладка станка считается правильной, если среднее арифметическое из размеров пробных деталей попадает в поле допуска. Преимущество метода является, наличие информации о действиях рабочего, необходимых для получения заданных параметров. Недостатками данного метода является потеря времени для расчета настроечного размера, изготовление пробных деталей и расчет среднего арифметического из размеров пробных деталей.
Метод наладки по первой готовой детали, эталону или шаблону – заключается в установке на неработающем станке инструмента до касания с деталью (эталоном или шаблоном). При наладке используют годную деталь изготовленную ранее. По конструктивным формам эталон имитирует обрабатываемую заготовку при ее базировании в приспособлении. Данный метод не имеет недостатков.
Наладчику следует помнить, что прежде чем производить наладку станка, необходимо проверить его исправность. Перед началом работы он должен проверить перемещение салазок суппорта как вручную, так и в автоматическом режиме. Патрон должен быть надежно закреплен (резьбовой патрон дополнительно фиксируется хомутом). После данных операций необходимо проверить станок на холостом ходу.
1. Проверка соответствия сверлильных и расточных станков требованиям технологической документации, устранение нарушений, связанных с их настройкой.
2. Наладка зажимных приспособлений.
3. Наладка режущего инструмента.
4. Настройка режимов резания.
5. Основные принципы наладки сверлильных станков с ЧПУ.
Проверка соответствия сверлильных и расточных станков требованиям технологической документации, устранение нарушений, связанных с их настройкой.Сверлильные станки – многочисленная группа металлорежущих станков, предназначенных для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развёртывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей.
Применяя специальные приспособления и инструменты, можно выполнять различного рода операции, такие как растачивание отверстий, вырезание отверстий большого диаметра в листовом материале («трепанирование»), притирание точных отверстий и т. д.
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
На сверлильно-фрезерных станках можно выполнять фрезерование, наклонное торцевое фрезерование, шлифовку поверхности, горизонтальное фрезерование и другие операции. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты.
Спектр применения сверлильных станков велик. Они используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов и в предприятиях малого бизнеса.
Расточные станки — металлорежущие станки для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Рабочими формообразующими движениями при обработке на сверлильных стайках являются главное вращательное движение и поступательное движение подачи шпинделя вдоль его оси. Эти движения сообщаются шпинделем режущему инструменту. Обрабатываемая заготовка при обработке неподвижна.
По технологическому назначению сверлильные станки делят на универсальные (вертикально-сверлильные, радиально-сверлильные, многошпиндельные) и специализированные (горизонтально-сверлильные для глубокого сверления, центровальные для получения центровых отверстий в торцах заготовок валов, станки для обработки отверстий в коленчатых и кулачковых валах, шатунах, фильерах и т. д.). Специализированные станки применяют в условиях серийного и массового производств.
Сверлильные станки используются для организации глухих, а также сквозных отверстий в материале сплошного вида. Также применяются для конечной обработки отверстий, которые выполнялись с применением другого способа. Кроме того, сверлильные станки используются для:
· рассверливания отверстий (чтобы обеспечить высокую точность и шероховатость имеющегося в заготовке отверстия);
· вырезания дисков;
· выполнения операций вроде вырезания дисков посредством зенкеров, сверл, разверток, метчиков и т.д;
· нарезания внутренних резьб;
· зенкования поверхностей торца;
· раскатывания отверстий оправками.
Также сверлильные станки применяются для получения в основании уже имеющего отверстия гнезд, которые обладают плоским дном, под головки болтов и винтов. Но сфера использования сверлильных станков на самом деле гораздо шире спектра перечисленных операций. Они используются и для обработки отверстий с большим числом граней, для развальцовки полых заклепок.
Универсальные сверлильные станки бывают следующих типов:
· настольные (одношпиндельные, в том числе, с ЧПУ);
· вертикальные (одношпиндельные, в том числе, с ЧПУ);
· радиальные (в том числе, с ЧПУ);
· станки для глубокого сверления;
· многошпиндельные.
При помощи специальных инструментов и приспособлений на сверлильных станках можно вырезать большие отверстия, растачивать отверстия, делать притирку точных отверстий. Используют сверлильные станки в сборочных, механических, инструментальных, ремонтных цехах, а также в ремонтных мастерских различного назначения.
Расточные станки — металлорежущие станки для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Универсальный горизонтально-расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки:
· станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой;
· станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях;
· станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайб с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденциями развития расточных станков можно отметитьследующие: повышение жесткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжелых и уникальных станках).
Таким образом, станки сверлильно-расточной группы предназначены для обработки отверстий. По характеру обработки и виду применяемого режущего инструмента они делятся на две подгруппы: сверлильные и расточные станки. Сверлильные станки применяют дляобработки сквозных и глухих отверстий как в сплошном материале, так и уже имеющихся в заготовке мерными осевыми инструментами — сверлами, зенкерами, зенковками, цековками, развертками, метчиками и т. п. Кроме того, расточные станки предназначены в основном для обработки отверстий расточными резцами, головками и блоками.
Наладка зажимных приспособлений.Установка заготовок небольших размеров и массы на вертикально-сверлильных станках осуществляется непосредственно на столе станка с помощью прихватов, ступенчатых и регулируемых упоров, болтов или в приспособлениях-кондукторах. Крупные заготовки на радиально-сверлильных станках устанавливают на основании станка, а средние — на съемную подставку. Установка цилиндрических заготовок осуществляется в призмах с прижимом к ним струбцинами или прихватами. Обработка отверстий, расположенных по окружности или наклонно, производится с помощью поворотных столов или стоек, на которых закрепляются каким-либо способом заготовки.
Выверка правильности установки заготовки (без приспособления) осуществляется универсальным инструментом (штангенциркулем, угольником, рейсмусом, индикатором и т.п.) в зависимости от заданной точности обработки.
Универсальные приспособления для установки и зажима заготовок: машинные тиски с винтовым или эксцентриковым зажимом, применяемые в единичном производстве, и с пневмо- или гидроприводом, используемые в серийном производстве, а также универсально-сборные приспособления (УСП), состоящие из набора различных установочных, зажимных и других деталей, из которых собирают приспособление в зависимости от назначения, формы и размеров обрабатываемой заготовки.
На рис. 9.14, а показаны машинные тиски с пневматическим цилиндром 12, посредством которого через шток 10 поршня 9 и рычаг 11 происходит перемещение подвижной губки 1 и прижим заготовки 2 к неподвижной губке 5. Подачу воздуха в цилиндр осуществляют поворотом рукоятки крана (распределителя).
Для обработки конкретной заготовки в условиях крупносерийного и массового производства изготовляют специальное приспособление (рис. 9.14, б) в виде кондуктора, в котором заготовку 6 устанавливают в неподвижной 5 и подвижной 7 призмах и зажимают винтом 8, Сверление отверстия выполняют через кондукторную втулку 4.
Крепление заготовки на станке должно быть надежным во избежание травмы рабочего и поломки инструмента вследствие проворачивания детали.
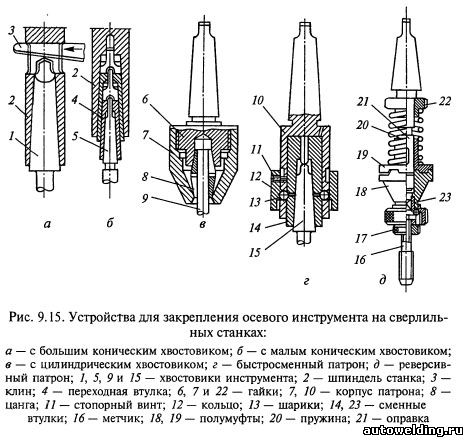
Наладка режущего инструмента.Инструмент больших размеров с коническим хвостовиком l (рис. 9.15, а) непосредственно устанавливают в коническое отверстие шпинделя 2 Инструмент с малым коническим хвостовиком 5 (рис. 9.15, б) устанавливают в шпиндель 2 с помощью одной или нескольких переходных втулок 4. Инструмент из шпинделя удаляют посредством клина 3 или встроенным механизмом. Инструмент с цилиндрическим хвостовиком закрепляют в самоцентрирующем кулачковом или цанговом патроне (рис. 9.15, в). При последовательной обработке отверстия несколькими инструментами (сверло, зенкер, развертка) используют быстросменные патроны (рис. 9.15, г). При нарезании резьбы в глухих отверстиях применяют предохранительные патроны, а также реверсивные патроны для вывинчивания метчиков из резьбового отверстия обратным вращением (рис. 9.15, д).
В цанговом патроне (см. рис. 9.15, в) инструмент с цилиндрическим хвостовиком 9 зажимается с помощью разрезной цанги 8 при навинчивании гайки 7 на корпус 6. В быстросменном патроне (рис. 9.15, г) сменная втулка 14 с установленным инструментом 15 удерживается от выпадения и проворачивания шариками 13, находящимися в отверстиях втулки 14 и корпуса 10 патрона. При подъеме кольца 12 шарики расходятся и втулка 14 освобождается. Для закрепления втулки с другим инструментом следует втулку установить в корпус и опустить кольцо. Перемещение кольца 12 ограничивается винтом 11.
В предохранительном патроне (рис. 9.15, д) метчик 16 закрепляется через сменную втулку 23 в ведомой полумуфте 18, так же как в быстросменном патроне. Полумуфта 18 свободно посажена на оправке 21 и получает вращение от ведущей полумуфты 19, находящейся под воздействием пружины 20, сила которой регулируется гайкой 22. В случае перегрузки или в конце нарезания при соприкосновении гайки 17 с обрабатываемой заготовкой полумуфта 19 выходит из зацепления с зубцами полумуфты 18 и вращение метчика прекращается.
Настройка режимов резания.После установки на станок устройств для зажима заготовки и инструмента, закрепления в них заготовки и инструмента следует установить требуемую частоту вращения шпинделя и подачу, настроить механизм автоматического отключения подачи и запустить станок на обработку пробной заготовки, а затем остальных заготовок партии.
Для наладки станка в соответствии с выбранными по справочнику или указанными технологом (мастером) режимами резания воспользуемся описанием устройства и кинематики вертикально- и радиально-сверлильных станков.
При сверлении основными режимами резания являются:
подача s;
скорость резания V= 3,14*Dn/1000, м/с (где D — диаметр инструмента, мм, n — частота вращения инструмента, с-1);
глубина резания t= 0,5D при сверлении и t= 0,5(D-d) при рассверливании, зенкеровании, развертывании, d — первоначальный диаметр.
Основные принципы наладки сверлильных станков с ЧПУ.Сверлильные и расточные станки с ЧПУ предназначены для обработки отверстий в деталях из различных материалов. Наиболее целесообразно производить обработку на этих станках заготовок, имеющих большое число отверстий. Причем желательно, чтобы отверстия были сориентированы в одном направлении и их можно было обработать с одного установа. Для сверлильных станков, имеющих один шпиндель с ручной сменой инструмента, целесообразно подбирать детали для обработки с отверстиями одного диаметра при условии, что полная обработка каждого отверстия выполняется за один ход инструмента. Для обработки заготовок, имеющих отверстия разных диаметров и различных конструктивных форм, необходимо выбирать станки с автоматической сменой инструмента. Такие станки чаще всего имеют револьверную головку и позволяют за одну операцию производить несколько различных переходов: сверление, зенкерование, развертывание и т. д.
Значительное преимущество сверлильных станков с ЧПУ перед универсальными состоит в том, что при обработке деталей с точно расположенными отверстиями обычно отпадает необходимость в применении кондукторов.
Из вертикально-сверлильных станков наибольшее распространение получили станки мод. 2Р11.8Ф2 и мод. 2Р135Ф2 Стерлитамакского станкостроительного завода им. В. И. Ленина.
Расточные станки с ЧПУ по своей компоновке и основным технологическим возможностям аналогичны соответствующим универсальным, однако они намного производительнее. Снижение потерь времени в результате использования механизированного зажима и отжима режущего инструмента, отсутствия выверки, замеров в процессе обработки, а также сокращения холостых перемещений рабочих органов выгодно отличает эти станки от их базовых прототипов. Для ускорения поиска нужного инструмента у станков устанавливают поворотные инструментальные стойки. Применение таких стоек позволяет также избежать случайных поломок и забоин точного режущего инструмента.
Важным преимуществом расточных станков с ЧПУ является возможность с одного установа обрабатывать в корпусных деталях как системы отверстий с точными межцентровыми расстояниями, так и группы мелких резьбовых крепежных отверстий.
Расточные станки с ЧПУ подразделяются на горизонтально-расточные и координатно-расточные. Из горизонтально-расточных наибольшее распространение получили станки с поворотными столами без задних стоек. Такие станки благодаря высокой точности позиционирования рабочих органов и возможности обработки изделия раздельно с двух сторон при повороте на 180° обеспечивают высокопроизводительную обработку соосных отверстий. Поворотный стол позволяет также обрабатывать взаимно перпендикулярные и наклонные отверстия со всех четырех сторон изделия.
Для окончательной обработки отверстий по Н5 даже сравнительно больших размеров на расточных станках: с ЧПУ стремятся применять развертки взамен расточных оправок. Развертка обеспечивает получение точного размера и высокое качество поверхности, не требуя сложной и длительной настройки резца на размер, как это имеет место в случае применения расточных оправок.
В современных конструкциях расточных станков с ЧПУ обычно применяют каленые направляющие качения, которые обеспечивают незначительные и стабильные усилия трения, а также длительное сохранение начальной точности прямолинейных перемещений подвижных органов. Для повышения жесткости технологической системы подвижные органы станка, остающиеся в процессе обработки неподвижными, дополнительно фиксируются на направляющих с помощью специальных зажимов.
Системы ЧПУ для расточных станков обеспечивают широкие технологические возможности, позволяя программировать рабочие и холостые движения не только до прямоугольному циклу, но и под углом 45° к осям координат путем одновременного совместного перемещения по двум направлениям. Системы обеспечивают высокие скорости холостых перемещений, достигающие 5 м/мин, а также позволяют с панели управления вводить коррекции положения инструмента, коррекции подач, осуществлять управление в режиме ручного ввода данных координат. Ступенчатое или плавное торможение приводов подач при выходе рабочих органов в заданное положение позволяет отрабатывать координаты с высокой точностью при погрешности не более ±0,01 мм. Для удобства контроля за работой станка системы ЧПУ оборудуются индикацией параметров процесса: значений координат положения узлов станка в каждый момент времени, номера кадра, номера находящегося в работе инструмента.
В отличие от горизонтально-расточных станков координатно-расточные имеют вертикальное расположение шпинделя. Как правило, это станки высокой точности с дискретностью позиционирования рабочих органов до 0,001 мм на импульс.
Задание для студентов: (1)с. 215-245, 307-310, 337-344; (2) с. 50-58; (3) с. 173-177.
Использован материал:
https://studopedia.su/12_72489_lektsii-----tema-osnovnie-printsipi-naladki-sverlilnih-stankov.html
Учебная литература для студентов:
(1)Б.И.Черпаков, Т.А.Альперович, Металлорежущие станки, учебник, М., Академия, 2003 (не переиздавался).
(2)И.П.Филонов, С.Г.Петрова, Я.Г.Шевандо, Наладка металлообрабатывающих станков и АЛ, учебник, М., Машиностроение, 1980(не переиздавался).
(3)И.О.Аверьянова, О.И. Аверьянов, В.В.Клепиков, Технологическое оборудование, учебное пособие, М.: ФОРУМ:ИНФРА-М, 2007 (не переиздавался).
(4)Л.И.Вереина, М.М.Краснов, Справочник станочника, М., Академия, 2008 (не переиздавался).











Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

