Россия, Торопец


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 16.02.2023 14:29

Гапонова Светлана Ильинична
преподаватель
59 лет
Местоположение
Специализация
Курсовая работа по дисциплине Технологическое оборудование отрасли Тема: Анализ конструктивных особенностей оборудования выпускаемого в РФ и за рубежом
Категория:
Право
13.07.2019 10:28

Просмотр содержимого документа
«Курсовая работа по дисциплине Технологическое оборудование отрасли Тема: Анализ конструктивных особенностей оборудования выпускаемого в РФ и за рубежом»
| | Негосударственное образовательное учреждение высшего образования Московский технологический институт |

Факультет Техники и современных технологий
Кафедра Технология продуктов питания
КУРСОВАЯ РАБОТА
по дисциплине Технологическое оборудование отрасли
Тема: Анализ конструктивных особенностей оборудования выпускаемого в РФ и за рубежом
Перечень ведущего оборудования предприятий пищевых отраслей рассмотренное в работе по варианту №39: мясорубки и разрыхлители(10), машина для взбивания пищевых сред(12), плита газовая (30), сковорода электрическая (32), контрольно-кассовые машины (52).
Уровень образования Бакалавриат
Направление 260100 Технология продуктов питания
Профиль (или магистерская программа)Технология хлеба, кондитерских и макаронных изделий
Выполнил (а):
Студент (ка) 5курса, ИНС 053-06489
Форма обучения заочная
Гапонова Светлана Ильинична
(ФИО полностью)
Москва 2016
Оглавление
|
|
| Оглавление | 2 |
|
|
| Введение | 4 |
| 1. |
| Конструктивные особенности мясорубок и мясорыхлителей в Российской Федерации и за рубежом | 6 |
|
| 1.1 | Мясорубки и мясорыхлители в РФ | 6 |
|
| 1.2 | Конструктивные особенности мясорубок и мясорыхлителей за рубежом | 10 |
| 2. |
| Конструктивные особенности машин используемых в кондитерской промышленности в Российской Федерации и за рубежом | 13 |
|
| 2.1 | Машина для взбивания пищевых сред в РФ | 13 |
|
| 2.2 | Конструктивные особенности оборудования для производства кондитерских изделий за рубежом | 17 |
| 3. |
| Конструктивные особенности газовых плит выпускаемых промышленностью в Российской Федерации и за рубежом | 19 |
| 3.1 |
| Конструктивные особенности газовых плит выпускаемых промышленностью в Российской Федерации | 19 |
| 3.2 |
| Конструктивные особенности газовых плит выпускаемых промышленностью за рубежом | 23 |
| 4. |
| Конструктивные особенности сковороды электрической используемых в Российской Федерации и за рубежом | 31 |
|
| 4.1 | Конструктивные особенности сковород электрических в РФ | 31 |
|
| 4.2 | Конструктивные особенности сковород электрических за рубежом |
|
| 5. |
| Конструктивные особенности контрольно-кассового оборудования выпускаемого промышленностью в Российской Федерации и за рубежом | 35 |
| 5.1 |
| Конструктивные особенности контрольно-кассового оборудования выпускаемого промышленностью в Российской Федерации и за рубежом | 35 |
| 5.2 |
| Конструктивные особенности контрольно-кассового оборудования выпускаемого промышленностью в Российской Федерации и за рубежом | 41 |
|
|
| Заключение | 46 |
|
|
| Список используемой литературы | 48 |
|
|
|
|
|
|
|
|
|
|
Введение
Отрасль общественного питания — одна из стратегических отраслей экономики. Уровень развития данной отрасли определяет жизнеобеспеченность населения и является важной частью продовольственной безопасности любого государства. Сегодня в сегменте общественного питания (ОП) наблюдается высокая конкуренция, а удовлетворенность ожиданий клиентов – решающий фактор развития предприятия. Одно из основных конкурентных преимуществ любого предприятия ОП заключается в умении управлять качеством продукции и услуг, так как управление качеством ставит целью достижение предприятием экономической и социальной эффективности, что и определяет его конкурентоспособность. Особый интерес представляет изучение обеспеченности предприятия современным высокопроизводительным оборудованием. Именно оно является залогом производства качественной востребованной продукции общественного питания. Теоретические исследования концепций научно-технического развития отраслей, в том числе общественного питания, показывают, что для перспективного развития необходимо создание условий, адекватных требованиям времени.
В настоящее время нет достаточного опыта разработки и внедрения инструментов качества в системе менеджмента качества на предприятиях ОП. В связи с этим вопросы управления качеством продукции общественного питания в условиях инновационного развития отрасли на примере предприятий г. Кемерово являются актуальными и своевременными.
Цель- изучение отечественного и зарубежного оборудования предприятий общественного питания
Объектом исследования данной работы является отечественное и зарубежное оборудование предприятий общественного питания. Предметом исследования в работе являются конструктивные особенности данного оборудования.
Задачи:
исследование отечественных и зарубежных мясорубок и мясорыхлителей и их конструктивных особенностей;
исследование отечественных и зарубежных машин для взбивания пищевых сред и их конструктивных особенностей;
исследование отечественных и зарубежных газовых плит и их конструктивных особенностей;
исследование отечественных и зарубежных электрических сковород и их конструктивных особенностей;
исследование отечественного и зарубежного контрольно-кассового оборудования и его конструктивных особенностей.
В методологическую основу исследований положен принцип, направленный на интеграцию различных методологических подходов, касающихся вопросов совершенствования системы снабжения предприятий общественного питания современным высококачественным оборудованием. В качестве методов исследования использованы методы анализа, синтеза, математической обработки экспериментальных данных и др.
Конструктивные особенности мясорубок и мясорыхлителей в Росийской Федерации и за рубежом
1.1 Мясорубки и мясорыхлители в РФ
Сущность технологического процесса.Мясо предварительно необходимо очистить от костей, пленок и сухожилий и нарезать на кусочки по 100—150 г. Мясо накладывают на загрузочную чашу и проталкивают толкателем. Продукт поступает в загрузочное устройство мясорубки, которое находится на верхней части корпуса. Над ним установлено предохранительное кольцо, исключающее возможность доступа рук к рабочим органам машины. Мясо через загрузочное устройство поступает в рабочую камеру машины на внутренней поверхности которой имеются винтовые нарезы, улучшающие подачу мяса, и исключающие вращение его вместе со шнеком. Мясорубка комплектуется тремя решетками с отверстием диаметром 3, 5, 9 мм, подрезной решеткой и двумя двухсторонными ножами. В собранном виде ножи и решетки плотно прижаты друг к другу с помощью упорного кольца и нажимной гайки. [4, с. 54]
Поступив в рабочую камеру продукт подвергается действию шнека. Он представляет собой однозаходный червяк с переменным шагом витков, служит для захватывания мяса и подачи его к ножам и решеткам. Шнек с одной стороны имеет хвостовик, через который он получает вращение от привода, с другой стороны он имеет палец с двумя фасками, на который устанавливаются ножи и решетки. Проталкиваемое шнеком мясо поступает к ножам, которые его измельчают, а затем продукт пропихивается через отверстия решёток. Установленные решетки остаются в рабочей камере неподвижны, а ножи вращаются вместе со шнеком.
Первой устанавливается подрезная решетка, которая имеет три ножа, режущими кромками наружу, затем двухсторонний нож режущими кромками против часовой стрелки и крупная решетка любой стороной. У второй двухсторонний нож, мелкую решетку, упорное кольцо и зажимную гайку.
Мясорыхлительная машина МРМ-15 предназначена для рыхления поверхности ромштексов, шницелей и т.д. перед их обжаркой [4, с. 60]. Рабочими органами мясорыхлителя служат дисковые ножи-фрезы с дистанционными шайбами между ними, расположенные на валах и вращающиеся при работе один навстречу другому.
В каретке установлены также две гребенки между фрезами, которые предохраняют от наматывания мяса на фрезы. Кусок мяса, проходя между фрезами, надрезается с двух сторон зубьями, при этом происходит разрушение волокон и увеличение поверхности.
На предприятиях широкое распространение получили мясорубки МИМ-82 производительностью 250 кг/ч и МИМ-105 производительностью 400 кг/ч [4, стр. 55 и 57], [5, стр. 143, 145].
Принцип взаимодействия мякоти мяса и рабочих органов машин. Принцип действия мясорубок (волчков) одинаковый. Продукт, попадая в зону резания, т.е. между вращающимися крестовидными ножами и неподвижными решетками измельчается до степени, соответствующей диаметру отверстий последней решетки.
Устройство машин. Техническая система мясорубки состоит из: винта крепления, (рис.1), который с помощью опоры крепится к столу, рукоятки , закрепленной с помощью винта со шнеком ,последний вращается во втулке и шнека , на конце шнека закреплены нож и решетка , которые в свою очередь вращаются и затянуты нажимной гайкой . Нажимной механизм (крышка) закреплен в верхней части мясорубки и способствует прижиму (придавливанию) мяса, продуктов и т.д.

Рис.1 Схема мясорубки
Расчет производительности. Производительность мясорубок определяют по формуле
![]() (1)
(1)
где Fo — суммарная площадь отверстий в первой ножевой решетке, ближайшей к шнеку, м2:
![]() (2)
(2)
здесь d0 — диаметр одного отверстия, м;
z0 — количество отверстий ножевой решетки, шт.;
v0 — скорость продвижения продукта через отверстие первой ножевой решетки.
Эту скорость можно определить как скорость перемещения гайки относительно винта вдоль его оси:
![]() (3)
(3)
здесь n — частота вращения шнека, мин -1; rн, rв— наружный и внутренний радиусы последнего витка шнека, м; Кв — коэффициент проворачивания продукта относительно шнека:
![]() (4)
(4)
здесь ω — угловая скорость шнека, рад/с; ωпр — угловая скорость продукта, рад/с; практически для мясорубок Кв = = 0,35—0,4; р — плотность продукта, кг/м3; φ — коэффициент использования площади отверстий первой ножевой решетки, φ = 0,7—0,8.
Основные правила техники безопасности. Перед включением машины необходимо убедиться, что корпус мясорубки надежно закреплен, а зажимная гайка не затянута. После проверки зануления (заземления) и включения электродвигателя следует завернуть гайку до появления незначительного усиления шума. Мясо или рыба, предварительно нарезанные кусочками массой 50...200 г и освобожденные от костей, сухожилий и пленок, проталкивают деревянным толкателем в загрузочную горловину. При этом запрещается сильно прижимать продукт к шнеку, так как это может вызвать перегрузку и вывод из строя электродвигателя. Подача мяса должна быть равномерной, без больших усилий. При длительной работе мясорубку надо периодически останавливать, а ножи и решетки очищать от сухожилий [4, с. 56].
Запрещается использовать мясорубку без загрузки, так как это ускоряет износ и ножей и решеток. Не рекомендуется измельчать в мясорубке сухари, сахар или соль, потому что эти продукты приводят к быстрому изнашиванию и затуплению рабочих органов.
Нельзя работать с мясорубкой без предохранительного кольца и оставлять ее во время работы без присмотра.
2 Конструктивные особенности мясорубок и мясорыхлителей за рубежом
Среди иностранных производителей мясорубок и мясорыхлителей мы можем выделить итальянскую фирму FHMH. Эта фирма является давним проверенным поставщиком качественного оборудования на российский рынок. Итальянская фирма FHMH производит профессиональную
мясоруб ку), сертифицированную на соответствие требований и нормативов безопасности Европейского Сообщества.
Мясорубка предназначена для помола любого мяса, в том числе с жилами, и пищевых смесей без содержания материалов, способных вызвать деформацию металлических деталей аппарата. Она является источником повышенной опасности, неквалифицированное использование может привести к тяжелым последствиям: порезам, электрическим травмам.
Мясорубка расчитана на эксплуатацию в сети однофазного переменного тока 220 В 50 Гц или трехфазного переменного тока 380 В 50 Гц с раздельным нулевым проводом и контуром заземления.
Перед началом работы особое внимание нужно обратить на правильность сборки: первой устанавливается подрезная решетка (с большими отверстиями), при этом сторона с большим диаметром отверстий должна быть обращена к шнеку, далее устанавливается 2-х сторонний нож, затем решетка с круглыми отверстиями и шайба. Запрещается перетягивание стопорной шайбы, что сопровождается заклиниванием ножа или его медленное вращение.
Перетягивание стопорной гайки, неправильная установка ножей и эксплуатация мясорубки в этом состоянии может привести к серьезным повреждениям двигателя, редуктора, шнека.
Основные правила при работе на мясорубке:
— нельзя разбирать машину при работе на мясорубке;
— нельзя включать разобранную машину;
— нельзя блокировать систему безопасности;
— нельзя помещать посторонние предметы в горловину мясорубки;
— не проталкивайте мясо руками в горловину мясорубки;
— не перегружайте машину продуктами.
При остановке мясорубки по причине блокировки шнека и ножей, немедленно отключите двигатель, разберите машины, устраните причину и только после этого можно приступать к дальнейшей работе.
Мясорубка снабжена линейным понижающим редуктором, погруженным в масло. Все рабочие элементы: корпус, шнек, фиксирующее кольцо, самозатачивающиеся ножи, решетки выполнены из нержавеющей стали. Низковольтный переключатель на 24 В, как и вентилируемый двигатель, является стандартом для всех моделей. Это требование станартов безопасности РФ.
Мясорубка снабжена тепловой защитой двигателя, которая срабатывает при перегрузке или блокировке двигателя.
Для возобновления работы, необходимо полностью обесточить машину, устранить причину перегрузки, после того, как двигатель остынет, начать работу. Фирма FHMH выпускает несколько моделей мясорубок. Таблица 1.
Техническая характеристика электромясорубок фирмы FHMH
Таблица 1
| Модель | Технические данные |
|
|
|
|
|
|
| Габариты 300 х 340 х 240 мм, |
|
| TS 8 | масса 8 кг, |
|
| односторонний нож + решетка | мощность 350 Вт, |
|
|
| производительность 50 кг/ч |
|
|
|
|
|
| TS 12 - TI 12 | Габариты 380 х 220 х 430 мм, |
|
| масса 18 кг, |
| |
| 2 решетки + двусторонний нож |
| |
| мощность 750 Вт, |
| |
| TS 22 - TI 22 |
| |
| производительность 180 кг/ч |
| |
|
|
| |
|
|
|
|
| TI 32 | Габариты 450 х 470 х 470 мм, |
|
| масса 25 кг, |
| |
| 2 двусторонних ножа + подрезная, |
| |
| мощность 2000 Вт, |
| |
| центральная и выходная решетки |
| |
| производительность 550 кг/ч |
| |
|
|
| |
|
|
|
|
Вывод: Требования к оборудованию предприятий общественного питания за рубежом более требовательны чем в России. Зарубежные производители стремятся к тому, чтобы их оборудование было сертифицированную на соответствие требований и нормативов безопасности Европейского Сообщества.
При сравнении мясорубок отечественного производства и заграничных, мы можем сказать, что импортное оборудование имеет большую мощность, сто вызывает соответственно более жёсткие требования техники безопасности при работе с ними.
Отличием является то, что мясорубка снабжена тепловой защитой двигателя, которая срабатывает при перегрузке или блокировке двигателя.
Конструктивные особенности машин используемых в кондитерской промышленности в Росийской Федерации и за рубежом
2.1 Машина для взбивания пищевых сред в РФ
Сущность технологического процесса. Мы рассмотрим машину для взбивания на примере взбивальной машины периодического действия марки МВ-35 с вертикальной осью вращения взбивального органа. Она применяется для взбивания сливок, яиц, кремов и других кондитерских масс, а также для замешивания сахарных сортов теста для венских изделий и бисквита [4, с. 82-85].
Сущность взбивального процесса заключается в том, что взбиватель вращается с заданной частотой вокруг своей оси и медленно вокруг оси бачка, перемешивая инградиенты, а так же насыщаяется воздухом. [4, с. 80]; [5, с. 231]
Взбивальная машина типа МВ-35М
Машина [2, с. 394-395]; [4, с. 83]; [16, с. 123] предназначена для взбивания различных кондитерских смесей.
Кроме нее на предприятиях общественного питания используются взбивальные машины МВ-6 и МВ-60.
Рабочими инструментами [2, с. 388]; [4, с. 82] служат легкосъемные взбиватели.
Прутковые венчики различных форм применяют для взбивания жидких смесей; плоскорешетчатые и фигурные взбиватели – для взбивания густых смесей.
Для взбивания крутого теста применяют крюкообразные и рамные взбиватели. Для взбивания густых кремов, песочного теста применяют лопастной взбиватель.
Принцип взаимодействия пищевой среды и рабочего органа машины. Пищевую среду помещают в бачёк. Взбиватель, совершает сложное движение: вращается с большой частотой вокруг своей оси и медленно вокруг оси бачка. Это позволяет делать устройство механизма. Структура механизма следующая: Вариатор состоит из двух шкивов с раздвижными конусными дисками, специального вариаторного ремня и механизма регулировки. Нижний диск ведущего шкива укреплен на валу электродвигателя неподвижно, а верхний (поджатый пружиной) может перемещаться относительно нижнего. В ведомом шкиве верхний диск неподвижно закреплен на валу зубчатой передачи, а нижний может перемещаться под действием вилки и винта с маховиком механизма регулировки. При вращении маховика по часовой стрелке диски ведомого шкива сближаются и диаметр рабочей поверхности шкива увеличивается. Одновременно ремень, преодолевая давление пружины, раздвигает диски ведущего шкива, благодаря чему диаметр его рабочей поверхности уменьшается. Частота вращения взбивателя при этом уменьшается. При вращении маховика против хода часовой стрелки частота вращения взбивателя увеличивается. Вращение от ведемого шкива через вал-шестерню и зубчатое колесо передается на вал планетарного механизма, ось которого совпадает с осью бачка . В корпусе планетарного механизма находится вал взбивателя с шестерней. При вращении корпуса шестерня обкатывается по неподвижному зубчатому колесу с внутренними зубьями и взбиватель совершает сложное движение: вращается с большой частотой вокруг своей оси и медленно вокруг оси бачка. Вал взбивателя уплотнен на выходе каркасным сальником и войлочным кольцом.
В зависимости от вида взбиваемого продукта применяется один из четырех венчиков: замкнутый, крючкообразный, четырехлопастный и прутковый.
Взбиватель (венчики) крепится на конце вала штифтом. На бачке устанавливается обечайка , предотвращая разбрызгивание взбиваемых продуктов. Бачок крепится на кронштейне, который может перемещаться по вертикальным направляющим станины при помощи червячной пары, шестерни и рейки. Подъем и опускание бачка осуществляется вручную маховичком.
Устройство взбивальной машины Взбивальная машина имеет следующее устройство – рис. 2.
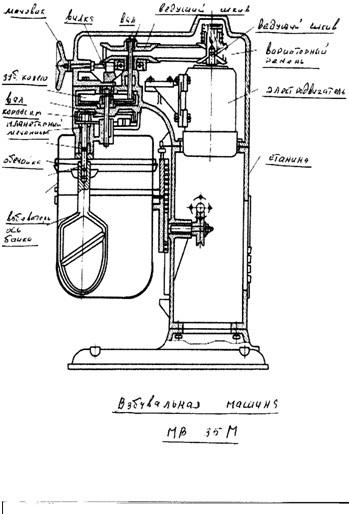
Рис.2 Взбивальная машина МВ 35М
Расчет производительности. Производительность смешивающих устройств П (кг/с) определяют по следующим формулам:
барабанного смесителя
![]() (1)
(1)
где: V - объем барабана, занимаемый продуктом, м3; ρ - плотность продукта, кг/м3; mП - число перемещение продукта в барабане; n- частота вращения барабана, с-1; tз - время загрузки барабана, с; tР - время разгрузки барабана, с;
шнекового смесителя
![]() (2)
(2)
где: V - вместимость смесителя, м3; α0 - коэффициент заполнения смесителя; tn - продолжительность перемешивания, с.
Мощность, необходимую для привода перемешивающих устройств, N (кВт) рассчитывают следующим образом:
барабанного смесителя
![]() (3)
(3)
где: Кт - приведенный коэффициент трения скольжения (Кm=0,6…0,8); rц - радиус цапфы вала барабана, м; b - расстояние от оси вращения до центра тяжести продукта, м; ω - угловая скорость барабана, рад/с; h - высота подъема продукта от горизонтального положения, м,
![]() (4)
(4)
здесь φ - угол естественного откоса; t - время подъема продукта на высоту h, с; mб, mпр - масса барабана и продукта, кг;
шнекового смесителя
![]() (5)
(5)
где: П - максимальная производительность смесителя, кг/с; Lc, Ln - длина смесительного и подающего шнеков, м; Кс - коэффициент сопротивления движению
![]() (6)
(6)
здесь ψ=1,25…1,50 - эмпирический коэффициент; ρ - плотность продукта кг/м3; ηа - коэффициент запаса мощности (ηα=1,20…1,25);α - угол наклона подающих шнеков к горизонту, град (α=8°);
При подборе электродвигателя для мешалок мощность его принимают с запасом на 50 % больше расчетной.
Основные правила техники безопасности. При работе на взбивальных машинах необходимо соблюдать технику безопасности:
· перед началом работы необходимо проверить исправность машины или механизма на холостом ходу;
· во время работы машины не рекомендуется добавлять в бачок продукты, т.к. это может привести к травмированию рук;
· для контроля готовности продукта в машинах тумблером включают лампу подсветки;
· запрещается снимать бачок и взбиватели до полной остановки машины или механизма[4, с. 86].
2.2 Конструктивные особенности оборудования для производства кондитерских изделий за рубежом
Технологическое оборудование для производства кондитерских и
кулинарных изделий выпускают более 800 фирм из двадцати стран мира.
Тестомесительные машины периодического действия изготовлены для периодического приготовления порционного теста. Эти и другие машины производят с подкатными или стационарными дежами. Многие машины имеют опрокидывающий механизм и две скорости вращения месительных органов.
Вместимость дежей, конфигурация месильных органов самая различная. Габариты машин зависят от объема месильной емкости, которые колеблятся от 20 до 250 л.
Фирма "МОНО" производит спиральную тестомесильную машину с различным объемом загрузки дежи (от 20 до 250 кг). Рабочие детали машин изготовлены из нержавеющей стали и взаимозаменяемые на всех машинах. На отдельных машинах есть возможность прокламирования рабочих циклов. Блок управления машин имеет автоматический стартер и таймер, а так же механизм для наклона дежи.
Техника безопасности при работе на данной машине аналогична при работе на тестомесительных машинах отечественного производства.
Вывод: Удобной особенностью импортного оборудования для взбивания пищевых сред является то, что они снабжены прокламированием рабочих циклов .
Конструктивные особенности газовых плит выпускаемых промышленностью в Российской Федерации и за рубежом
3.1 Конструктивные особенности газовых плит выпускаемых промышленностью в Российской Федерации
Сущность технологических процессов, реализуемых с помощью плиты.
Технологический процесс приготовления пищи – это совокупность операций, посредством которых сырье превращается в готовый продукт. Одной из основных операций технологического процесса является тепловая обработка, т.е. доведение до состояния кулинарной готовности, характеризующейся определенными для каждого вида продуктов органолептическими показателями: консистенцией, вкусом, цветом, запахом.
В большинстве случаев при приготовлении пищи продукты варят, жарят, тушат, т.е. подвергают тепловой обработке. Под действием определенного количества тепла продукты изменяют физико-химические свойства: жиры плавятся, белки свертываются, меняется вкус, цвет, запах и 1Л Кроме того, под действием высокой температуры уничтожается в продуктах переработки болезнетворная микрофлора. [4, с. 94]
При тепловой обработке продуктов на газовой плите происходит естественный самопроизвольный переход тепла от его источника к нагреваемому продукту, поскольку источник тепла всегда более нагрет, чем продукт.
Варка пищевых продуктов осуществляется в технологических жидкостях (вода, молоко), являющихся компонентами кулинарной продукции. Для всех видов варки характерны две стадии, быстрый нагрев жидкой среды и слабый нагрев.
Процесс жарки продуктов осуществляется без добавления жидкой среды. Жарку продуктов производят в неглубокой посуде — сковороде и во фритюре, когда продукт полностью загружают в горячий жир.
На предприятиях общественного питания используют и вспомогательные способы тепловой обработки продуктов. К ним относятся: тушение, ошпаривание, опаливание
Принцип взаимодействия обрабатываемых пищевых сред и греющих поверхностей. Теплообмен происходит при соприкосновении горящего материала с ёмкостью в которой готовят пищу. Основным рабочим элементом конструкции любой плиты служит горизонтальная нагретая поверхность или огневая конфорка. Плиты предназначены в основном для тепловой обработки пищевых продуктов в наплитной посуде, реже – непосредственно на жарочной поверхности. Жарочная поверхность по периметру может быть ограничена необогреваемой поверхностью, называемой бортовой, а также поручнями. Жарочная поверхность крепится к корпусу – основанию, в котором могут быть размещены жарочный и инвентарный шкафы [4, с. 98].
Принцип действия плит с любым видом подвода энергии основан на передаче теплоты с обрабатываемой среде путем теплопроводности через многослойную разделительную стенку, представляющую собой систему жарочная поверхность – наплитная посуда. При этом наплитная посуда или жарочная поверхность как часть этой системы могут отсутствовать. В первом случае продукт подвергается тепловой обработке непосредственно на жарочной поверхности (жарка блинов, оладий, яичницы и т.д.), во втором случае пламя или продукты сгорания воздействуют непосредственно на днище наплитной посуды.
Устройство плиты. Плита газовая секционная модулированная имеет следующее строение (рис. 3).

Рис.3. Плита газовая секционная модулированная
Расчет производительности. При расчете жарочной поверхности плиты следует рассмотреть два случая: расчет жарочной поверхности плиты с конфорками для наплитной посуды; расчет жарочной поверхности плиты с конфорками для непосредственной жарки.
Расчет жарочной поверхности плиты для посуды производится по формуле F = n*f/, (1)
где F - площадь жарочной поверхности плиты, используемая для приготовления данного блюда, м ; n - количество посуды, необходимой для приготовления данного блюда за расчетный час, шт.; f - площадь, занимаемая единицей наплитной посуды или функциональной емкостью на жарочной поверхности плиты; - оборачиваемость площади жарочной поверхности плиты, занятой посудой за расчетный час.
Оборачиваемость площади жарочной поверхности плиты зависит от продолжительности тепловой обработки и определяется из следующего соотношения = 60/t, (2)
где t - продолжительность тепловой обработки продукта, мин.
Жарочная поверхность плиты, используемая для приготовления всех видов блюд, определяется как сумма поверхностей, используемых для приготовления отдельных видов блюд F = (n*f / ) + (n*f / ) +...+ (n*f / ) = (n*f/). (3)
К полученной жарочной поверхности плиты прибавляют 30% на неплотности прилегания посуды и мелкие неучтенные операции.
Основные правила техники безопасности. Перед включением газовой плиты необходимо убедиться, что все краники верхних горелок и духового шкафа закрыты положение ручек краников горизонтальное.
Чайники или кастрюли не рекомендуется,заполнять полностью, так как при закипании вода может попасть на горёлку и загасить пламя, что может привести к загазованности кухни (квартиры) и возможным взрывам. При пользовании посудой c широким дном над горелкой необходимо установить металлическую подставку c высокими ребрами.
При розжиге горелки духового шкафа необходимо: в течении 2-3 минут проветрить духовой шкаф путем открытия дверцы. Открыть лючок, расположенный над горелкой. Зажженную спичку или жгутик бумаги поднести к горелке и открыть краник духового шкафа. Если в духовом шкафу расположены две горелки пламя необходимо подносить поочередно к обеим горелкам.
5. Выключение плиты производится путем закрытия краников на горелке поворотом ручки до упора и крана перед плитой (или вентиля на баллоне). После чего форточку можно закрыть.
Запрещается
1. Допускать к пользованию плитой детей дошкольного возраста и лиц, не знакомых c правилами пользования газовыми приборами.
2. Оставлять работающую плиту без присмотра.
3. Сушить над плитой белье.
4. Использовать плиту для обогрева помещения кухни.
5. Спать в помещении, где установлена плита.
6. Самовольно производить замену или перестановку плит, a также изменение газовой разводки.
3.2 Конструктивные особенности газовых плит выпускаемых промышленностью за рубежом
Сегодня на отечественном рынке представлены самые разнообразные модели газовых и газоэлектрических плит и варочных панелей, выпускаемых под торговыми марками AEG, BOSCH, GAGGENAU,
ÜPPERSBUSCH, IMPERIAL, KAISER, MIELE & Cie, SIEMENS, MAGOTRA (Германия), ARDO, SMEG, ARISTON, CANDY, INDESIT, ZANUSSI (Италия), FAGOR (Испания), BEKO (Турция),ELECTROLUX (Швеция), GORENJE (Словения), WHIRLPOOL (США). Диапазон цен на импортные плиты весьма широк - от $ 200-250 (модели CB 540 G6 R1 White от ARDO, BRG 5512 I от BEKO, K 241 GW/R от INDESIT) до $ 2500-4000 (модели А2, А3 от SMEG). Заметную конкуренцию импортным производителям составляют отечественные компании DE LUXE, "ГАЗМАШ", "ЛЫСЬВА" и белорусская "ГЕФЕСТ", предлагающие сравнительно недорогие плиты стоимостью $ 150-250.
Принципиальная конструкция устройств для приготовления пищи на газу не изменилась за все время их существования.
Горелки оборудованы поворотными регуляторами подачи газа, с помощью которых задается необходимая интенсивность нагрева. Ручки-регуляторы выведены на переднюю или (реже) верхнюю панель плиты. Количество конфорок может варьироваться от двух (настольные и переносные плиты, например, модели ПНС-2 и ПНС-2Д100 от "ГЕФЕСТ") до шести (модели А2, А3 от SMEG). Верхняя часть плиты с конфорками называется варочной панелью. Под ней расположена духовка, оборудованная собственной газовой горелкой или электрическим нагревателем.
Между собой варочные панели различаются не только по числу горелок, но и по вырабатываемой каждой горелкой мощности. Большинство имеет мощность 1,5-2 кВт; существуют также горелки пониженной (порядка 1 кВт) и повышенной (свыше 3 кВт) мощности. Многие импортные газовые плиты оснащаются четырьмя конфорками, две из которых - со стандартными горелками, одна - повышенной мощности, одна - пониженной. Реже встречаются другие варианты комплектации варочных поверхностей. Скажем, модели с двумя стандартными горелками и двумя горелками повышенной мощности (КМ 417 от MIELE & Cie) или же с пятью конфорками (C 659 BX от ARISTON, HM 19550EU от SIEMENS).
Многие производители не ограничиваются конфорками мощностью 1-3,5 кВт. Сравнительно недавно в мире газовых плит появились двухконтурные газовые конфорки (ими оборудованы модель HM 19550EU от SIEMENS, встраиваемые варочные панели KM 406 от MIELE & Cie, SRV576X от SMEG) и даже трехконтурные конфорки (в моделях EC 7968 W от GORENJE, PCL 785 DEU от BOSCH, CP 647 GT от ARISTON). В таких конфорках можно получать не один контур пламени (так называется кольцо из язычков огня), а два или три, расположенных один внутри другого. Благодаря этому производится более интенсивный нагрев не по периферии конфорки, как обычно, а по всей ее площади. Управление всеми контурами осуществляется с помощью одной ручки. Многоконтурные конфорки отличаются очень широким диапазоном вырабатываемой мощности. Например, в модели HM 19550EU максимальная мощность конфорки Wok составляет 5,75 кВт, что позволяет готовить блюда за считанные минуты. Минимальная же мощность включения (при этом газ подается только на внутренний контур) составляет всего 180 Вт. Это идеально, например, для приготовления кофе и аналогичных "деликатных" операций.
Среди других полезных приспособлений в газовых плитах встречаются системы электроподжига (электрозажигания) и газ-контроля. Система электроподжига представляет собой искровую свечу зажигания, встроенную в конфорку. Электроподжиг может быть ручным и автоматическим. Газ-контролем называется специальная термоэлектрическая система, которая блокирует подачу газа, если огонь случайно погаснет или газ изначально не подожгли (не сработал электроподжиг). Подобной системой может снабжаться одна духовка, а может - и духовка и конфорки. Например, модели серии K 642 INDESIT оснащаются газ-контролем для духовки (модель K 642 G) и газ-контролем для конфорок, духовки и гриля (модель K 642 GS). "Тотальный" газ-контроль, конечно, надежнее, но с ним плита будет стоить на 10-15% дороже.
Помимо числа конфорок и их мощности, импортные газовые плиты различаются по своим габаритным размерам, конструкции духовки (электрическая или газовая) и материалу, из которого изготовлена варочная панель. Габариты плит стандартизированы. Чаще всего эти бытовые приборы выпускаются высотой 85 см и размерами в плане (глубина × ширина) 50 × 50, 50 × 60, 55 × 55, 60 × 60 см. Встречаются плиты с размерами в плане 90 × 60 см, оборудованные пятью конфорками (модели HM 19550EU от SIEMENS, GMS 755.1 E от KÜPPERSBUSCH, C 659 BX от ARISTON, PCL 785 DEU от BOSCH), и 120 × 60 см с шестью конфорками (модели А2, А3 от SMEG). Но такие изделия относятся к элитарной технике - даже модели с пятью конфорками стоят $ 600-1200. Конкурентоспособность плит указана на рис. 4.
|
| ||||||||
|
| |||||||
|
Рис.4. Конкурентоспособность плит газовых |
| |||||||
|
| ||||||||


Наряду с газовыми духовками в импортных плитах широко применяются электрические. По своей конструкции электродуховки в газовых плитах не отличаются от аналогичных духовок в электроплитах - и те и другие могут оснащаться грилем, микроволновой печью, устройством автоматической регулировки температуры и другими приспособлениями. В газовых духовках из дополнительных устройств встречается газовый гриль, механический таймер, электрическая подсветка камеры духовки. Среди нововведений стоит отметить дверцу с безопасным остеклением. В такой дверце устанавливается двух- или трехкамерный стеклопакет с высокими теплоизолирующими свойствами. Оценить его качество можно по степени нагрева внешней поверхности стекла после интенсивного использования духовки. Так, стекло в духовых шкафах AEG, оборудованных системой Isofront plus, нагревается не более чем до 50°С, а с системой Isofront top - до 40°С (после часового прогрева духовки при температуре 200°С). Аналогичные системы используются и у других производителей, например система Ultra Cool Door в аппаратах GORENJE.
Что касается материала и внешнего вида варочной панели, то здесь можно выделить две группы устройств. К первой относятся варочные панели с "традиционным" обликом. В них используется либо эмалевое покрытие (не обязательно белого, но и антрацитово-черного, коричневого, серебристого цвета), либо "чистая" нержавеющая сталь. Такие панели снабжены съемными чугунными рамками-держателями для кастрюль. Рамки бывают сплошными или разделенными на секции. Последний вариант удобнее тем, что держатели легче чистить и можно мыть в посудомоечной машине. Конфорки в подобных панелях обычно изготавливаются из чугуна, иногда из латуни и стали. Чугунные конфорки внешне не особенно привлекательны, но считается, что они самые надежные и практически не прогорают. Сталь и латунь не обладают столь "безупречной репутацией", однако необходимо помнить, что металл металлу рознь. Поэтому не стоит сравнивать латунные конфорки на дешевых плитах с латунными же конфорками на варочных панелях GAGGENAU, где они используются не только с обычными горелками, но и с горелками самой высокой мощности Wok (модели VG 231, VG 330). Из материалов, "скомпрометировавших" себя, можно назвать силумин. Горелками из него оснащались некоторые модели плит марки "Дружковка", выпускавшихся на Украине лет 10 назад. Такие горелки, действительно, с течением времени деформировались под действием высоких температур.
К другой группе устройств относятся газовые плиты с варочной панелью из стеклокерамики. Такие панели часто называют "газ на стеклокерамике". Этот материал наряднее эмали. Кроме того, плоскость между конфорками нагревается гораздо слабее, нежели традиционная металлическая (благодаря особой структуре стеклокерамических панелей в них происходит направленная передача тепла - "вбок" оно не уходит), а ее исключительно гладкую поверхность легко мыть и чистить. К минусам стеклокерамики относится "сахаробоязнь". При случайном попадании на горячую панель сахара (чаще всего это происходит при варке варенья) стеклокерамика вступает с ним в химическую реакцию, и в результате на поверхности остаются пятна и выщерблины. Так что если на стеклокерамику случайно попал сахар (неважно, чистый ли или в виде сиропа, раствора и т. п.), необходимо его немедленно убрать. Это не всегда удобно, особенно когда идет интенсивная готовка с одновременным использованием нескольких конфорок - и стирать сладкое пятно несподручно, и плиту "разгружать" хлопотно.
Да и обычное "убегание" молока, бульона и каши для стеклокерамики чревато непредсказуемыми последствиями. В отличие от эмалированных панелей, которые имеют углубленную форму, стеклокерамические поверхности абсолютно плоские, и убегающая жидкость может залить не только саму панель, но и разделочный столик, холодильник, пол - словом, все, что окажется поблизости. Неудивительно, что опытные домохозяйки предпочитают перестраховываться и готовят склонные к убеганию жидкости в специальной посуде (например, суп - в глубокой кастрюле с очень высокими стенками).
Особо стоит упомянуть варочные панели, оборудованные системой "газ под стеклом" (модели GCM 642.I M от KÜPPERSBUSCH, Gas Under Glass от HANSA). В этих устройствах газовые конфорки расположены не "над", а "под" монолитной стеклокерамической плитой. К их достоинствам относится более высокая пожарная безопасность (нет открытого огня, меньше риск воспламенения и порчи случайно оказавшихся в зоне нагрева "посторонних предметов", например рукоятки сковороды, стоящей на соседней конфорке). Плюс оригинальный внешний вид и простота в очистке абсолютно гладкой поверхности стеклокерамики. К недостаткам следует причислить сравнительно высокую цену (так, модель GCM 642.I M от KÜPPERSBUSCH обойдется покупателям в сумму порядка $ 900, а модель Gas Under Glass отHANSA - в $ 600) и необходимость содержать вентиляционные отверстия плиты (они расположены в месте примыкания панели к стене) в "чистоте и порядке". Их необходимо беречь от попадания посторонних предметов и "убежавших" с плиты жидкостей, чтобы обеспечить нормальный приток воздуха и отвод продуктов горения.
Газовые варочные панели
Таблица 2.
| Модель | Производитель, страна | Габаритные размеры (В × Ш × Г), см | Число газовых конфорок, их мощность, кВт | Материал варочной панели и ее конструктивный тип | Цена, $ |
| 6561 GM | AEG, Германия | - | 1-3,0; 2-2,0; 1-1,0 | Стеклокерамика, "газ на стекле" | - |
| P 900/1 SD | CANDY, Италия | 30 × 90 × 51 | 1-3,3; 2-2,95; 1-1,5; 1-1,1 | Нержавеющая сталь | - |
| Hansa Gas Under Glass | MAGOTRA, Германия | - | 4 | Стеклокерамика, "газ под стеклом" | - |
| GMS 64 W | GORENJE, Словения | 4,7 × 60 × 53 | 1-3,0;1-1,65; 1-1,65; 1-1,0 | Белая эмаль | 200 |
| Ariston PO 740 ES | MERLONI, Италия | - | 1-3,0; 2-1,9; 1-1,0 | Нержавеющая сталь | 490 |
| P705 | SMEG, Италия | 3,8 × 72 × 51 | 1-2,0; 2-1,0; 1-3,0; 1-1,6 | Нержавеющая сталь | 880 |
| GCM 642.1 M | KÜPPERSBUSСH, Германия | 8 × 58,4 × 51,4 | 2-2,5 | Стеклокерамика, "газ под стеклом" | 900 |
| KM 417 | MIELE & Cie, Германия | 5,5 × 56 × 50 | 2-1,75; 2-3 | Стеклокерамика, "газ на стекле" | 1380 |
| KG260-224 | GAGGENAU, Германия | 51 × 58 × 5,5 | 2-2,8; 2-1,9 | Алюминий, нержавеющая сталь | 2270 |
| ER 71555EU | SIEMENS, Германия | 4,5 × 56 × 49 | 1-2,8; 2-1,9; 1-1,1 | Стеклокерамика, "газ на стекле" | - |
Главная же проблема "газа под стеклом" - качество бытового газа. Для таких панелей требования к его чистоте очень высоки. Газ с примесями слегка коптит при горении, из-за чего на стеклокерамической панели, контактирующей с пламенем, появляются следы сажи. Скорость их появления зависит от степени загрязненности используемого газа, которая неодинакова для разных городов России, - пятна сажи могут появиться и через неделю, и через несколько месяцев. Очистить их самостоятельно невозможно, придется вызывать мастера (стоит эта услуга $ 30-40). Чтобы уменьшить скорость образования пятен, при подключении панели мастер должен как можно тщательнее отрегулировать работу горелки.
Помимо отдельно стоящих плит, на кухнях используются встраиваемые газовые варочные панели, которые по принципу работы не отличаются от варочных панелей обычных плит. Такие панели встраиваются в кухонную столешницу и подключаются к газовой трубе точно так же, как плиты (речь об этом пойдет ниже).
Некоторые встраиваемые варочные панели входят в серии встраиваемой кухонной техники, объединенной общим дизайном (подобные наборы Domino, Combi, Varioline выпускаются компаниями MIELE & Cie, AEG,GAGGENAU, KÜPPERSBUSCH, SMEG, SIEMENS, IMPERIAL). В серии (они часто называются модульными), наряду с газовыми панелями, входят встраиваемые электрические панели, грили, фритюрницы, настольные вытяжки, а в комплектах MIELE & Cie - еще и подставка-весы. Используя модульные серии, хозяин сам решает, какие элементы ему нужны, а какие нет. Таким образом, "наборная" плита может быть электрической, газовой или газоэлектрической, с одной, двумя или четырьмя газовыми конфорками.
Газоэлектрические панели могут быть не только "наборными" и встраиваемыми, но и входить в комплектацию отдельно стоящих плит. Такие модели выпускаются достаточно широко (в их числе А631 Е BW от ARDO, C 619 MW от ARISTON, BRG 5514 G от BEKO, K 272 W от GORENJE, "Брест 3110-03" от "ГЕФЕСТ"). Как правило, выпускаются плиты с тремя газовыми конфорками и одной электрической. Исключение составляет K 272 W от GORENJE, в которой предусмотрены две газовые и две электрические конфорки.
Вывод: В импортных газовых плитах включена системы электроподжига (электрозажигания) и газ-контроля. Система электроподжига представляет собой искровую свечу зажигания, встроенную в конфорку.
Наряду с газовыми духовками в импортных плитах широко применяются электрические
Особо стоит упомянуть варочные панели, оборудованные системой "газ под стеклом" (модели GCM 642.I M от KÜPPERSBUSCH, Gas Under Glass от HANSA). В этих устройствах газовые конфорки расположены не "над", а "под" монолитной стеклокерамической плитой. К их достоинствам относится более высокая пожарная безопасность
Главная же проблема "газа под стеклом" - качество бытового газа. Для таких панелей требования к его чистоте очень высоки. Газ с примесями слегка коптит при горении, из-за чего на стеклокерамической панели, контактирующей с пламенем, появляются следы сажи.
Конструктивные особенности сковороды электрической используемых в Российской Федерации и за рубежом
4.1 Конструктивные особенности сковород электрических в РФ
Сущность технологического процесса. В настоящее время на предприятиях общественного питания широко используются электрические сковороды только с непосредственным обогревом – это скороды СЭСМ-0,2 и СЭСМ-0,5. Кроме этого в эксплуатации имеются сковороды СКЭ-0,3; СЭ-1 и СЭ-2, а также сковороды СЭ-0,45 и СЭ-0,22, которые предназначены для работы с функциональными емкостями. [4, с.134]
Принцип взаимодействия обрабатываемой пищевой среды и греющей поверхности. Сковорода электрическая секционно-модулированная СЭСМ-0,2 [4, с. 135-136] имеет прямоугольную стальную чашу, облицованную стальными листами, покрытыми белой эмалью, установленную на двух тумбах. Чаша имеет слив для слива жира. Сверху она закрывается откидной крышкой, которая фиксируется двумя пружинами растяжения, размещенными внутри тумб.
Между чугунной чашей и облицовкой проложен слой асбеста и фольги, служащий тепловой изоляцией.
Для автоматического поддерживания заданной температуры сковороды на задней стороне ее чаши смонтирован терморегулятор ТР-4К. В правой тумбе размещен механизм опрокидывания чаши, позволяющий поворачивать ее на 180 0С. Емкость чаши 36 дм3 (л). Время разогрева до 350 0С 45 мин.
Сковорода электрическая с косвенным обогревом СКЭ-0,3 [4, с. 136-138] отличается от СЭСМ-0,2 и СЭСМ-0,5 способом передачи тепла к загрузочной чаше. Тепловая энергия к поверхности чаши передается через промежуточный теплоноситель - минеральное масло. Масло нагревается с помощью 6-ти тэнов.
В сковороде газовой секционной модулированной СГСМ-0,5 обогрев рабочей чаши происходит за счет непосредственно расположенной под ней камеры сгорания.
Сковорода газовая СКГ-0,3 с косвенным обогревом отличается от сковород с непосредственным обогревом тем, что рабочая чаша ее обогревается с помощью промежуточного теплоносителя – минерального масла.
Устройство сковороды указана на рис.5.
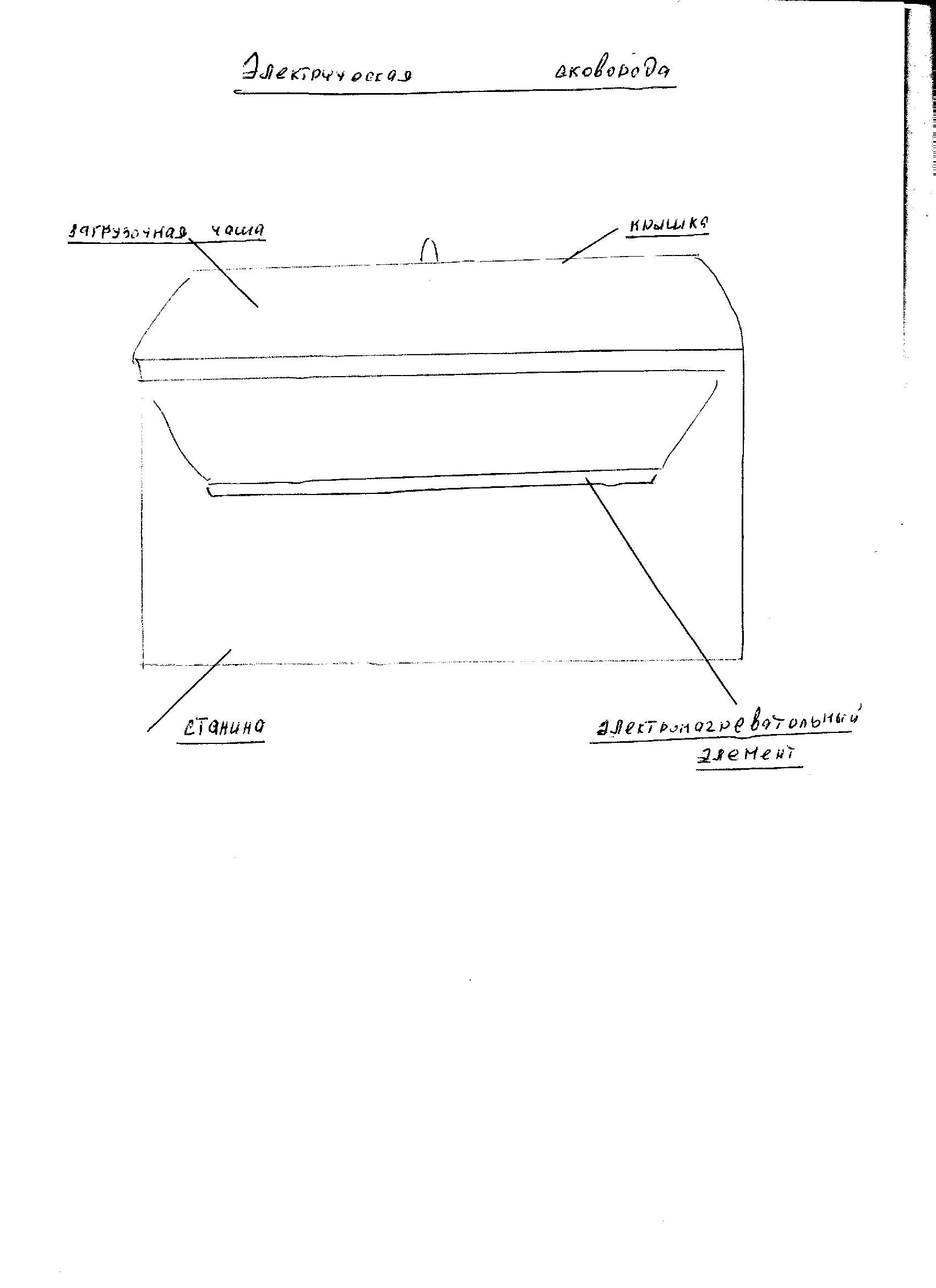
Рис.5. Схема электрической сковороды.
Основные правила техники безопасности. При эксплуатации электросковороды соблюдают следующие правила техники безопасности: осмотр аппаратов, включение их в работу, контроль за работой аппарата, выключение аппарата.
Перед началом работы проверяют санитарно-техническое состояние. Особое внимание обращается на исправность заземления.
В электрические сковороды с непосредственным или косвенным обогревом сначала в чашу наливают необходимое количество жира и только потом включают ее в работу. При достижении заданной температуры в чашу сковороды загружают продукты.
Сковороды с непосредственным обогревом включают в работу нажатием кнопки «Вкл.». Если аппарат не имеет автоматического регулирования, его включают на полную мощность, а после разогрева переключают на температурный режим, необходимый для данного процесса.
Не следует включать сковороду и оставлять ее без присмотра, а так же если в чаше нет жира. Несоблюдение этого требования может привести к обгоранию чаши, а также к преждевременному выходу из строя нагревательных элементов.
После окончания работы сковороду отключают, охлаждают, терморегулятор устанавливают на «0» и проводят санитарную обработку. Пригоревшие к чаше частички продукта соскабливают деревянным скребком. После мытья чаши горячей водой ее на некоторое время оставляют открытой для просушки, а затем смазывают пищевым жиром. [4, с.233]
Конструктивные особенности сковород электрических за рубежом
Электросковороды FALCON выпускают 2-х типоразмеров с ручным или электрическим опрокидыванием ванны. Прочная рамная конструкция, литая ванна из полированного чугуна, основные элементы конструкции выполнены и нержавеющей стали. Электросковорода — многофункциональный кухонный прибор, который может быть использован для приготовления супов, пассировки, тушения, жарки и прочих методов приготовления различных блюд.Установленный симмерстат позволяет точно регулировать температуру. Округлая форма ванны, внешней конструкции и 50 мм ножки соответствуют самым строгим гигиеническим требованиям. Специальный датчик автоматически отключает нагревание при прокидывании ванны. Модели зарубежных электрических сковород указаны в таблице 3.
| Технические характеристики электросковород Таблица 3 |
| |||||||||||
|
|
|
|
|
|
|
|
| |||||
| Модель | Е1962 |
| Е1965 |
| Е1994 |
| Е1995 | |||||
|
|
|
|
|
|
|
|
| |||||
| Внутренний | 500 х 530 х 140 |
| 800 х 530 х 140 | |||||||||
| размер ванны, мм |
| |||||||||||
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
| |||||
| Наличие |
|
|
|
|
|
|
| |||||
| электрического | нет |
| есть |
| нет |
| есть | |||||
| привода |
|
|
| |||||||||
|
|
|
|
|
|
|
| ||||||
| опрокидывания |
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
| |||||
| Размеры, мм |
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
| |||||
| длина |
| 600 |
| 900 |
| |||||||
|
|
|
|
|
|
| |||||||
| глубина |
| 770 |
| 770 |
| |||||||
|
|
|
|
|
|
| |||||||
| высота |
| 870 |
| 870 |
| |||||||
|
|
|
|
|
|
| |||||||
| Масса, кг |
| 123 |
| 165 |
| |||||||
|
|
|
|
|
|
|
|
| |||||
Вывод: Электросковороды импортного производства и отечественного практически не имеют конструктивных отличий.
5. Конструктивные особенности контрольно-кассового оборудования выпускаемого промышленностью в Российской Федерации и за рубежом
5.1 Конструктивные особенности контрольно-кассового оборудования выпускаемого промышленностью в Российской Федерации
Основные узлы. Контрольно-кассовые машины имеют следующие основные узлы:
1) устройство ввода;
2) устройство индикации;
3) оперативно-запоминающее устройство;
4) чекопечатающее устройство;
5) замок режимов и ключи и др.
Устройство ввода представляет собой клавиши для набора сумм, номера счетчика секции, номера и пароля кассира, клавиши сброса коррекции аннулирования предварительного и общего итога, программирования заголовка чека.
Устройство индикации состоит из двух индикаторов для кассира и покупателя и показывает суммы, проведенные через кассовый аппарат, номер секции, сумму взноса покупателей и сдачу и.т.д.
Оперативно-запоминающее устройство предназначено для подсчета выручки и контроля. Оно состоит из суммирующих контрольных и операционных счетчиков.
Суммирующие счетчики служат для учета нарастающим итогом поступающих в кассу денег. Они могут быть секционными, итоговыми и для подсчета частных итогов. Емкость суммирующих счетчиков до девяти рядов.
Контрольные счетчики служат для контроля работы на кассовой машине и предупреждения злоупотреблений. Принудительного перевода на нули контрольные счетчики не имеют.
Чекопечатающее устройство предназначено для печатания и выдачи чека и печатания реквизитов на контрольной ленте. Оно состоит из печатающих дисков, механизма окрашивания, устройства чековой ленты, устройства для намотки контрольной ленты (катушки).
Замки и ключи – для запирания кассовой машины и ее отдельных частей, снятия показаний суммирующих счетчиков, для перевода суммирующих счетчиков на нули, для тестирования, программирования.
Функции машин, связанных с обслуживанием покупателей. Электронные контрольно-кассовые машины [1, с. 264-294], применяемые в торговле, выполняют следующие операции связанные собслуживание покупателей:
- ведут учет полученных от покупателя денег;
- печатают чек с указанием уплаченной суммы шифром (т.е. условным знаком), датой и т.д.;
- печатают на контрольной ленте все реквизиты чека, указывают на индикаторе номер секции и приведенную сумму;
- выдают чек со стоимостью покупки и сдачи;
Кассовая машина предназначена для автоматизации учета, контроля и первичной обработки информации кассовых операций [11, с. 55]
Кассовая машина регистрирует проводимые через нее суммы, подсчитывает стоимость весового или штучного товара, суммарную стоимость покупок и величину сдачи.
Основные правила эксплуатации контрольно-кассовых машин. Каждая кассовая машина, поступающая в торговую организацию, должна иметь шильдик (металлическую табличку), закрепленный на кожухе. Шильдик содержит следующие сведения: тип кассовой машины и заводской номер, который указывается на маркировочной табличке, в паспорте и упаковочном листе ККМ, а также печатается на всех кассовых документах.
Кассиры, допущенные к эксплуатации ККМ, должны хорошо знать устройство кассовых машин, на которых они работают. На каждую ККМ в торговых организациях заводится
Места, где устанавливаются ККМ, должны быть оборудованы в соответствии с требованиями эксплуатационной документации и действующими нормативами.
Подготовка кассовых машин к работе
1. Ввод в эксплуатацию новых ККМ производит механик из организации, осуществляющей гарантийное и техническое обслуживание и ремонт данного типа машин. При вводе в эксплуатацию электронных ККМ и кассовых терминалов необходимо присутствие программиста-электроника. Специалист должен иметь удостоверение на право технического обслуживания и ремонта машин данного типа и предъявить его руководству торгового предприятия.
При вводе машин в эксплуатацию должны присутствовать кассиры как материально ответственные лица.
2. Специалист по ремонту кассовых машин после опробования машины в работе оформляет передачу ее в эксплуатацию, заполняя все данные в заводском паспорте. Он обязан опломбировать машину после установки фирменного клише с наименованием предприятия и номером расчетного узла либо ввести его в программу машины.
3. До включения кассовых машин в действие замок должен быть ; закрыт, а ключ (кроме ключей для перевода секционных денежных счетчиков на нули) хранится у директора торгового предприятия. Ключи для перевода денежных счетчиков на нули передаются директором контролирующей организации - налоговой инспекции, где они хранятся в сейфах и выдаются по письменному распоряжению руководителя и главного бухгалтера этой организации специалисту, уполномоченному для проведения проверки.
4. На кассовую машину администрация торгового предприятия заводит Книгу кассира-операциониста по форме № 24
5. При установке кассовых машин на прилавках магазинов Книга кассира-операциониста ведется по сокращенной форме № 24-а.
6. Допускается ведение общей Книги на все машины. В таком случае записи должны производиться в порядке нумерации всех касс (№ 1, 2, 3 и т. д.) с указанием в числителе заводского номера кассовой машины; показатели счетчиков недействующих кассовых машин ежедневно повторяются с указанием причин бездействия (в запасе, в ремонте и др.) и заверяются подписью представителя администрации торгового предприятия. Все записи в Книге производятся в хронологическом порядке чернилами, без помарок. Все внесенные в Книгу исправления должны оговариваться и заверяться подписями кассира-операциониста, директора и главного бухгалтера.
7. Паспорт кассовой .машины, Книга кассира-операциониста, акты и другие документы хранятся у директора предприятия, его заместителя или главного (старшего) бухгалтера.
8. Перед началом работы на кассовой машине кассир получает у директора магазина или старшего кассира все необходимое для работы (ключи, разменную монету и купюры денег в количестве, необходимом для расчетов с покупателями, принадлежности для работы и обслуживания машины) под подпись.
Директор торгового предприятия либо его заместитель обязан:
• открыть замок привода и счетчиков машин и вместе с кассиром снять показания (получить отчетную ведомость) секционных и контрольных счетчиков и сверить их с показаниями, записанными в Книгу кассира-операциониста за предыдущий день;
• убедиться в совпадении показаний и занести их в Книгу за текущий день на начало работы и заверить своей подписью;
• оформить начало контрольной ленты, указав на ней тип и заводской номер машины, дату и время начала работы, показания секционных и контрольных счетчиков заверить подписью и закрыть замок показаний денежных счетчиков;
• выдать кассирам ключи от замка привода машины;
• дать указание кассиру о мерах по предупреждению подделки чеков (шифровка чеков, определенный цвет чековой ленты, предельная сумма чека и т. п.);
• обеспечить кассира разменной монетой и купюрами денег в пределах размера остатка денежных средств по кассе в количестве, не
обходимом для расчета с покупателями, а также чековыми лентами соответствующего цвета и размера;
• дать указание кассиру о начале работы, убедившись в исправности машины и готовности рабочего места к началу работы.
Кассир обязан:
• проверить исправность блокирующих устройств, заправить чековую и контрольную ленты;
• включить машину в электросеть и получением нулевого чека проверить ее работу от электропривода;
• напечатать два-три чека без обозначения суммы (нулевых) с целью проверки четкости печатания реквизитов на чековой и контрольной лентах и правильность установки дататора и нумератора;
• нулевые чеки приложить в конце дня к кассовому отчету;
• протереть кожух тряпкой и установить со стороны покупателя табличку со своей фамилией.
Перед началом эксплуатации ККМ проводится программирование необходимых параметров машины (данных клише, разрядности вводимых сумм, числа и идентификаторов работающих секций и др.).
Если ККМ не переводится в режим «Регистрация», кассир должен выяснить причину и устранить ее. Если все попытки по устранению неисправности не перевели ККМ в рабочее положение, следует доложить об этом администрации организации и сделать запись о характере поломки в Журнале вызова технического механика из Центра технического обслуживания (ЦТО). После устранения неполадок в ККМ администратор в присутствии кассира выводит на печать Х-от-чет в начале работы или Z-отчет в конце работы. Кассир и администратор подписывают только что полученный Х-отчет и приступают к оформлению начала контрольной ленты (число, время начала работы, тип и номер ККМ).
Контрольная лента является важнейшим документом в организации контроля за полнотой учета наличных денег, поступающих в кассу в течение рабочей смены. Контрольная лента должна обязательно применяться и правильно оформляться в начале и конце каждой рабочей смены.
Организация расчетов с покупателями в торговой организации зависит от применяемого метода продажи товаров. Кассиры-операци-онисты должны осуществлять операции ввода сумм в соответствии с руководством по эксплуатации на данный тип ККМ и соблюдать порядок ведения кассовых операций и правила расчета с покупателями.
В соответствии с Типовыми правилами эксплуатации ККМ при осуществлении денежных расчетов с населением расчет с покупателями с применением кассовых машин ведется в следующем порядке:
• кассир четко называет сумму полученных денег и кладет их отдельно на виду у покупателя;
• печатает чек на кассовой машине;
• объявляет покупателю общую стоимость всех покупок;
• называет сумму причитающейся покупателю, сдачи и выдает ее вместе с чеком;
• после окончания расчета кладет полученные от покупателя деньги в кассовый ящик.
Запрещается предлагать покупателю вместо сдачи какие-либо товары или требовать от него самому разменять их.
В соответствии с Типовыми правилами кассир в качестве оплаты может принимать и безналичные платежные средства (если ККМ такие функции выполняет): банковские расчетные чеки (отдельные бланки установленного образца) и именные чековые книжки с отрывными чеками. Принимаемые документы должны иметь все необходимые реквизиты, подтверждающие их подлинность. Оплата может производиться в кредит - через клавиатуру и с помощью кредитной карточки, которая содержит все необходимые данные для расчетов за товар. При оплате товара кредитная карточка вставляется в щель системного кассового терминала, имеющего связь с банком. Банк после подтверждения платежеспособности покупателя (владельца) кредитной карты списывает указанную сумму со счета своего клиента. После чего кредитная карта с покупкой возвращается владельцу.
Техническое обслуживание контрольно-кассовых машин.
Один раз в год: осмотр и проверка электронных блоков и узлов при вскрытии корпуса; чистка и смазка механических узлов; проверка версии установленного ПО; опломбирование и установка СВК «Сервисное обслуживание»
Один раз в месяц: внешний осмотр кассы (удаление внешних загрязнений); прогонка тестов (выявление изношенных механических узлов) ; проверка наличия и точности отображения обязательных реквизитов на чеке ; проверка правильности выполнения операций ; установка дополнительных средств пломбирования (пломбирование корпуса ККМ) ; тестирование и диагностика
5.1 Конструктивные особенности контрольно-кассового оборудования выпускаемого промышленностью
В импортном мы можем выделить автономные, пассивные и активные ККМ. В автономных ККМ расширение их функциональных возможностей достигается только за счет подключения дополнительных устройств ввода-вывода. Пассивные системные ККМ подключают к локальной компьютерной сети. Они работают в автоматизированной системе, но не имеют возможности управлять этой системой. К этому виду ККМ можно отнести «АМС-100Ф», «Элвес-0103 Ф», «Электронмаш-NCR2113», «ЗИХ-GOLD260 Ф», «Samsung ER 4615RF», «Samsung ER-250 RF» и др.Активные системные ККМ имеют возможность работать в автоматизированной системе, управляя при этом работой системы. К этому классу ККМ относятся кассовые терминалы и POS-терминалы: «ABC POS Terminal System II», «MICROS 1700», «MICROS 2000», «MICROS 2700», «MICROS 3700», «MICROS 8700» и др. Современная электронная ККМ представляет собой сложную счетно-суммирующую и чекопечатающую машину, состоящую из большого количества деталей, узлов и механизмов.
ККМ имеют следующие основные узлы:
• устройство ввода;
• устройство индикации;
• оперативно-запоминающее устройство;
• чекопечатающее устройство;
• замок режимов и ключи;
• кожух;
• базис;
• тумблер;
• электропривод.
Устройство ввода представляет собой клавиши для набора сумм, номера счетчика, номера и пароля кассира, программирования заголовка чека, клавиши сброса, коррекции, аннулирования, предварительного и общего итога. В односчетчиковых машинах имеется одна пусковая клавиша для включения машины, а в многосчетчиковых количество клавиш включения соответствует количеству секционных суммирующих счетчиков. Устройство индикации состоит из двух индикаторов (для кассира и покупателя) и показывает суммы, проведенные через кассовый аппарат, номер секции, сумму взноса покупателей и сдачу и т.д.
Оперативно-запоминающее устройство предназначено для подсчета выручки и контроля. Оно состоит из суммирующих, контрольных и операционных счетчиков. Суммирующие счетчики служат для учета нарастающим итогом поступающих в кассу денег. Контрольные счетчики служат для контроля работы на кассовой машине и предупреждения злоупотреблений. Операционные счетчики подсчитывают количество операций, проведенных по кассовым машинам. Они могут подсчитывать общее количество выданных чеков, количество чеков, выданных по отделам, и т.д.
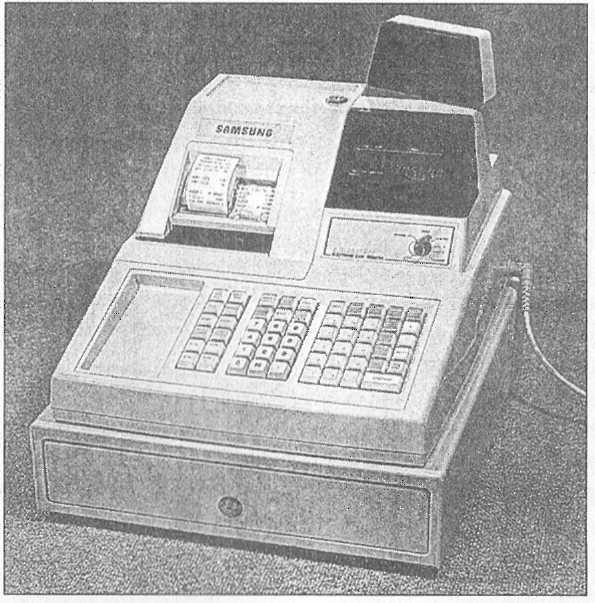
Рис. 6. Электронная контрольно-кассовая машина «SamsungER4615RF»
Чекопечатающее устройство (принтер) предназначено для печатания и выдачи чека и печатания реквизитов на контрольной ленте. Оно расположено в левой части кассового аппарата и состоит из печатающих дисков, механизма окрашивания, устройства чековой ленты, устройства для намотки контрольной ленты (катушки).
Замки и ключи предназначены для запирания кассовой машины, отдельных ее частей, снятия показаний с суммирующих счетчиков, для перевода суммирующих счетчиков на нули, для тестирования, программирования.
Кожух покрывает внутренние части кассового аппарата. Он устанавливается на базисе (постаменте). Внутри базиса расположен денежный ящик, который имеет несколько ячеек для бумажных и металлических денег. Некоторые аппараты имеют съемный базис с денежным ящиком.
На рис.6 изображена электронная контрольно-кассовая машина «SamsungER4615RF». Она имеет:
•принтер двухсекционный матричного типа;
•раздельную печать чека и контрольной ленты (ширина ленты 45 мм);
•автоматическое отслеживание времени в 24-часовом формате и даты с выводом этих данных на принтер при печати чека;
•фискальную память с возможностью записи в нее до 3000 ежедневных отчетов;
•возможность работы четырех кассиров с накоплением результатов работы каждого;
•возможность присвоения каждому кассиру секретного кода (пароля);
•программируемые пароли регистров;
•четыре программируемых налога;
•программируемые процентные скидки, надбавки, денежные скидки;
•проведение многочековых операций;
•операции аннулирования покупок и отмены;
•режим калькулятора;
•необнуляемые общий итог и счетчик количества проведенных итогов с гашением;
•электроуправляемый денежный ящик и т.д.
На рисунках 7. изображены различные модели кассовых терминалов расчетно-кассового комплекса MICROS. Кассовые терминалы имеют сенсорный экран. Рядом с кассовым терминалом устанавливают принтер для распечатки гостевых чеков. Посредством интерфейсов кассовый терминал соединяется с компьютерной сетью. К работе на кассовых машинах допускаются лица, освоившие правила пользования ККМ. С лицами, допущенными к работе, заключается договор о материальной ответственности. На каждой кассовой машине имеется свой заводской номер, который обязательно указывается во всех документах, относящихся к данной машине: кассовом чеке, отчетной ведомости, паспорте, книге кассира-операциониста, а также в документах, отражающих перемещения кассовой машины (отправка в ремонт, передача другому предприятию и т.д.).
Импортная кассовая машина также должна иметь паспорт установленной формы, в который заносятся сведения о вводе машины в эксплуатацию, среднем и капитальном ремонтах. В паспорте указываются реквизиты форменного клише с обозначением наименования предприятия и номера кассы.
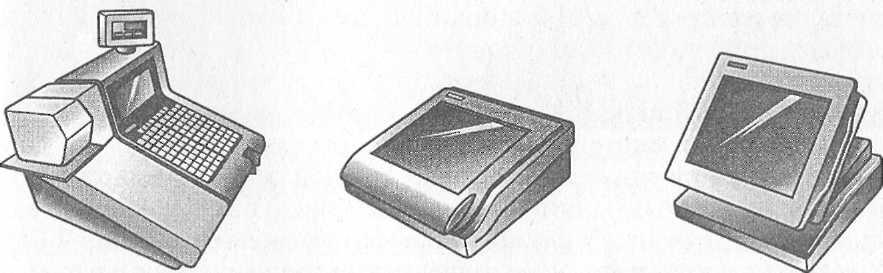
Рис. 7. Различные модели кассовых терминалов расчетно-кассового
комплекса MIKROS
На каждую кассовую машину администрация заводит книгу, которая должна быть прошнурована, пронумерована и скреплена подписями налогового инспектора, директора, главного бухгалтера предприятия и печатью предприятия.
Заключение
Требования к оборудованию предприятий общественного питания за рубежом более требовательны, чем в России. Зарубежные производители стремятся к тому, чтобы их оборудование было сертифицировано на соответствие требований и нормативов безопасности Европейского Сообщества.
При сравнении мясорубок отечественного производства и заграничных, мы можем сказать, что импортное оборудование имеет большую мощность, что вызывает соответственно более жёсткие требования техники безопасности при работе с ними.
Отличием является то, что мясорубка снабжена тепловой защитой двигателя, которая срабатывает при перегрузке или блокировке двигателя.
Удобной особенностью импортного оборудования для взбивания пищевых сред является то, что они снабжены прокламированием рабочих циклов .
В импортных газовых плитах включены системы электроподжига (электрозажигания) и газ-контроля. Система электроподжига представляет собой искровую свечу зажигания, встроенную в конфорку.
Наряду с газовыми духовками в импортных газовыхплитах широко применяются электрические.
Среди нововведений стоит отметить дверцу с безопасным остеклением. В такой дверце устанавливается двух- или трехкамерный стеклопакет с высокими теплоизолирующими свойствами. Оценить его качество можно по степени нагрева внешней поверхности стекла после интенсивного использования духовки. Так, стекло в духовых шкафах AEG, оборудованных системой Isofront plus, нагревается не более чем до 50°С, а с системой Isofront top - до 40°С
Особо стоит упомянуть варочные панели, оборудованные системой "газ под стеклом" (модели GCM 642.I M от KÜPPERSBUSCH, Gas Under Glass от HANSA). В этих устройствах газовые конфорки расположены не "над", а "под" монолитной стеклокерамической плитой. К их достоинствам относится более высокая пожарная безопасность.
Главная же проблема "газа под стеклом" - качество бытового газа. Для таких панелей требования к его чистоте очень высоки. Газ с примесями слегка коптит при горении, из-за чего на стеклокерамической панели, контактирующей с пламенем, появляются следы сажи.
Электросковороды импортного производства и отечественного практически не имеют конструктивных отличий.
Список литературы
Законодательные акты
Законом РФ от 18.06.93 г. «О применении контрольно-кассовых машин при осуществлении денежных расчетов с населением»
Учебная и справочная литература
1. Гуляев В.А., Иваненко В.П., Исаев Н.И. и др. Оборудование предприятий торговли и общественного питания. Полный курс: Учебник. /Под ред. проф. В.А. Гуляева/ - М.: ИНФРА, 2002.
2. Елхина В.Д., Журин А.А., Приничкина Л.П., Богачев М.К. Оборудование предприятий общественного питания. Том. 1. Механическое оборудование. 2-е изд. – М.: Экономика, 1987.
3. Черевко А.И., Попов Л.Н. Оборудование предприятий общественного питания. Том. 2. Торгово-технологическое оборудование. – М.: Экономика, 1988.
4. Золин В.П. Технологическое оборудование предприятий общественного питания. – М.: ИРПО; Академия, 2000.
5. Улейский Н.Т., Улейская Р.И. Механическое и тепловое оборудование предприятий общественного питания. Ростов н/Д: Феникс, 2000.
6. Гуляев В.А., Исаев Н.И., Крысин А.Г., Пеленко В.В. Оборудование предприятий торговли. Учебное пособие в 4-х частях. (ТЭИ СПб). 1994.
7. Улейский Н.Т., Улейская Р.И. Оборудование торговых предприятий. – Ростов н/Д: Феникс, 2001.
8. Лунин О.Г., Вельтищев В.Н., Калошин Ю.А. и др. Курсовое и дипломное проектирование. – М.: Пищевая промышленность, 1990.
9. Дикис М.Я., Мальский А.Н. Технологическое оборудование консервных заводов. – М.: Пищевая промышленность, 1969; 1961.
10. Справочник технолога плодоовощного консервного производства. Под ред. Рогачева В.И. – М.: Легкая и пищевая промышленность, 1983.
11. Чупахин В.М. Технологическое оборудование рыбоперерабатывающих предприятий. – М.: Пищевая промышленность, 1968 [1976].
12. Леонов И.Т., Чупахин В.М. Механизированные и автоматизированные линии. – М.: Пищевая промышленность, 1965.
13. Стефановская Н.В., Стефановкий В.М., Карпов В.И. и др. Процессы и аппараты рыбоперерабатывающих производств. – М.: Легкая и пищевая промышленность, 1984.
14. Ситников Е.Д. и др. Оборудование консервных заводов. – М.: Легкая и пищевая промышленность, 1981.
15. Ключников В.П. и др. Торговое оборудование. Справочник. – М.: Экономика, 1986.
16. Аминов М.С., Мурадов М.С., Аминова З.М. Технологическое оборудование консервных и овощесушильных заводов. – М.: Колос, 1996 [1986].
17. Маршалкин Г.А. Технологическое оборудование кондитерских фабрик. – М.: Легкая и пищевая промышленность, 1988.
Электронные ресурсы:
http://www.ivd.ru/document.xgi?id=4688
http://www.inmag.ru/brand/1685/
http://www.inmag.ru/brand/1116/
http://www.inmag.ru/brand/1228/
35













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

