
Россия, Нижний Новгород


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 24.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 17.02.2025 22:35

Павлова Ангелина Дмитриевна
преподаватель спец. дисциплин
Местоположение
Специализация
Методы типовых наладок многоцелевых станков с ЧПУ
Категория:
Прочее
14.11.2018 03:10

Просмотр содержимого документа
«Методы типовых наладок многоцелевых станков с ЧПУ»
Методы типовых наладок многоцелевых станков с ЧПУ
Многоцелевым станком называется станок с ЧПУ, обеспечивающий комплексную обработку сложных деталей с разных сторон без их перебазирования и, как правило, имеющий автоматическую смену инструмента. Эти станки выпускают для обработки корпусных заготовок и типа тел вращения. Рассмотрим многоцелевые станки для обработки корпусных заготовок. На них можно сверлить, зенкеровать, развертывать, растачивать, нарезать резьбу, фрезеровать плоские поверхности и контуры.
Производительность многоцелевых станков в 3-8 раз выше, чем универсальных станков. Это происходит за счет резкого сокращения вспомогательного времени и тем самым увеличения доли машинного времени до 60-75 % в общем цикле обработки.
Вспомогательное время уменьшается благодаря автоматической смене инструмента, высокой скорости позиционирования рабочих органов станка на вспомогательных ходах (до 15 м/мин), сокращению времени пуска-останова и реверсирования при применении высокомоментных малоинерционных двигателей постоянного тока, наладке инструмента на размер вне станка, исключению контрольных операций и т. д. В современных станках время переналадки еще более уменьшается вследствие применения сменных инструментальных магазинов с заранее налаженным на размер режущим инструментом.
Для сокращения времени загрузки заготовок и съема готовых деталей используются устройства для автоматической смены приспособлений - спутников, маятниковые столы, несколько поворотных столов, работающих поочередно, и др.
Особенности наладки многоцелевых станков с ЧПУ
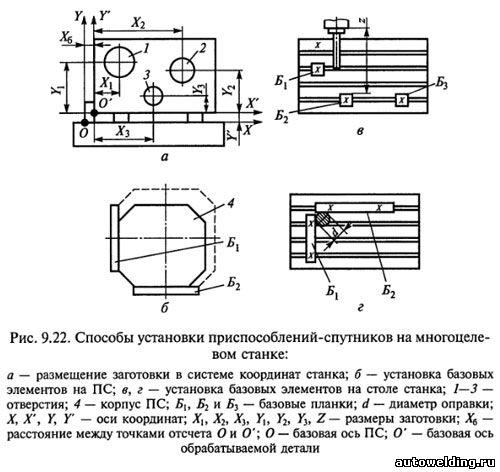
Ее можно выполнить непосредственно на столе станка или на приспособлении-спутнике (ПС).
На ПС устанавливают базовые элементы, ориентируя относительно них заготовку. Расположение базовых и крепежных элементов должно соответствовать карте наладки, так как от этого зависят погрешности установки. Если на станке впервые отрабатывается программа обработки заготовки с нескольких сторон, то необходимо определить координаты центра стола от абсолютного нуля по оси X. Эта координата для данного станка является величиной постоянной и может быть использована при настройке баз для других наладок. Положение ПС, а следовательно, и заготовки задается заранее технологом (программистом), который разрабатывает программу в абсолютных (по отношению к нулю станка) или относительных координатах с учетом положения нуля заготовки по отношению к нулю станка. (Нуль станка — это исходное положение стола и шпинделя станка, при котором все датчики перемещений показывают нуль.)
Базовые поверхности заготовки и опорные поверхности ПС, на которые она устанавливается, образуют систему координат, начало которой называют нулем заготовки (рис. 9.22, а). Если задать положение заготовки по отношению к системе координат станка размерами X' и У', то при обработке (например, отверстия 1) в программе может быть задано перемещение по осям Х и Y и т.д. Перемещения по осям Х0, Y0, Z0 можно получать за счет имеющегося на станке устройства смещения нуля, набирая значения координат на пульте управления при наладке станка на данную операцию.













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





Закрыть через 5 секунд
