
Россия, Никольское, Татарстан, Лаишевский район


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 28.12.2021 21:22

Волков Сергей Николаевич
учитель физической культуры, ОБЖ и технологии
53 года
Местоположение
Специализация
Назначение инструментов и приспособлений для изготовления заклепочных соединений. Соединение деталей изделия на заклепках. 6 кл
Категория:
Технология (мальчики)
29.05.2020 19:38

Просмотр содержимого документа
«Назначение инструментов и приспособлений для изготовления заклепочных соединений. Соединение деталей изделия на заклепках. 6 кл»
Конспект урока № 35-36
ТЕМА: Назначение инструментов и приспособлений для изготовления заклепочных соединений. Соединение деталей
изделия на заклепках.
Цель: Формирование понятий о заклепочных соединениях.
Задачи: 1.Ознакомить учеников с операциями сборки изделий с помощью заклёпок. 2.Правилами и приемами выполнения этих операций, с правилами безопасности труда. 3. Формирование первоначальных умений и навыков при соединении деталей. 4. Внимательное и аккуратное отношение к работе.
Тип урока: комбинированный, практическая работа № 16 «Соединение деталей изделия на заклепках».
Инвентарь и оборудование: учебники, тетради, образцы изделий, молотки, натяжки, обжимки, клепки, заготовки металла.
Оформление доски: тема урока, новые слова (заклепка, натяжка, поддержка, обжимка).
Дата проведения: 3 четверть.
ХОД УРОКА
| Этап урока | Продолжительность | Деятельность учителя | Деятельность учащихся |
| I этап: Организационный. | 2 мин | Организация начала урока. Проверить присутствующих. Cоздать психологический настрой для изучения новой темы. | Готовятся к уроку (тетради, учебники, карандаш, ручка) |
| II этап: Проверка домашнее задания | 15 мин | 1.УСТНЫЙ ОТВЕТ ПО КАРТОЧКЕ. 1.Прочитай вопрос и подготовь ответ на него: --Устройство сверлильного станка и приемы работы на нем. 2.Для этого вспомни: Устройство сверлильного станка. Приемы работы на сверлильном станке. Правила безопасной работы. 3.Сделай вывод. 2.ФРОНТАЛЬНЫЙ ОПРОС: Из каких основных узлов состоит сверлильный станок? Какую технологическую операцию называют сверлением? Что такое зенковка и для чего она применяется? Для чего служит сверлильный патрон? Как осуществляется подача сверла при сверлении? В какой последовательности выполняют операцию сверления | Отвечает один ученик Отвечают на поставленные вопросы. |
| III этап: Подготовка учащихся к усвоению нового материала | 3 мин | Тема сегодняшнего урока «Соединение деталей изделия на заклепках».
На сегодняшнем уроке мы рассмотрим соединения деталей с помощью заклепок, научимся выполнять заклепочные соединения. Заклепочные соединения широко используются при сооружении металлических конструкций мостов, балок, а также в самолетостроении, судостроении и т.д. Будете применять эти соединения и вы при изготовлении изделий в школьных учебных мастерских.
| Запись в тетради даты и темы урока. |
| IV этап: Изучение нового материала
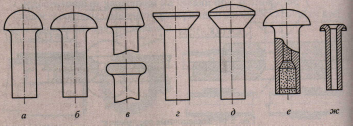
| 25 мин | 1.РАССКАЗ УЧИТЕЛЯ. Заклепка – это цилиндрический металлический стержень с головкой определенной формы, называемой закладной. В процессе выполнения клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуют вторую головку заклепки, которую называют замыкающей. Изготовляют заклепки из достаточно мягкой стали или цветных металлов: меди, алюминия и др. Виды заклепок и их применение: По форме головок различают следующие виды заклепок:
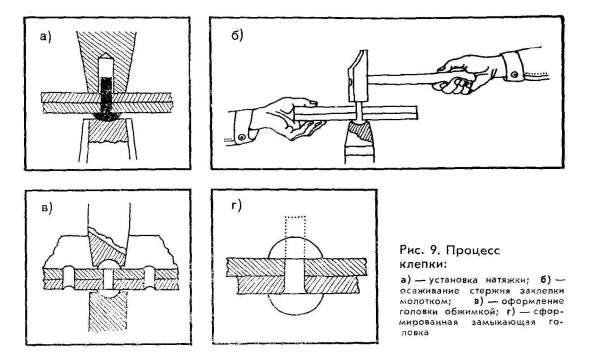
а, б – с полукруглой головкой (наиболее прочные); в - с цилиндрической головкой; г - с потайной головкой (применяют, когда замыкающая головка не должна выступать над поверхностью, менее прочные); д - с полупотайной головкой; е - взрывная (применяют при невозможности сделать замыкающую головку); ж - трубчатая (для соединения тонких листов и деталей ). При выполнении заклепочных соединений заклепки следует выбирать из того же материала, что и соединяемые детали. Чаще при монтажных работах применяют заклепки с полукруглой и потайной головкой. По размерам заклепку подбирают в зависимости от толщины соединяемых деталей. Длина стержня заклепки складывается их толщины соединяемых деталей и длины части стержня на образование замыкающей головки. Последняя равна 1,2-1,5 диаметра стержня. При выполнении заклепочного соединения применяют специальные инструменты: натяжки, поддержки, обжимки. Натяжка изготовляется в виде стержня с отверстием в рабочей части. Поддержка – это массивный цилиндрический стержень с лункой по форме закладной головки заклепки. Обжимка как приспособление для клепки выполняется в виде стержня с лункой на рабочей части и служит для оформления вновь образуемой (замыкающей) головки заклепки, придания ей правильной формы. 2.ДЕМОНСТРАЦИЯ ВЫПОЛНЕНИЯ ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ. В процессе клепки производят следующие по порядку операции: 1 . Подгоняют детали — правка, припиловка, удаление заусенцев. 2. Размечают отверстия под заклепки и накернивают центры. При этом расстояние от центра заклепки до края склепываемой детали должно быть не меньше 1,5 диаметра заклепки, а между центрами заклепок в ряду от 3 до 4 диаметров. 3. Сверлят (или пробивают) отверстия. Диаметр сверленых отверстий берется на 0,1—0,2 мм больше диаметра стержня заклепки— это облегчает вставку заклепок в отверстия. 4. Снимают фаски или раззенковывают отверстия под потайные головки. Заклепку вставляют в отверстия, заводя ее снизу, и под нее ставят поддержку (специальный стержень с лункой под головку, укрепляемый в тисках) или плиту. 5. Ударяя молотком по натяжке, плотно сжимают склепываемые детали. 6. Расклепывают стержень заклепки. При этом стремятся, чтобы количество ударов было минимальным, так как металл нагартовывается и теряет пластичность. Сначала сильными ударами осаживают стержень, а затем боковыми ударами формируют головку и окончательно оформляют ее обжимкой (рис. 9). Можно сразу на выступающий конец стержня накладывать обжимку и, ударяя по ней, одновременно расклепывать и оформлять головку, но при таком способе возможно смещение головки относительно оси заклепки, что нежелательно. 3.ОЗНАКОМЛЕНИЕ С ПРАВИЛАМИ БЕЗОПАСНОЙ РАБОТЫ ПРИ КЛЕПКЕ. При выполнении соединения деталей заклепками следует соблюдать некоторые требования безопасности: Пользуйтесь только исправными молотком и приспособлениями для клепки. Во время выполнения разметки и сверления отверстий под заклепку соблюдайте правила безопасности труда, характерные для выполнения этих операций.
| Записывают определение в тетрадь Слушают учителя |
| V этап: Первичное закрепление знаний
| 7 мин | Практическая работа № 16 «Соединение деталей изделия на заклепках». 1.Вводный инструктаж. Показать учащимся приемы соединения деталей с помощью заклепки. Дать учащимся определить диаметр отверстия в зависимости от диаметра клепки. Проверить задание и исправить ошибки. Выполнить пробное упражнение по соединению двух деталей с помощью заклепки. Объяснить ученикам организацию рабочего места и правила безопасности труда. 2.Текущий инструктаж. Тренировочные упражнения по сверлению отверстий. Обратить внимание на определение центра отверстия и его накернивания. Выполнение операции сверления. Обратить внимание на правила техники безопасности при сверлении. Произвести соединение двух деталей с помощью заклепки. Осуществить контроль качества соединяемых деталей. Регулярные обходы рабочих мест и по вызову ученика. 3.Заключительный инструктаж. Самостоятельная оценка результатов работы учащихся, выбор лучших работ; разбор допущенных ошибок и анализ причин, их вызвавших; разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.
| Выполняют практическую работу. |
| VI этап: | 10 мин | Контрольные вопросы: Где применяются заклепочные соединения? Как подсчитать необходимую длину заклепки? Какие инструменты и приспособления применяются при клепке? В какой последовательности выполняется клепка? Какие требования безопасности нужно соблюдать при клепке?
| Отвечают на вопросы устно. |
| VII этап: Итог урока | 3 мин | Учитель подводит итог урока, выставляет оценки
| Задают вопросы по теме учителю |
| VIII этап: Домашнее задание | 2 мин | Прочитать материал о заклепочных соединениях.
Подготовить развернутый устный ответ на вопрос: -- Как выполнять соединения деталей изделий на заклепках?
| Записывают в дневник и тетрадь |











Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ

