Россия, г. Соликамск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 08.09.2020 18:12

Утев Сергей Геннадьевич
Мастер производственного обучения
54 года
Местоположение
Специализация
Методическая разработка урока учебной практики по обучению в учебной мастерской по теме "Сверление и долбление древесины"
Категория:
Прочее
01.03.2020 10:44

Просмотр содержимого документа
«Методическая разработка урока учебной практики по обучению в учебной мастерской по теме "Сверление и долбление древесины"»
Федеральная Служба Исполнения Наказаний
Федеральное казенное профессиональное
образовательное учреждение № 171
Методическая разработка урока
учебной практики по обучению в учебной мастерской
по теме № 5
«Сверление и долбление древесины»
Профессия: «ПЛОТНИК» код 16671
Разработчик: Утев Сергей Геннадьевич, мастер производственного обучения ФКП образовательное учреждение № 171
_____________________ /Утев С.Г./
Рецензент: Мелкомуков Владимир Викторович, преподаватель ФКП образовательное учреждение №171, первая квалификационная категория
_____________________ /Мелкомуков В.В./
Соликамск, 2019.
Тема № 5: «Сверление и долбление древесины»
Цели урока:
Обучающая - научить обучающихся закрепить умения правильно производить операции: настройка вертикально-сверлильного станка, приемы сверления отверстий на станках и ручными электродрелями, заточка сверл, выполнение различных видов сверления, зенкерование отверстий.
Развивающая - развитие профессиональной самостоятельности.
Воспитательная - воспитать у обучающихся бережное отношение к инструменту, материалам, сверлильным станкам, настойчивость в достижении цели, ответственность к работе, соблюдение правил охраны труда, любовь к выбранной профессии.
Тип урока:
- учебно-производственные работы: урок усвоения знаний, изучения трудовых приёмов и операций.
Организационная форма:
- индивидуальное обучение.
Место проведения урока:
- лаборатория практических занятий № 4.
Материально-техническое оснащение урока:
Верстаки с тисками, сверлильный станок, заточный станок, ручные электрические дрели, ручные тиски, переходные втулки, сверлильные патроны, детали для сверления, сверла различных размеров, штангенциркули, плакаты «Сверление», «Вертикально-сверлильные станки», «Виды свёрл».
Межпредметные связи:
- Материаловедение.
- Чтение чертежей.
Время работы по теме № 5 «Сверление и долбление древесины»:
-16 часов;
Время урока по разделу «Сверление древесины»:
- 6 часов.
Ход урока:
Организационная часть:
Проверка явки обучающихся по списочному составу.
Проверка готовности к уроку (наличия и состояния спец. одежды).
Вводный инструктаж:
Сообщить тему программы;
Сообщить тему урока;
Сообщить цель урока;
Проверить знания обучающихся по пройденному материалу.
Закрепление материала вводного инструктажа (Актуализация знаний обучающихся по пройденному материалу).
В целях закрепления материала вводного инструктажа проводим повторный показ приемов сверления деталей одним из обучающихся с использованием следующих вопросов:
для чего применяется сверление?
виды сверл и их назначение, виды заточки сверл?
какие бывают ручные дрели, область их применения?
разновидность сверлильных станков, на какие группы они делятся?
какие бывают приспособления для крепления деталей на столе сверлильного станка?
как производится крепление сверл, разверток, зенковок на сверлильном станке?
подготовка сверлильного станка к работе?
какие способы сверления отверстий применяются при сверлении на станках?
После опроса обучающихся переходим к практическому заданию данного урока. Показать обучающимся образец сверления деревянной заготовки. Каждый обучающийся должен в течение первых двух часов 30 минут выполнять сверлильные работы ручными и электрическими дрелями, в течение одного часа 30 минут – работа на сверлильном станке, в течение 45 минут - заточка и заправка сверл.
Сообщить обучающимся критерии оценок качества выполненных работ. После чего обучающиеся переходят к выполнению упражнения.
Основная часть урока:
Во время выполнения обучающимися упражнений проводим текущее инструктирование, совершая обходы с целью:
обход с целью проверки готовности обучающихся к работе;
вникать в работу каждого обучающегося, а также следить за работой всей группы;
приучать обучающихся к планированию своего труда и самоконтролю;
наблюдать за рациональным использованием рабочего времени и добиваться высокой производительности труда;
оказывать постоянную помощь отстающим обучающимся, проводя повторные объяснения, показ приемов и проведение дополнительных упражнений;
если встречаются аналогичные вопросы, то проводится коллективное текущее инструктирование;
постоянно воспитывать у обучающихся высокую культуру труда.
Заключительная часть.
Подведение итогов занятий;
Указать основные недостатки и нарушения технологического процесса, организации рабочего места, соблюдение техники безопасности при сверлении;
Прием изготовленной продукции (дать оценку качеству изготовления продукции);
Отметить лучшие работы.
| № | Наименование | Время прохождения |
| 1. | Организационная часть | 5 минут |
| 2. | Вводный инструктаж | 45 минут |
| 3. | Основная часть урока | 4 час 45 минут |
| 4. | Заключительная часть | 25 минут |
Используемая литература:
1.Л.Н. Крейндлин «Плотничные работы».
2.В.С. Левадный «Обработка дерева на станках».
3.Самойлов В.С., Карауш В.М. «Плотничные и столярные работы».
Приложение № 1
к методической разработки урока
учебной практики по обучению в
учебной мастерской по теме № 5
«Сверление и долбление древесины»
Характеристика процесса сверления:
Очень часто при сборке деревянных изделий в их деталях предусматривают отверстия и продолговатые пазы, которые предназначены для деревянных круглых шипов (шкантов) или металлических крепежных деталей (болтов, шурупов, стержней). Кроме того, сверление применяют при заделке сучков и других дефектных участков, когда после высверливания на их место устанавливают деревянные пробки. Сверление древесины осуществляется вращающимся инструментом - сверлом, с одновременной его подачей в направлении, параллельном оси вращения. При этом линия резания представляет собой винтовую траекторию. Сверление - это сложный процесс резания, совершаемый по различным направлениям относительно волокон древесины. Сущность этого процесса состоит в резании резцами, расположенными по торцу цилиндрического тела инструмента (сверла). По направлению оси отверстия относительно волокон древесины различают продольное сверление - в торец изделия и поперечное - в пласть. Кроме того, отверстия бывают сквозные и несквозные (глухие) .
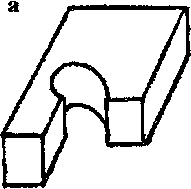
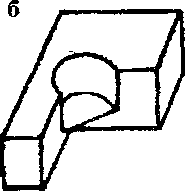
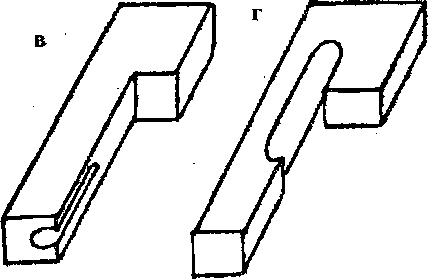
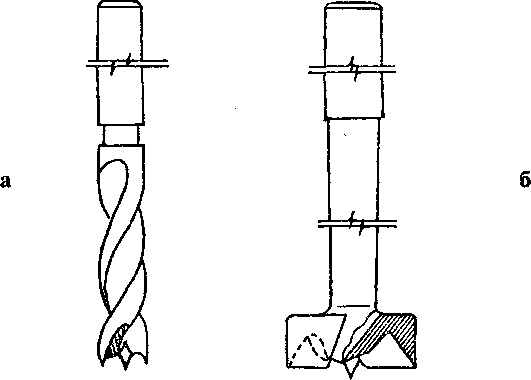
В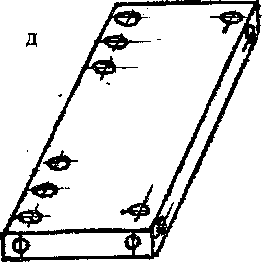 иды работ, выполняемых на сверлильно-пазовальных и сверлильно-присадочных станках: а, б, в,- сверление сквозных и несквозных отверстий; г-выборка пазов; д-присадка отверстий на пласти и в кромке щитовой детали.
иды работ, выполняемых на сверлильно-пазовальных и сверлильно-присадочных станках: а, б, в,- сверление сквозных и несквозных отверстий; г-выборка пазов; д-присадка отверстий на пласти и в кромке щитовой детали.
Для каждого вида сверления предназначены сверла с соответствующей конструкцией режущей кромки.
Виды сверл для древесины:
а-сверло спиральное с центром и подрезателями; б-сверло с подрезателем для высверливания сучков; в-сверло цилиндрическое спиральное с конической заточкой
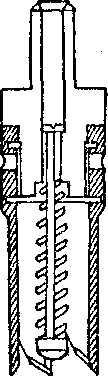
А Б В
-------------------------------------------------------------------------------------------------------
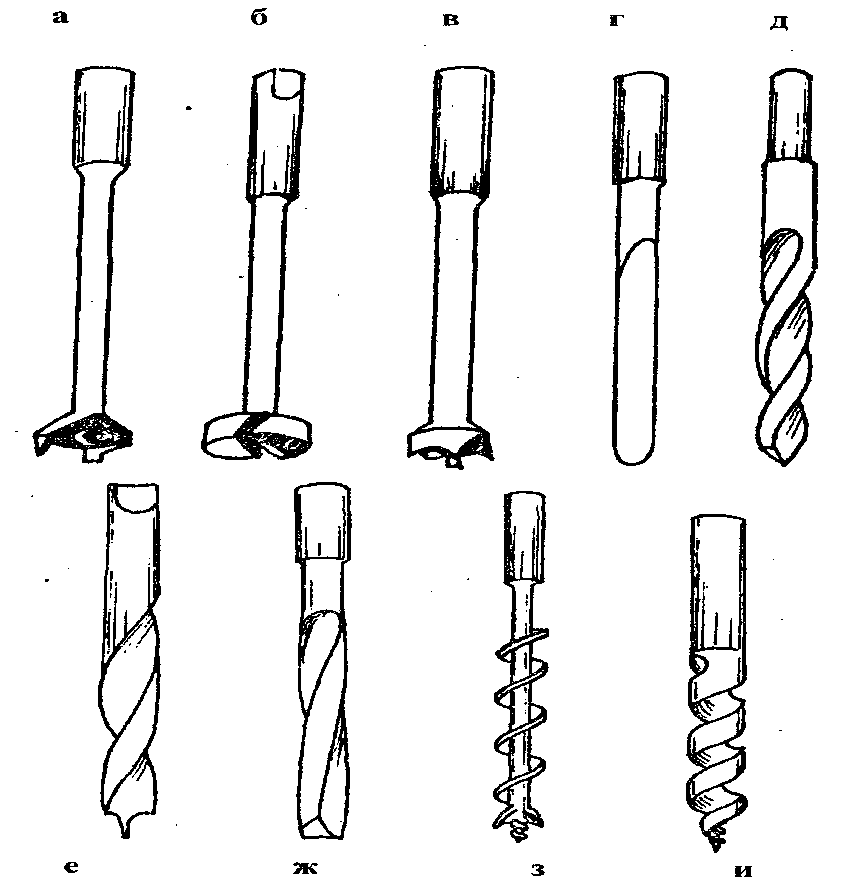
В настоящее время наиболее широкое распространение получили сверла: спиральные, центровые с круглыми и зубчатыми подрезателями, полые цилиндрические пилки и зенкеры.
Типы сверл: а-центровое; б-пробочное бесцентровое; в-пробочное центровое; г-ложечное; д-спиральное; е-спиральное с центром и подрезателями; ж-винтовое; з-шнековое; и-штопорное.
Подготовка сверлильного инструмента к работе:
Заточка свёрл производится при помощи абразивных материалов на универсально-заточных станках, оснащенных соответствующими приспособлениями. Заточка сверл вручную не обеспечивает достаточной точности, поэтому рекомендуется заточка на специальных станках. Спиральные сверла затачивают по задним поверхностям, в результате чего образуются две симметричные прямолинейные режущие кромки одинаковой длины. Для заточки сверл используют круги зернистостью 25-40 на керамической связке, твердостью СМ - СТ, прямого ПП или конического КП профилей. Правильность заточки контролируют угломерами.
Контроль элементов сверл после заточки:
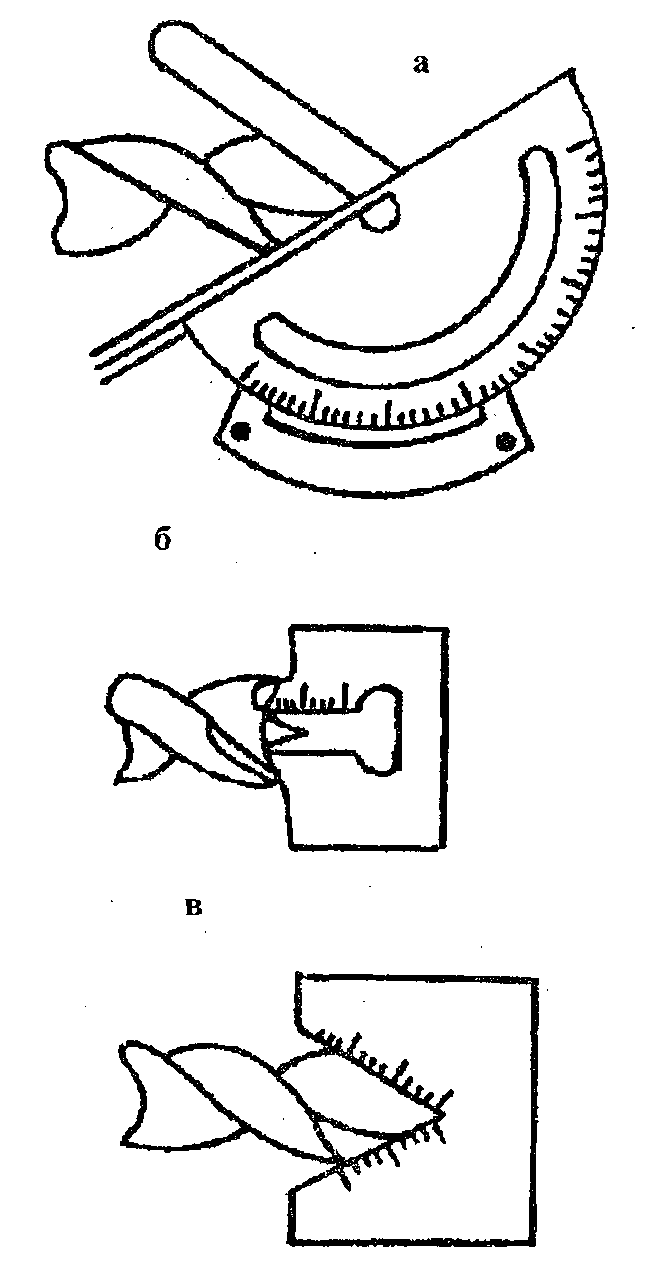
а - угла при вершине .
б - направляющего центра и подрезателей.
в -угла при вершине и длины режущих кромок.
Сверла, подготовленные к работе, должны удовлетворять следующим требованиям: на поверхности сверл не должно быть черновин, трещин, раковин, выкрошенных мест, следов коррозии и прочих дефектов; передние и задние поверхности сверла, направляющая ленточка и поверхность хвостовика должны быть шлифованными; с торца цилиндрических хвостовиков должны быть сняты фаски; и, самое главное требование, - сверла должны быть правильно заточены с соблюдением геометрии режущих частей.
Патроны для крепления сверл и концевых фрез:
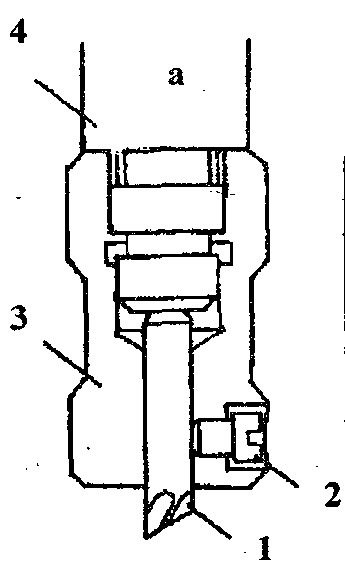
а – со стопорным винтом: 1-сверло с цилиндрическим хвостовиком; 2- стопорный винт; 3-втулка; 4-шпиндель станка.
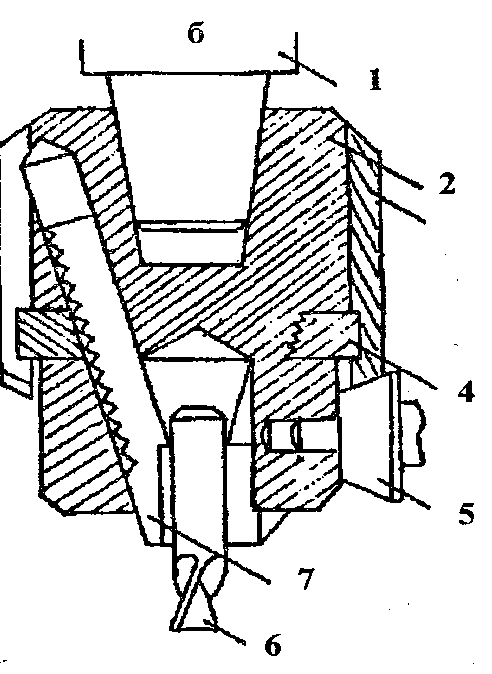
б - трехкулачковый самоцентрирующий патрон: 1-шпиндель станка; 2-корпус патрона; 3-втулка; 4- кольцо; 5-съемный рифленый ключ; 6-сверло; 7-кулачки патрона.
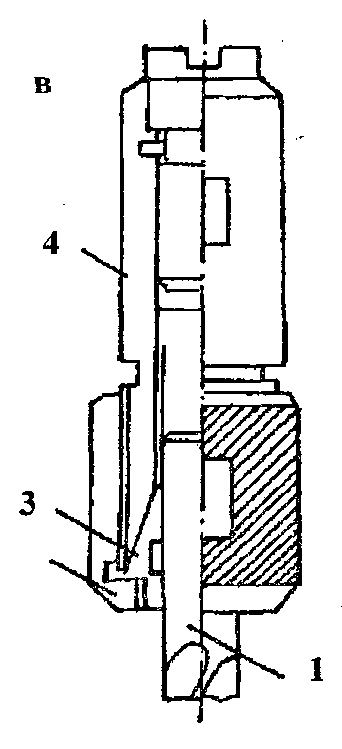
в-цанговый патрон:1- хвостовик сверла; 2-гайка; 3-разрезная цанга; 4- втулка.
Оборудование для сверления древесины:
С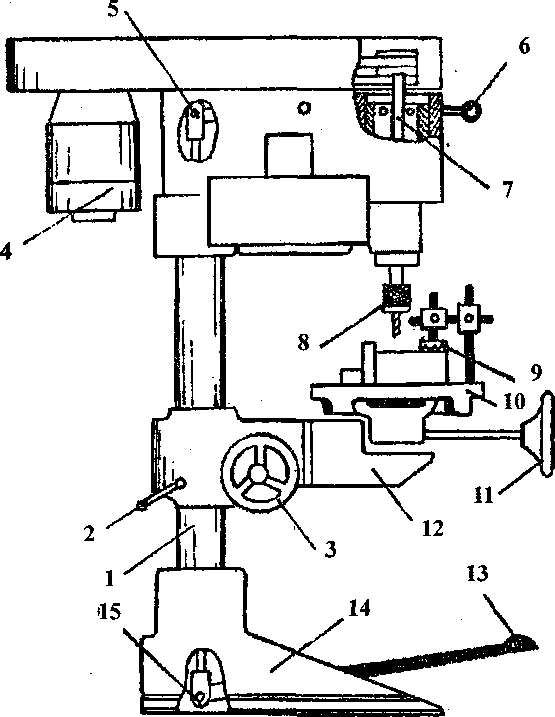 хема вертикального сверлильно-пазовального станка с ручной подачей СВП-2:
хема вертикального сверлильно-пазовального станка с ручной подачей СВП-2:
1-колонна; 2-рукоятка; 3-маховик; 4-электродвигатель; 5-рычаг перемещения шпинделя; 6-рукоятка перемещения шпинделя; 7-шпиндельный механизм; 8-патрон; 9-эксцентриковый прижим; 10-стол; 11-маховик перемещения стола; 12-кронштейн; 13-педаль шпинделя; 14-чугунная станина; 15-тяга педали шпинделя
| Тип электродвигателя | асинхронный, 4А/Х/71А43 |
| Мощность, кВт | 0,55 |
| Частота вращения вала, об /мин. | 1370 |
| Ток питания | переменный трехфазный |
| Напряжение, В. | 380 |
| Передача привода: |
|
| гни | клиноременная |
| направление вращения | реверсивное |
| вид шкивов | многоручьевые, конические |
| число скоростей | 5 |
| ширина поверхности стола, мм. | 250 - |
| частота вращения шпинделя в минуту | 450-25000 |
| наибольший ход, мм. | 100 |
| расстояние до рабочего стола, мм. | 20-400 |
| тип хвостовика | конус Морзе |
| сверлильный патрон | 16-В18 |
| габариты (ширина х длина х высота) | 370 х 770 х 820 мм |
| масса, кг. | 120 |
Подготовка и накладка станка:
Наладка станков состоит в определении режима работы, выборе режущего инструмента и правильном базировании заготовки относительно сверла или концевой фрезы. В зависимости от характера сверления выбирают тип и диаметр сверла или концевой фрезы. Необходимо помнить, что сверла для сверления вдоль волокон нельзя применять для сверления отверстий перпендикулярно волокнам. Угол заточки спиральных сверл должен соответствовать направлению сверления относительно волокон древесины. Диаметр сверла выбирают в зависимости от размера отверстия, учитывая, что диаметр полученного отверстия будет больше диаметра сверла на 0,2-0,35 мм вследствие его биения. Стол по высоте регулируют так, чтобы при крайнем верхнем положении шпинделя расстояние от вершины сверла до рабочей поверхности стола было на 25 мм больше высоты обрабатываемой детали. Если возникает необходимость в наклонном отверстии, стол поворачивают на требуемый угол. Различают сверление отверстий по разметке, по упорам и с применением кондукторов (шаблонов). При обработке большой партии деталей, если требуется высверлить несколько отверстий одинакового диаметра, выполняют сверление по упорам. Шаблоны используют для сверления нескольких отверстий в щитовых деталях. После наладки сверлят пробные отверстия и контролируют их диаметр и положение калибром или измерительным инструментом. Отклонение оси отверстия базовой поверхности детали от перпендикулярности допускается не более 0,15 мм на длине 100 мм.
Работа на станке:
Приступая к выполнению операции, включают подачу и подают шпиндель на заготовку сверлом в ранее отмеченное место. Паз выбирают в таком порядке : Сначала без боковой подачи стола сверлят два отверстия по концам будущего паза. Затем промежуток между круглыми гнездами удаляют методом пазового фрезерования при боковой подаче стола. Высота выбираемого паза с целью исключения поломки фрезы не должна превышать 1,5 диаметра фрезы.
Глубокие пазы фрезеруют за два, и более проходов. Одновременно следует контролировать качество обработанных поверхностей. При появлении мшистости надо сменить сверло. Работа при очень большой скорости подачи затупленным сверлом является причиной его поломки или недопустимой перегрузки электродвигателя. Станок предназначен для сверления отверстий диаметром 12 мм, их развертывания и зенкерования, а также для нарезания резьбы в заготовках из чугуна, стали, цветных металлов и пластмасс. Рабочий стол имеет три Т- образных паза для закрепления тисков и различных приспособлений. На задней части плиты имеется силовой винт в виде колонны с трапециевидной резьбой. По продольному направляющему пазу колонны перемещается шпиндельная бабка со сверлильным патроном. На ее корпусе размещены детали механизма главного движения: подмоторная плита с электродвигателем и устройство регулировки. Внутри защитного кожуха есть ведущий и ведомый шкивы с клиновидным ремнем Подача шпинделя на заготовку осуществляется с помощью штурвала ручной подачи. Натяжение ремня производят винтом натяжения. Шпиндельную бабку перемещают по колонне маховичком и фиксируют в заданном положении рукояткой. В станке предусмотрено правое и левое вращение шпинделя. Остановку вращения шпинделя осуществляют нажатием красной кнопки «Стоп».
При работе на сверлильном станке следует соблюдать следующие правила безопасности труда:
правильно устанавливать, надежно закреплять заготовки на столе станка и не удерживать руками в процессе обработки.
не оставлять ключи в патроне после смены сверла
не браться руками за вращающийся режущий инструмент и шпиндель
не вынимать рукой сломанное сверло из отверстия
не нажимать сильно на рычаг подачи при сверлении заготовок на проход
постоянно следить за исправностью режущего инструмента
не передавать и не принимать каких либо предметов через работающий станок.
не работать на станке в рукавицах
не опираться на станок во время его работы
Обязательно останавливать станок:
уходя от станка даже на короткое время прекращения работы
обнаружения неисправностей на станке
смазывание станка
установка или смена сверла и т.д.
уборки станка, рабочего места и стружки с инструмента, заготовки.
15








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

