Россия, п.Товарково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 05.06.2024 20:36

Васильев Александр Николаевич
мастер производственного обучения
51 год
Местоположение
Лекционный материал по теме: «Пайка медных жил».
Категория:
Технология
17.11.2022 18:47

Просмотр содержимого документа
«Лекционный материал по теме: «Пайка медных жил».»
Федеральное казенное профессиональное образовательное учреждение
№ 57 ФСИН России
Лекционный материал по теме:
«Пайка медных жил».
Разработал:
мастер производственного обучения Васильев А.Н.
2022 г.
Пайка представляет собой процесс соединения двух металлов, находящихся в твердом состоянии, посредством расплавленного припоя с более низкой температурой плавления, чем основной металл. Способы соединения и ответвления пайкой одинаковы для медных и алюминиевых жил проводов и кабелей, но технологии пайки для них различны.

Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках. Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.

Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльникаНекоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводовСоединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
нагреть скрутку паяльником;
покрыть флюсом;
нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Последовательность выполнения пайки проводовТехнологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.

4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.

Для обеспечения хорошего контакта чаще всего применяется пайка или сварка медных проводов. Что лучше из этих методов? Однозначно, сварка. Дело в том, что пайка – процесс достаточно трудоемкий и длительный, особенно если требуется соединить кабель медный многожильный. Плюс к этому, спаечные соединения со временем разрушаются из-за присутствия третьего, более рыхлого и легкоплавкого металла – припоя. Наличие переходного сопротивления в местах стыков разных сплавов способствует появлению разрушающих химических реакций и прочих негативных процессов.
Когда же выполняется сварка медного провода, понятие «контакт» вообще пропадает, так как соединение получается монолитным из однотипного металла. Естественно, подобные соединения отличаются рекордно низким сопротивлением, за счет чего тепло практически не выделяется.
Материалы и инструмент, применяемые при пайке.
Токопроводящие жилы проводов и кабелей паяют мягкими оловянно-свинцовыми припоями (таблица 3.1) с применением флюсов.
Оловянно-свинцовые припои легкоплавки, но имеют малую механическую прочность (предел прочности при растяжении не превышает 50…70 Н/мм2.
Таблица 3.1 Характеристика припоев для пайки медных жил
| Марка оловянно-свинцового припоя | Масса составных частей* | Температура плавления, 0С | ||||||
| Олово | Сурьма | Примесей не более | ||||||
| медь | висмут | мышьяк |
| |||||
| ПОС-30 ПОС-40ПОС-50 ПОС-60 | 29…31 39…41 49…51 60…62 | 1,5…2 1,5…2 0,2…0,5 0,2…0,5 | 0,1 0,1 0,08 0,08 | 0,2 0,2 0,1 0,1 | 0,05 0,05 0,03 0,03 | 250 229 216 189 | ||
*Остальная масса – свинец.
При пайке медных токопроводящих жил используются бескислотные флюсы на основе органических соединений. Обычно применяют канифоль, стеарин, паяльную мазь (паяльный жир). Эти флюсы хорошо растворяют окислы меди и слабо реагируют с металлом. Поэтому после пайки остатки флюса удалять не обязательно. При пайке проводов с малой площадью сечения удобно пользоваться трубками припоя внешним диаметром примерно 3 мм, заполненными канифолью или спиртовым раствором канифоли, который при пайке наносят на нагретую поверхность металла.
При монтаже электрических соединений запрещается применять кислотные флюсы на основе хлористого цинка, хлористого аммония (нашатыря) и др. неорганических соединений, активных к металлу.
Провода площадью сечения до 10 мм2 паяют обычно с помощью паяльника, а при большей площади сечения – паяльной лампы или пропан - бутановой горелки с насадкой.
Способы соединения и ответвления медных жил пайкой аналогичны.
Пайку медных жил по этой технологии можно выполнять паяльником.
Последовательность технологических операций при монтаже:
- удаление изоляции с концов жил (нож монтерский или клещи – автомат для удаления изоляции);
- зачистка концов жил до металлического блеска;
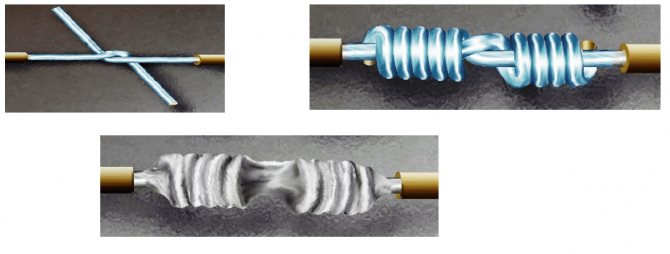
- соединение скруткой;
- нагрев места пайки до температуры плавления припоя;
- нанесение флюса (канифоли);
- облуживание места пайки (в пламя газовой горелки или паяльной лампы вводят палочку припоя и натирают желобок и место скрутки с обеих сторон);
- изоляция места пайки.
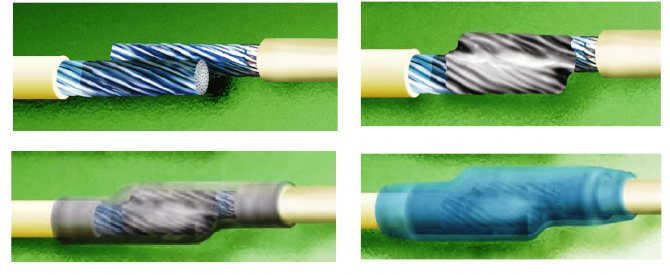
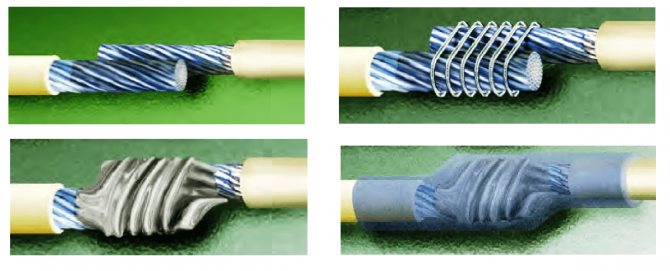
Жилы проводов площадью сечения от 1 до 10 мм2 перед пайкой соединяют скруткой или бандажом. Место соединения нагревают, наносят канифоль, а после ее расплавления – припой, который растирают горячим паяльником по поверхности металла до полной его смачиваемости (облуживания).
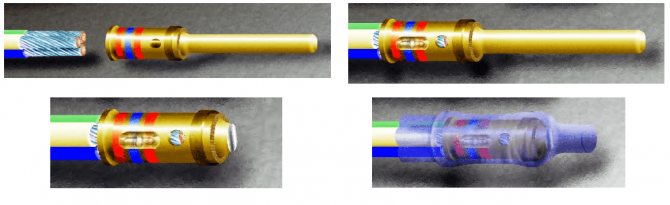
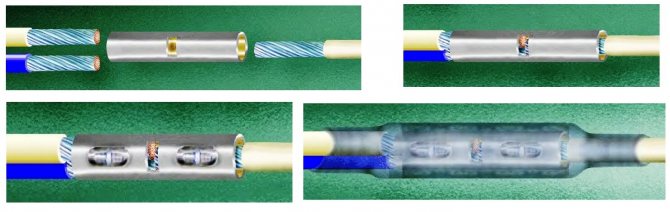
Соединение жил площадью сечений 4…240 мм2 выполняют пайкой способом полива в медных гильзах типа ГМ.
Так же выполняют и ответвление жил площадью сечений 16…240 мм2 в разъемных ответвительных гильзах типа ГОР или неразъемных типа ГОН.
Перед пайкой подбирают гильзу, стальным ершом зачищают ее внутреннюю поверхность до металлического блеска и покрывают канифолью. С концов соединяемых жил снимают изоляцию на расстоянии, равном длине отпаечной горловины плюс 10 мм. Тканью, смоченной в бензине, снимают маслоканифольный состав и стеклянной или наждачной бумагой зачищают жилу до металлического блеска.
Гильзу располагают горизонтально литниковым отверстием вверх и вводят в нее концы жил. Последние должны соприкасаться в середине гильзы. На жилы между изоляцией и торцами гильзы подматывают шнуровой асбест во избежание вытекания припоя.
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
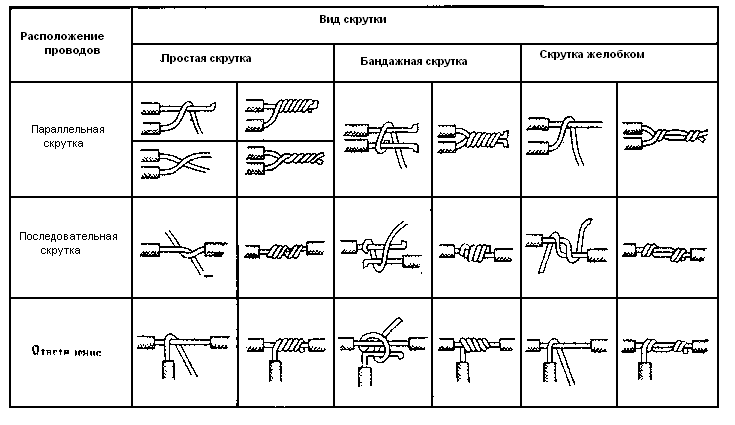
Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами.

Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Пайка электромонтажных соединенийОсновным требованием, предъявляемым к электромонтажным паяным соединениям, является обеспечение низкого переходного сопротивления и высокой надежности.
Пайка почти всех электромонтажных соединений РЭА осуществляется тремя способами:
1) вручную электропаяльником;
2) погружением в расплавленный припой с использованием специального оборудования;
3) волной расплавленного припоя.














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

