







© 2020, Копейкин Владимир Альбертович 382 0


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 24.03.2024 19:30

Копейкин Владимир Альбертович
Преподаватель
"Назначение и техническая характеристика фуговального станка. Техника безопасности при работе на фуговальном станке"
Категория:
Прочее
09.12.2020 21:13

Просмотр содержимого документа
«"Назначение и техническая характеристика фуговального станка. Техника безопасности при работе на фуговальном станке"»
Назначение и техническая характеристика фуговального станка.
Техника безопасности при работе на фуговальном станке.
В зависимости от размеров обрабатываемых заготовок фуговальные станки бывают: легкие - с наибольшей шириной фрезерования 250 мм (СФЗ-З), средние - с наибольшей шириной фрезерования 400 мм (СФ4-1), тяжелые - с наибольшей шириной фрезерования 630 мм (СФ6-1).
По числу режущих инструментов различают станки одно- и| двухшпиндельные. На одношпиндельном станке фрезеруют только нижнюю поверхность заготовки, которая служит базой при дальнейшей обработке детали на других станках. На двухшпиндельном станке (С2ФЗ-3, С2Ф4-1) фрезеруют одновременно две поверхности заготовки: пласть и кромку.
По типу подачи обрабатываемого материала различают фуговальные станки с ручной и механизированной подачей. Механизированная подача осуществляется пристроенными автоподатчиками (СФАЗ-1, СФА4-1) или встроенными в станок механизмами подачи (СФК6-1). Для сбора и удаления стружки и пыли станки оборудуют стружкоприемниками, присоединяемыми к заводской эксгаустерной сети.
Одношпиндельный фуговальный станок СФ6-1 показан на рис. 5.24. На станине 1 коробчатой формы смонтированы ножевой вал 5, передний 8 и задний 2 столы и направляющая линейка 4. Ножевой вал установлен на шарикоподшипниках и имеет привод от электродвигателя через клиноременную передачу. Электродвигатель расположен на подмоторной плите внутри станины. Для быстрой остановки ножевого вала предусмотрен тормоз, действующий от электромагнита. Для изменения толщины снимаемого слоя передний стол можно перемещать по высоте относительно ножевого вала. Задний стол 2 предназначен для точного базирования обработанной поверхности детали. Его делают нерегулируемым, т.е. жестко прикрепленным к станине, или регулируемым по высоте. При наличии механизма регулировки облегчается настройка станка. Направляющая линейка 4 предназначена для точного бокового базирования заготовки. Она выполнена в виде узкой плиты и установлена на кронштейне 7. Ее можно поворачивать и перемещать по ширине стола.

Рис. 5.24. Одношпиндельный фуговальный
станок СФ6-1: 1 - станина; 2 - задний стол;
3 - ограждение; 4 - направляющая линейка;
5 - ножевой вал; 6 -фиксаторы крепления
направляющей линейки; 7 - кронштейн;
8 - передний стол; 9 - шкала;
10 - рукоятка настройки стола по высоте
Двусторонний фуговальный с т а н о к с горизонтальным и вертикальным шпинделями С2ФЗ-3 (рис. 5.25) предназначен для одновременного фрезерования пласта и кромки, заготовки. В отличие от одностороннего фуговального станка, ой дополнительно снабжен вертикальной кромкофуговальной головкой 6, передней направляющей линейкой 9 и задней направляющей линейкой 1. Переднюю линейку 9 можно настраивать относительно головки на толщину снимаемого слоя. Кромкофуговальная головка приводится во вращение (6000 об/мин) от индивидуального электродвигателя, укрепленного на кронштейне позади станины. Сбоку на колонке 4 установлен автоподатчик 2, который при необходимости можно повернуть в рабочее положение. Обрабатываемый материал в этом случае подается вращающимися роликами автоподатчика.
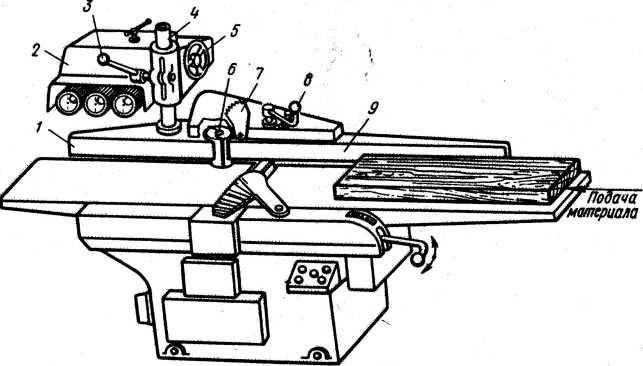
Рис. 5.25. Двусторонний фуговальный станок
с горизонтальным и вертикальным шпинделями
С2ФЗ-3: 1,9 - направляющие линейки;
2 - автоподатчик; 3 - рукоятка; колонка;
5 - маховичок подъема автоподатчика;
6 - кромкофуговальная головка;
7 - ограждение; 8 - рукоятка настройки
направляющих линеек на толщину
снимаемого слоя
Техника безопасности при работе на станках. Станина фуговального станка состоит из основания и двух вертикально перемещающихся столов (переднего и заднего), между которыми монтируют ножевой вал. Подшипники вала ножевой головки располагаются ниже поверхности столов. Ножи на ножевой головке закрепляют быстродействующим приспособлением. Передний стол устанавливают ниже заднего на 2 - 3 мм для обработки мягких пород и на 1 - 1,5 мм - твердых пород древесины. Подъемные приспособления переднего и заднего столов снабжены устройствами, обеспечивающими их надежное закрепление в неизменном положении во время работы. На рабочем столе у щели ножевого вала устанавливают острые износостойкие стальные накладки, закрепленные заподлицо с поверхностью стола. Накладки обеспечивают правильное направление заготовки и стружки. Расстояние между накладками, укрепленными на поверхности столов, и окружностью, которую описывают лезвия строгальных ножей, должно быть не более 3 мм. На накладках не допускаются неровности, выщербины и зазубрины. Поверхность рабочих столов и направляющей линейки должна быть ровной и гладкой. Плоскость заднего стола устанавливается по касательной к цилиндрической поверхности, описываемой лезвиями ножей. Направляющую линейку надежно закрепляют на столе.

Рис. 5.26. Ограждения щели стола фуговального станка:
в - веерное; б - пластинчатое; 1 - направляющая линейка;
2 - стол; 3 - веерное ограждение рабочей щели;
4 - пластинчатое ограждение нерабочей щели
Ч тобы руки рабочего не приближались к ножевой головке, рабочую часть щели фуговального станка закрывают автоматически действующим веерным ограждением (рис. 5.26, а). На рис. 5.26, б показано ограждение нерабочей щели стола. Снизу фуговальная (ножевая) головка имеет ограждение, которое одновременно является стружко - приемником (рис. 5.27), соединенным с пневмотранспортом. Веерное ограждение надежно лишь при условии, если подаваемая заготовка прижимается к направляющей линейке. На фуговальных станках веерное ограждение блокируют с пуском и тормозом станка. Когда веерное ограждение отведено за ножевую головку, станок автоматически выключается. Пружина в веерном ограждении полностью закрыта (недоступна работающему на станке и доступна наладчику станка). Нерабочая часть щели за направляющей линейкой при всех ее положениях полностью закрыта специальным ограждением. Во избежание вылета под действием центробежной силы ножи следует правильно устанавливать, надежно закреплять и проверять балансировку ножевого вала. Лезвия строгальных ножей не должны выступать за кромку стружколомателей более чем на 1,5 мм. Они должны описывать окружности одного диаметра. Одновременно строгать две или более деталей следует в специальных шаблонах, снабженных надежными зажимными устройствами. Заготовки подают в станок после того, как ножевая головка станка и агрегатная головка разовьют необходимую частоту вращения, верхние и боковые пружинные упоры плотно прижмут деталь к столу и направляющей линейке. Не допускается: работать на станке при появлении ненормальных стуков, шумов и вибраций, при ощущениях биения тока со станины (немедленно остановить станок и вызвать дежурного слесаря и электрика); упираться рукой в торец доски при ручной подаче; обрабатывать покоробленные по пласти пиломатериалы. Определенные трудности возникают при обработке на фуговальных станках заготовок небольших размеров, а также кромок шпона в пакетах под ребросклеивание. Для безопасной работы на станках заготовки короче 400 мм, уже 50 мм и тоньше 30 мм, а также заготовки с фасонным профилем следует фрезеровать только при помощи колодок - толкателей. Фрезеровать кромки шпона необходимо в пакетах, используя специальные приспособления - цулаги, обеспечивающие обжим и надежное крепление пакета.
тобы руки рабочего не приближались к ножевой головке, рабочую часть щели фуговального станка закрывают автоматически действующим веерным ограждением (рис. 5.26, а). На рис. 5.26, б показано ограждение нерабочей щели стола. Снизу фуговальная (ножевая) головка имеет ограждение, которое одновременно является стружко - приемником (рис. 5.27), соединенным с пневмотранспортом. Веерное ограждение надежно лишь при условии, если подаваемая заготовка прижимается к направляющей линейке. На фуговальных станках веерное ограждение блокируют с пуском и тормозом станка. Когда веерное ограждение отведено за ножевую головку, станок автоматически выключается. Пружина в веерном ограждении полностью закрыта (недоступна работающему на станке и доступна наладчику станка). Нерабочая часть щели за направляющей линейкой при всех ее положениях полностью закрыта специальным ограждением. Во избежание вылета под действием центробежной силы ножи следует правильно устанавливать, надежно закреплять и проверять балансировку ножевого вала. Лезвия строгальных ножей не должны выступать за кромку стружколомателей более чем на 1,5 мм. Они должны описывать окружности одного диаметра. Одновременно строгать две или более деталей следует в специальных шаблонах, снабженных надежными зажимными устройствами. Заготовки подают в станок после того, как ножевая головка станка и агрегатная головка разовьют необходимую частоту вращения, верхние и боковые пружинные упоры плотно прижмут деталь к столу и направляющей линейке. Не допускается: работать на станке при появлении ненормальных стуков, шумов и вибраций, при ощущениях биения тока со станины (немедленно остановить станок и вызвать дежурного слесаря и электрика); упираться рукой в торец доски при ручной подаче; обрабатывать покоробленные по пласти пиломатериалы. Определенные трудности возникают при обработке на фуговальных станках заготовок небольших размеров, а также кромок шпона в пакетах под ребросклеивание. Для безопасной работы на станках заготовки короче 400 мм, уже 50 мм и тоньше 30 мм, а также заготовки с фасонным профилем следует фрезеровать только при помощи колодок - толкателей. Фрезеровать кромки шпона необходимо в пакетах, используя специальные приспособления - цулаги, обеспечивающие обжим и надежное крепление пакета.
Рис. 5.27. Стружко- и пылеприемник к фуговальному станку
Для обработки заготовок небольшой толщины и невысокой жесткости используют конвейерные или вальцовые (с независимой подвеской подающих вальцов) механизмы подачи. Существенный эффект в уменьшении степени деформации тонких заготовок дает модернизация станка, заключающаяся в разделении функций прижима и подачи различными органами (подача толкающим конвейером), а также в установке дополнительных режущих головок, которые создают временные технологические базы.
При обработке заготовок длиной более 2 м перед станком и за ним устанавливают опоры в виде стоек с роликами, приставных столиков, роликовых столов. Ролики должны располагаться на расстоянии 0,6 - 1 м один от другого и легко вращаться. Фасонное криволинейное строгание запрещается, за исключением строгания заготовок для лыж, которое производится в специальных шаблонах. Неработающая часть щели на фуговальном станке должна быть закрыта ограждением.
На фуговальном станке с механической подачей запрещается работать без приспособления, предохраняющего от обратного выбрасывания материала. Укладывают и выравнивают материал на кромкофуговальном станке до опускания прижимной линейкой, при этом следят, чтобы прижимная линейка плотно прижимала фанеру по всей длине. Безопасность работ и облегчение условий труда на фуговальных станках с ручной подачей обеспечиваются автоподатчиками (АР-2 или АР-4). Конструкция автоподатчиков позволяет одновременно обрабатывать две стороны заготовки при установке на станке вертикального приставного шпинделя с ножевой головкой.
На станках с конвейерной подачей конвейерный подающий механизм с зубчатыми захватами огражден кожухом. Механизм возвратной подачи к фуговальным станкам облегчает труд, делает эту операцию безопасной, повышает производительность труда.
Для безопасной работы на фуговальных станках устанавливают различные механизмы и конструктивные элементы.
К особенностям конструкции фуговальных станков, создающим условия для безопасной работы, относятся:
- применение ножевых валов и головок круглой формы с безопасным клиновым креплением ножей;
- соответствие длины стола размерам наиболее часто обрабатываемых на станках заготовок;
- надежные эксцентриковые механизмы регулировки столов по высоте;
- концы плит столов, обращенные к ножевому валу и имеющие стальные накладки заостренной формы для возможно близкого подвода установочных поверхностей столов к инструменту, что обеспечивает плавное надвигание заготовок на инструмент, создает подпор стружке для предупреждения сколов;
- станина имеет жесткую, виброустойчивую конструкцию и позволяет размещать стружкоприемники.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


