
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 26.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 22.05.2025 19:41

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Практическое задание № 3 по слесарному делу к теме: «Правка и гибка металла» с ответами
Категория:
Всем учителям
02.01.2020 17:45

Просмотр содержимого документа
«Практическое задание № 3 по слесарному делу к теме: «Правка и гибка металла» с ответами»
Филиал ФКП образовательного учреждения № 44 ФСИН России
Владимирская область, пос. Пакино
Слесарное дело
-
Практическое задание к теме
«Правка и гибка металла»
с ответами
подготовил
мастер производственного обучения, преподаватель спецдисциплин
Григорьев Игорь Александрович
пос. Пакино
2017
| № | Вопросы | Ответы |
| 1 | О
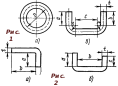
Рис. 1. Определение длины заготовок: а) кольца, б) скобы с закруглением
Рис. 2. Определение длины заготовки без закругления | Сгибая в окружность эту полосу по толщине, получим цилиндрическое кольцо; причём, внешняя часть металла несколько вытянется, а внутренняя сожмётся. Следовательно, длине заготовки будет соответствовать окружность, проходящая посредине между внешней и внутренней окружностями кольца. Длина заготовки L = D. Зная диаметр средней окружности кольца D = Dн ‒ 0,5 b = 120 ‒ 2 = 118 мм, где b — толщина полосы. Подставляя его числовое значение в формулу, находим длину заготовки: L = D = 3,14 × 118 ≈ 370,71 мм. |
| 2 | Определите длину заготовки из стальной полосы толщиной 2 мм и шириной 10 мм для кольца с наружным диаметром 100 мм (рис. 1, а). | |
| 3 | Определите длину заготовки скобы с закруглениями (рис. 1, б). Разбить скобу на участки, как показано на чертеже: а = 80 мм, b = 85 мм, c = 120 мм? r = 3,5 мм. | Подсчитывая по формуле L = a + b + c + r, получаем L = 80 + 85 + 120 + 3,14 × 3,5 ≈ 296 мм. |
| 4 | На рис. 2, а показан угольник (а = 30 мм, b = 50 мм, t = 6 мм ), а на рис. 2, б — скоба (а = 70 мм, b = 100 мм, t = 4 мм? c = 60 мм ). Определить длины заготовок угольника и скобы. | Длина заготовки угольника (см. рис. 2, a): L = a + b + 0,5t = 30 + 50 + 3 = 83 мм.
Длина заготовки скобы (см. рис. 2, б): L = a + b + c + 0,5t = 70 + 100 + 60 + 0,5 × 4 = 70 + 100 + 60 + 2 = 232 мм, так как число загибов скобы – 2. При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на изгиб берут равным 0,5 - 0,8 мм. Складывая длину внутренних сторон угольника или скобы, получаем длину заготовки. |
| 5 | В каких случаях гибка труб производится в холодном и когда в горячем состоянии? В своей тетради опишите порядок гибки труб в горячем состоянии (рис. 3).
Р | В холодном состоянии гнут трубы небольшого Ø (до 20 мм). Гибка труб с наполнителем в горячем состоянии производится при Ø труб ˃ 100 мм.
Гибку труб в горячем состоянии с наполнителем производят в следующем порядке: 1) один конец трубы закрывают пробкой; 2) для предотвращения смятия, выпучивания и появления трещины при гибки труб их наполняют мелким, сухим, речным песком, который просеивают через сито с ячейками размером 2 мм (крупные камешки приведут к продавливанию стенок трубы, а слишком мелкий песок непригоден, так как при высокой температуре спекается и пригорает к стенке трубы); 3) второй конец трубы закрывают деревянной пробкой, у которой должны быть отверстия или канавки для выхода газа, образующегося при нагреве трубы; 4) рассчитать длину нагреваемого участка изгиба на трубе и разметить мелом; 5) надеть рукавицы; 6) установить трубу 1 в приспособление 2 с копиром 3; 7) нагревать трубу паяльной лампой или пламенем газовой горелки 4 до вишнёво-красного цвета на небольшой длине, равной шести диаметрам; 8) изогнуть трубу 1 по копиру 3; 9) изгиб трубы проверить шаблоном; 10) по окончании гибки пробки выколотить или выжечь и высыпать песок. Примечание. Трубу рекомендуется гнуть с одного нагрева, так как повторный нагрев ухудшает качество металла. При нагреве обращать внимание на прогрев песка. Нельзя допускать излишнего перегрева отдельных участков. От сильно нагретой части трубы отскакивает окалина. В случае перегрева трубу до гибки охлаждают до вишнёво-красного цвета. |
| 6 | Как определить длину нагреваемого участка трубы при гибке в горячем состоянии? | Длина нагреваемого участка трубы при гибке в горячем состоянии определяется по формуле L = аd/15, где L — длина нагреваемого участка, мм; а — угол изгиба трубы, град.; d — наружный диаметр трубы, мм; 15 — постоянный коэффициент (90:6= 15 мм). Примечание. Если трубу изгибают под углом 90°, то нагревают участок, равный 6 диаметрам трубы; если гнут трубу под углом 60°, то нагревают участок, равный 4 диаметрам трубы; если под углом 45°, то трём диаметрам и т. д. |
| 7 | Как располагают шов цельнотянутой трубы при гибке? | Сварные трубы нужно располагать при гибке так, чтобы её сварной шов располагался в нейтральном слое, иначе он может разойтись. |
| 8 | Какие дефекты возможны при гибки труб и каковы причины их возникновения? | При гибки возможны следующие дефекты: косые загибы и механические повреждения обработанной поверхности, как результат неправильной разметки или зажима деталей в тисках (выше или ниже разметочной линии), а также нанесения сильных ударов. |
| 9 | Как правят круглые прутки диаметром свыше 30 мм, валы и трубы? | Круглые прутки диаметром свыше 30 мм, валы и трубы правят винтовыми прессами путём нажима винтом с призматическим наконечником. Проверка производится индикатором. Отклонение стрелки индикатора покажет величину непрямолинейности. |
| 10 | Как располагают шов при гибке газовых и водопроводных труб? | При любом методе изгиба газовых и водопроводных труб шов должен располагаться внутри изгиба. |
 пределите длину заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для кольца с наружным диаметром 120 мм (рис. 1, а).
пределите длину заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для кольца с наружным диаметром 120 мм (рис. 1, а).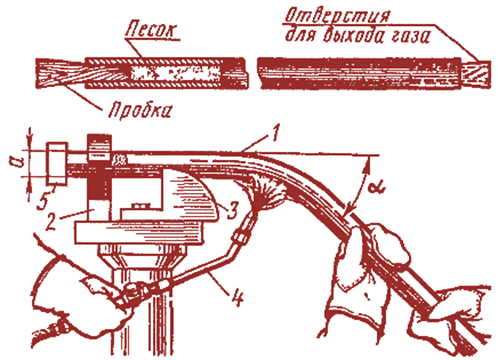 ис. 3. Гибка труб в горячем состоянии
ис. 3. Гибка труб в горячем состоянии
Используемая литература
-
Бабулин Н. А. Построение и чтение машиностроительных чертежей. — М.: Высшая школа, 1978.
-
Берков В. И. Технические измерения.— М.: Высшая школа, 1977.
-
Воронков В. Д. Справочник инженера- организатора.— М.: Московский рабочий, 1976.
-
Дубровский Ю. Н., Мальцев М. А., Ц е т л и н Б. В. Научная организация труда.— М.: Экономика, 1974.
-
Иньшин А. А., Гольдман В. М. Обучение учащихся профтехучилищ научной организации труда. — М.: ВНМ Центр Госпрофобра СССР, 1976.
-
Макиенко Н. И. Общий курс слесарного дела. — М.: Высшая школа, 1980.
-
Макиенко Н. И. Слесарное дело с основами материаловедения. — М.: Высшая школа, 1976.
-
Макиенко Н. И. Слесарно-сборочные и ремонтные работы. — Лениздат, 1978.
-
Митрофанов Л. Д. Производственное обучение слесарному делу. — М.: Высшая
школа, 1968.
-
Сергеев М. А. Повышение производительности труда при слесарных и сборочных работах. — М.: Машгиз Лениздат, 1954.
-
Скакун В. А. Руководство по обучению слесарному делу. — М.: Высшая школа, 1977.
-
Справочник металлиста, т. 1, 2, 3, 4, 5.— М.: Машиностроение, 1976—1978.
-
Старичков В. С. В помощь мастеру- слесарю.—М.: Высшая школа, 1970.







© 2020, Григорьев Игорь Александрович 8659 35
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





Закрыть через 5 секунд
