
Россия, Заречный


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 24.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 14.05.2025 20:46
Костычев Вадим Александрович
Педагог дополнительного образования
26 лет
Местоположение
Специализация
Методическая разработка «Настройки 3D-печати на примере слайсера Cura»
Категория:
Информатика
11.04.2022 23:07

Просмотр содержимого документа
«Методическая разработка «Настройки 3D-печати на примере слайсера Cura»»
МУНИЦИПАЛЬНОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ДОПОЛНИТЕЛЬНОГО ОБРАЗОВАНИЯ «ЦЕНТР ДЕТСКОГО ТЕХНИЧЕСКОГО ТВОРЧЕСТВА»
«Настройки 3D-печати
на примере слайсера Cura»
Автор:
педагог дополнительного образования
Костычев Вадим Александрович
На данном этапе развития 3D-печати принтеры не могут получить файл с моделью и самостоятельно подобрать оптимальные параметры для ее печати. Поэтому операторы 3D-принтеров вынуждены самостоятельно указывать настройки печати для конкретной модели на конкретном принтере и для конкретного пластика.
Программы, позволяющие производить такую настройку, называются слайсерами. Самые известные из них: Prusaslicer, Polygon X, Superslicer, Cura . На примере последней мы попробуем разобрать оптимальные настройки печати. Мы не будем затрагивать абсолютно каждый параметр, а остановимся на самых важных.
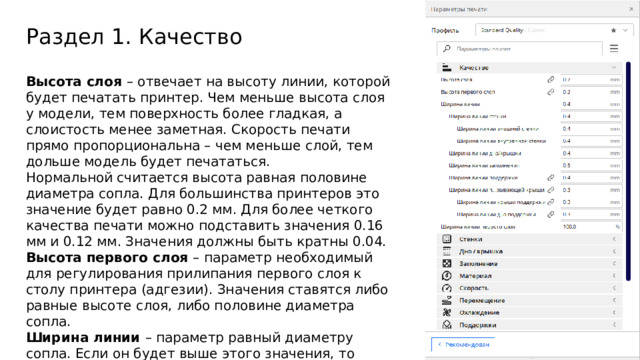
Раздел 1. Качество
Высота слоя – отвечает на высоту линии, которой будет печатать принтер. Чем меньше высота слоя у модели, тем поверхность более гладкая, а слоистость менее заметная. Скорость печати прямо пропорциональна – чем меньше слой, тем дольше модель будет печататься.
Нормальной считается высота равная половине диаметра сопла. Для большинства принтеров это значение будет равно 0.2 мм. Для более четкого качества печати можно подставить значения 0.16 мм и 0.12 мм. Значения должны быть кратны 0.04.
Высота первого слоя – параметр необходимый для регулирования прилипания первого слоя к столу принтера (адгезии). Значения ставятся либо равные высоте слоя, либо половине диаметра сопла.
Ширина линии – параметр равный диаметру сопла. Если он будет выше этого значения, то между стенками модели появится расстояние, если ниже – стенки станут плотнее друг к другу.
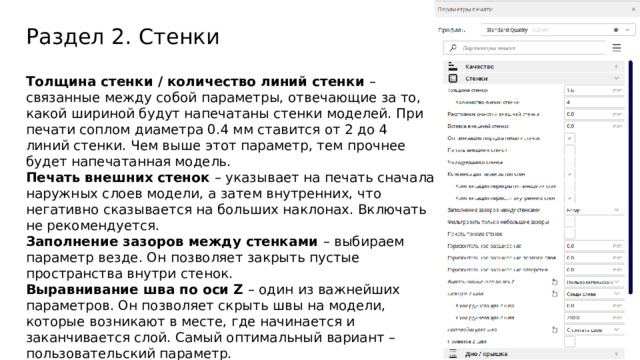
Раздел 2. Стенки
Толщина стенки / количество линий стенки – связанные между собой параметры, отвечающие за то, какой шириной будут напечатаны стенки моделей. При печати соплом диаметра 0.4 мм ставится от 2 до 4 линий стенки. Чем выше этот параметр, тем прочнее будет напечатанная модель.
Печать внешних стенок – указывает на печать сначала наружных слоев модели, а затем внутренних, что негативно сказывается на больших наклонах. Включать не рекомендуется.
Заполнение зазоров между стенками – выбираем параметр везде. Он позволяет закрыть пустые пространства внутри стенок.
Выравнивание шва по оси Z – один из важнейших параметров. Он позволяет скрыть швы на модели, которые возникают в месте, где начинается и заканчивается слой. Самый оптимальный вариант – пользовательский параметр.
Позиция Z шва – место на модели, где будет располагаться шов, чтобы он был незаметен. Рекомендуется использовать сзади справа/слева.
Настройки угла шва – позволяют скрыть шов, маскируя его в углах модели. Выбираем опцию «Спрятать шов».
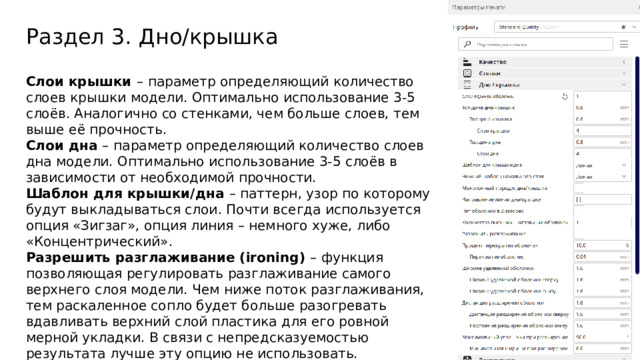
Раздел 3. Дно/крышка
Слои крышки – параметр определяющий количество слоев крышки модели. Оптимально использование 3-5 слоёв. Аналогично со стенками, чем больше слоев, тем выше её прочность.
Слои дна – параметр определяющий количество слоев дна модели. Оптимально использование 3-5 слоёв в зависимости от необходимой прочности.
Шаблон для крышки/дна – паттерн, узор по которому будут выкладываться слои. Почти всегда используется опция «Зигзаг», опция линия – немного хуже, либо «Концентрический».
Разрешить разглаживание (ironing) – функция позволяющая регулировать разглаживание самого верхнего слоя модели. Чем ниже поток разглаживания, тем раскаленное сопло будет больше разогревать вдавливать верхний слой пластика для его ровной мерной укладки. В связи с непредсказуемостью результата лучше эту опцию не использовать.
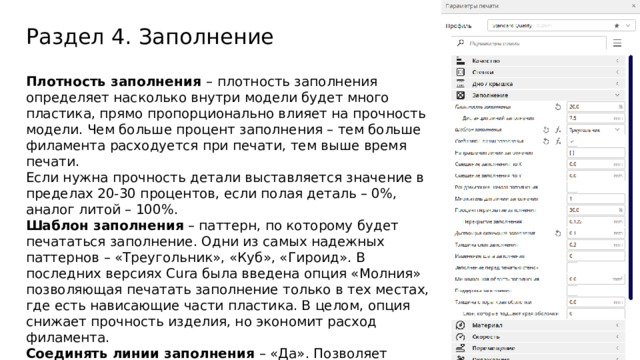
Раздел 4. Заполнение
Плотность заполнения – плотность заполнения определяет насколько внутри модели будет много пластика, прямо пропорционально влияет на прочность модели. Чем больше процент заполнения – тем больше филамента расходуется при печати, тем выше время печати.
Если нужна прочность детали выставляется значение в пределах 20-30 процентов, если полая деталь – 0%, аналог литой – 100%.
Шаблон заполнения – паттерн, по которому будет печататься заполнение. Одни из самых надежных паттернов – «Треугольник», «Куб», «Гироид». В последних версиях Cura была введена опция «Молния» позволяющая печатать заполнение только в тех местах, где есть нависающие части пластика. В целом, опция снижает прочность изделия, но экономит расход филамента.
Соединять линии заполнения – «Да». Позволяет увеличить прочность. Процент перекрытия заполнения – регулирует насколько линии заполнения заходят на оболочку. Выставляются значения от 10%.
Дистанция окончания заполнения – ¼ диаметра сопла. Проходит после окончания заполнения чуть дальше, но без экструзии.
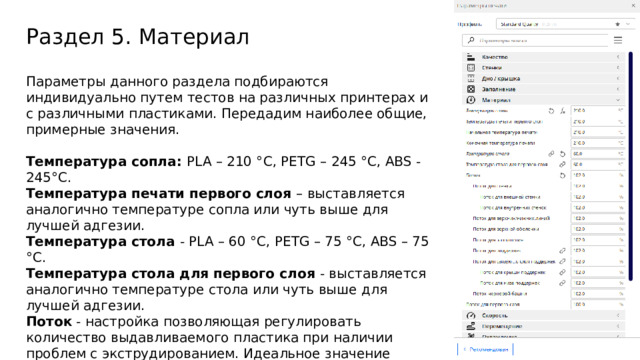
Раздел 5. Материал
Параметры данного раздела подбираются индивидуально путем тестов на различных принтерах и с различными пластиками. Передадим наиболее общие, примерные значения.
Температура сопла: PLA – 210 °C, PETG – 245 °C, ABS - 245°C.
Температура печати первого слоя – выставляется аналогично температуре сопла или чуть выше для лучшей адгезии.
Температура стола - PLA – 60 °C, PETG – 75 °C, ABS – 75 °C.
Температура стола для первого слоя - выставляется аналогично температуре стола или чуть выше для лучшей адгезии.
Поток - настройка позволяющая регулировать количество выдавливаемого пластика при наличии проблем с экструдированием. Идеальное значение 100%. При нехватке или избытке это значение может уменьшаться или увеличиваться.
Раздел 6. Скорость
Скорость печати – общая примерная скорость печати, то есть передвижений головки принтера при экструдировании. В зависимости от принтера и его кинематики выставляются значения от 40 до 120.
Скорость заполнения – скорость печати заполнений, допускается использование высоких скоростей.
Скорость печати внешней стенки – скорость на которой будет печататься видимый слой стенки модели. Чем ниже значение, тем лучше будет выглядеть модель. Значения в пределах 40-60 мм/с.
Скорость печати внутренней стенки – скорость на которой печатаются невидимые слои стенки. Скорость увеличивается, 60-100 мм/с.
Скорость перемещения - скорость перемещения без экструдирования, можно ставить самую высокую.
Скорость первого слоя – самая низкая скорость печати, необходимая для лучшей адгезии к столу. Выставляется в пределах 20-40 мм/с.
Разрешить управление рывком/ускорением – параметр для опытных пользователей. Необходим для определения скорости перемещений. Рывки устанавливаются от 4 до 12, ускорения от 800 до 2500.
Раздел 7. Перемещение
Разрешить откат – опция «Да» всегда. Необходим для забора лишнего пластика обратно в сопло при перемещениях
Откат при смене слоя – может позволить спрятать шов. Опция «Да».
Величина отката – параметр, который необходимо тестировать для каждого принтера и пластика. Для боуден экструдеров это значение около 6 мм, для директ экструдеров – от 0.8 до 1.5 мм.
Скорость отката – увеличение скорости позволяет избавится от нитей филамента. По умолчанию стоит 25.
Режим комбинга – позволяет перемещать голову избегая напечатанных участков. Ретракты в это время отключаются.
Откат перед внешней стенкой – сопло забирает в себя часть пластика перед внешней стенкой. Опция «Да».
Избегать напечатанных частей при перемещении – Опция «Да».
Избегать поддержек при перемещении – Опция «Да».
Поднятие оси Z при откате – позволяет не задевать детали. Используется на плохо настроенных принтерах. Опция «Нет».
Раздел 8. Охлаждение
Включить вентиляторы – для PLA, PETG – «Да», для ABS – «Нет».
Скорость вентилятора – для PLA – 100 %, для PETG – 50 %.
Обычная скорость вентилятора на слое – позволяет замедлять скорость вращения турбин на первых слоях для увеличения адгезии к столу деталей.
Минимальное время слоя – зависит от пластика. Необходимо время для того, чтобы пластик успел охладиться и затвердеть, особенно на маленьких моделях.
Подъем головы – параметр позволяет поднимать голову над моделью, если слой напечатан, а минимальное время печати слоя не вышло. Это дает возможность охладить деталь.
Раздел 9. Поддержки
Генерация поддержек – если при печати существуют нависающие области, выделенные на модели красным цветом, то для них нужно включать поддержки.
Структура поддержки – позволяет строить поддержки по принципу дерева, или снизу вверх. Наиболее оптимальный вариант - «Нормаль».
Размещение поддержки – параметр позволяет выбрать, поддержки будут идти только от стола или создаваться в любой части модели. Под каждую модель этот параметр выбирается отдельно.
Угол нависания поддержек – позволяет регулировать от какого угла нависаний пластика, будут печататься поддержки. Угол можно уточнить через тесты для вашего принтера и пластика. Оптимально – 50 ° - 60 °.
Шаблон поддержек – выбирает паттерн по которому будут создаваться поддержки. Не имеет большого значения.
Плотность поддержек – чем выше этот параметр, тем больше филамента будет тратиться при печати, но тем качественнее будут прилегающие к поддержкам сверху области.
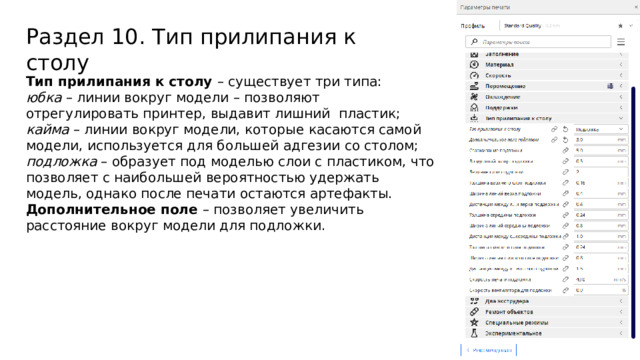
Раздел 10. Тип прилипания к столу
Тип прилипания к столу – существует три типа:
юбка – линии вокруг модели – позволяют отрегулировать принтер, выдавит лишний пластик;
кайма – линии вокруг модели, которые касаются самой модели, используется для большей адгезии со столом;
подложка – образует под моделью слои с пластиком, что позволяет с наибольшей вероятностью удержать модель, однако после печати остаются артефакты.
Дополнительное поле – позволяет увеличить расстояние вокруг модели для подложки.
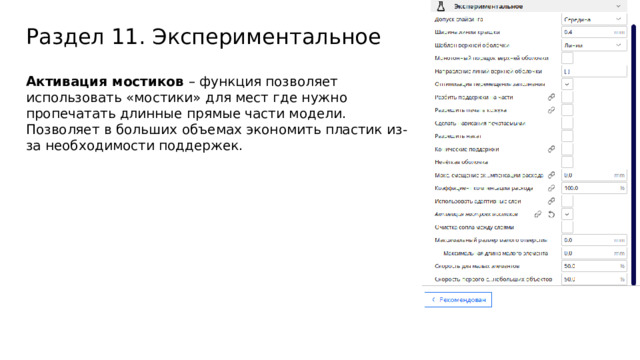
Раздел 11. Экспериментальное
Активация мостиков – функция позволяет использовать «мостики» для мест где нужно пропечатать длинные прямые части модели. Позволяет в больших объемах экономить пластик из-за необходимости поддержек.












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





Закрыть через 5 секунд
