
Россия, Сургут


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 25.09.2025 07:47

Мухамедьярова Луиза Наильевна
Преподаватель
55 лет
Местоположение
Специализация
Лекционный материал "Классификация электродов по назначению и типу покрытий"
Категория:
Прочее
14.12.2021 09:13

Просмотр содержимого документа
«Лекционный материал "Классификация электродов по назначению и типу покрытий"»
Классификация электродов по назначению и типу покрытия
Сварочные электроды для ручной дуговой сварки классифицируются:
- по назначению,
-по типу покрытия,
-по способу нанесения покрытия,
-по количеству покрытия на стержне электрода
- по механическим свойствам метала шва.
Признаки классификации электродов тесно взаимосвязаны.
В зависимости от назначения сварочные электроды в соответствии с ГОСТ 9466-60 разделены на несколько классов и имеют различные свойства и показатели. Таким образом, они разделяются на электроды для проведения сварочных работ с легированными и углеродистыми сталями, а также высоколегированные теплоустойчивые и стали с особыми свойствами.
Сварочные электроды для сварки сталей разного рода классифицируются на несколько классов или разделов:
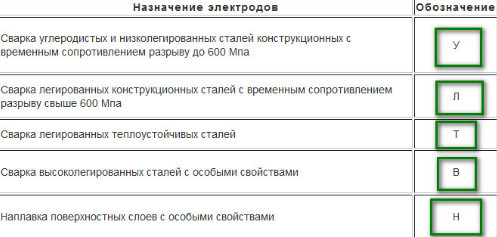
- для проведения сварочных работ углеродистых и низколегированных сталей, имеющих временное сопротивление разрыву до 600 МПа, обозначаются буквой «У»;

- для проведения сварочных работ легированных сталей, имеющих временное сопротивление разрыву до 600 МПа, обозначаются буквой «М»;
- для проведения сварочных работ легированных теплоустойчивых сталей обозначаются буквой «Т»;
- для проведения сварочных работ высоколегированных сталей, имеющих особые свойства, обозначаются буквой «В»;
- для проведения сварочных работ поверхностных слоев металла обозначаются буквой «Н»;
Подробнее о том как расшифровываются не только но марка электрода можно узнать на странице расшифровка электродов.
Расшифровка марки электродов
И так поговорим о том как можно расшифровать марки электродов различных типов.
В первую очередь нужно обратить внимание на его гост сокращенно от слова "Государственный стандарт". Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Наш подопытный электрод будет в простонародье называться "синим" , а вот на самом деле как он именуется. Э46-ЛЭЗМР-3С.

Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Марки можно подразделить на несколько категорий. Для резки , для наплавки , для сварки цветных металлов и т.д . Далее электроды можно подразделять по гостам, по типам И так есть марка давайте ее расшифруем.
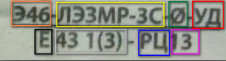
Оранжевым цветом у нас отмечен тип электрода.
Желтым цветом у нас это марка электрода.
Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
В красном квадрате у нас назначение и толщина
В черном знак то что это индекс.
В графитовом цвете сам индекс. (о индексах можно писать отдельно)
В синем это вид покрытия.
В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам что написали выше.
Тип Электрода.
Э - Электрод.
46 - Временное сопротивление разрыву кгс/мм2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр . кгс - это килограмм силы. мм2 - квадратик 1мм -1мм - 1мм. Думаю здесь все понятно. Идем дальше.
Марка электрода.
В марке у нас содержится краткое название завода производителя это - лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
Если диаметр не указан , а только значок ,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
У - Обозначается как - Электрод для сварки углеродистой и низколегированной стали.
Д - Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву ,ударную вязкость и еще несколько параметров все это по госту.
И так теперь вид покрытия.
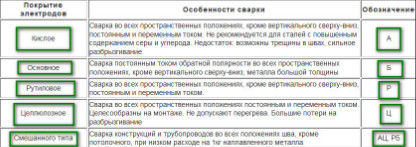
В данной марке электродов стоят две буквы РЦ и означает это - Рутиловое и Целлюлозное.
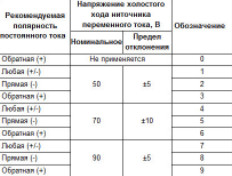
Положение при сварке и рекомендуемый сварочный ток.
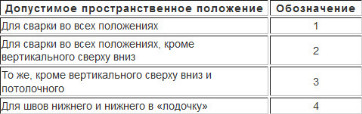
И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз , потолочный ,вертикальный и т.д.
Назначение электродов
Обозначения электродов по толщине покрытия.
М - Тонкое покрытие
С - Среднее покрытие
Д - Толстое покрытие
Г - С особо толстым покрытием.
Виды покрытия.
Обозначения положения при сварке.
Рекомендуемый сварочный ток.
Ну думаю на этом все. По данному этапу можно определить как минимум для чего и какие металлы с ними можно варить.
Для всех сварочных электродов действуют одни требования, которые при производстве должны придерживаться абсолютно все производители, гарантирующие качество своего товара и долговечность сваренных конструкций:
- Получение металлического шва нужного химического состава;
- Минимально допустимое разбрызгивание металла при сварке и высокая производительность сварочного процесса;
- Сохранение физических и химических свойств металла;
- Минимальная токсичность сварочных электродов при производстве и проведении сварочных работ;
- Спокойное и равномерное расплавление металла, а также расплавление самого электрода и плавность проведения всего сварочного процесса;
- Обеспечение стабильного горения дуги и хорошее формирование сварочного шва;
- Легкая отделимость шлака от металла шва и высокая прочность покрытия;
Для хорошего сваривания и быстроты сварочного процесса нужен водород. Главным источником водорода является покрытие. При нагревании сварочного электрода и его последующем плавлении происходит разложение карбонатов и других химических составляющих. Протекают такие процессы в зависимости от влажности и химического состава сварочных электродов и самого металлического изделия. Если количество органических веществ будет увеличено, то это приведет к повышению содержания водорода в металле сварочного шва.
Учитывая свойства сварочных электродов нужно помнить, что узнать полную картину о свойствах электродов определенного вида Вы можете только в паспорте. Паспорт должен содержать полную информацию о данном виде электродов.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

