
Россия, Калуга


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 29.04.2026 20:01

Аннушкин Владимир Борисович
Мастер производственного обучения
57 лет
Местоположение
Специализация
Опиливание металла
Категория:
Прочее
04.06.2022 12:36

Просмотр содержимого документа
«Опиливание металла»
Тема: Опиливание металла
Безопасность труда. При опиловочных работах необходимо выполнять следующие требования безопасности:
- при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
- образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щеткой; строго запрещается сбрасывать стружку обнаженными руками, сдувать ее или удалять сжатым воздухом;
- при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснувшими, расколотыми рукоятками.
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
Напильниками слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы.
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т.п. Припуски на опиливание оставляются небольшими — от 0,5 до 0,25 мм. Точность обработки опиливанием составляет 0,2...0,05 мм (в отдельных случаях — до 0,001 мм).
Ручная обработка напильником в настоящее время в значительной степени заменена опиливанием на специальных станках, но полностью вытеснить ручное опиливание эти станки не могут, так как пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную.
Напильники. Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготовляют из стали У10А или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насекания подвергают термической обработке.
Напильники подразделяют по размеру насечки, ее форме, по длине и форме бруска.
Виды и основные элементы н а с е ч е к. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках с помощью специального зубила, на фрезерных станках — фрезами, на шлифовальных станках — специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках — протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба.
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, или простой, с двойной, или перекрестной, точечной, или рашпильной, и дуговой насечками.
Рис. Насечки напильников: а - одинарная (простая), б - двойная (перекрестная), в – точечная рашпильная, г-дуговая.
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов и сплавов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используют для заточки пил, ножей, а также для обработки древесины и пробки.
Напильники с двойной (перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию.
Напильники с рашпильной (точечной) насечкой (рашпили) применяют для обработки очень1 мягких металлов и неметаллических материалов — кожи, резины и др.
Напильники с дуговой насечкой применяют при обработке мягких металлов (медь, дюралюминий и др.). Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.
По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные

д е

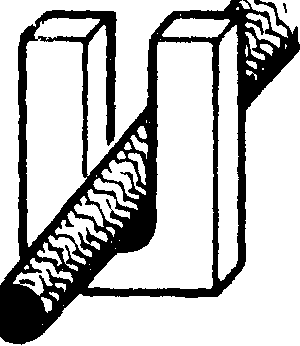
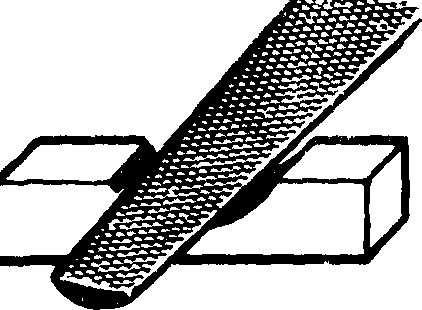

Рис. Типы напильников:
а - плоские, б - плоские остроносые, в - квадратные, г - трехгранные, д - круглые, е - полукруглые, ж - ромбические, з – ножовочные
Надфили. Небольшие напильники, называемые надфилями, применяют для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.
Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента (рис. 140). Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения.
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать. В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой № 1 и 2 и длиной 250...350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.


Машинные напильники (стержневые - для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков. Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.

Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники - это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют их целыми (с хвостовиками) и насадными (навертывают на оправку)
Борнапильники имеют угловую, шаровидную цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники применяют для зачистки отливок, поковок, снятия заусенцев на заточном станке. Диск изготовляют диаметром 150...200мм и толщиной 10...20мм. Зубья — фрезерованные или насеченные. Диски закрепляют с помощью приспособления).
Рис. Вращающиеся напильники, а - борнапильники, б, в - дисковые и приспособление для их крепления.

Рис. Насадка (а, б) и снятие (в, г) рукоятки напильника.
Подготовка поверхности к опиливанию. Заготовку очищают металлическими щетками от грязи, масла, формовочной земли, окалины, литейную корку срубают зубилом или удаляют старым напильником.
Закрепление заготовки. Обрабатываемую заготовку зажимают в тисках опиливаемой плоскостью горизонтально, на 8...10 мм выше уровня губок. Заготовку с обработанными поверхностями закрепляют, надев на губки нагубники из мягкого материала (медь, латунь, алюминий, мягкая сталь).
Приемы опиливания. Положение корпуса считается правильным, если между плечевой и локтевой частями согнутой в локте правой руки с напильником, установленным на губки тисков (исходное положение), образуется угол, равный 90 °. При этом корпус работающего должен быть прямым и развернутым под углом 45 ° к линии оси тисков.
Положение ног. При начале рабочего хода напильника масса тела приходится на правую ногу, при нажиме центр тяжести переходит на левую ногу. Этому соответствует такая расстановка ног: левая выносится (отводится) вперед по направлению движения напильника, правую ногу отставляют от левой на 200...300 мм так, чтобы середина ее ступни находилась против пятки левой ноги. При рабочем ходе напильника (от себя) основная нагрузка приходится на левую ногу, а при обратном (холостом) ходе - на правую, поэтому мышцы ног попеременно отдыхают.
При снятии толстых слоев металла приходится нажимать на напильник с большой силой, поэтому правую ногу отставляют от левой назад на полшага, и она в этом случае является основной опорой. При слабом нажиме на напильник, например, при доводке или отделке поверхности, стопы ног располагают почти рядом. Эти работы, как точные, чаще выполняют сидя.
Положение рук (хватка напильника) имеет чрезвычайно важное значение. Слесарь берет в правую руку напильник за рукоятку так, чтобы последняя упиралась в ладонь руки, четыре пальца захватывали рукоятку снизу, а большой палец помещался сверху. Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20... 30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать; они не поддерживают, а только прижимают напильник. Локоть левой руки должен быть немного приподнят. Правая рука от локтя до кисти должна составлять с напильником прямую линию.
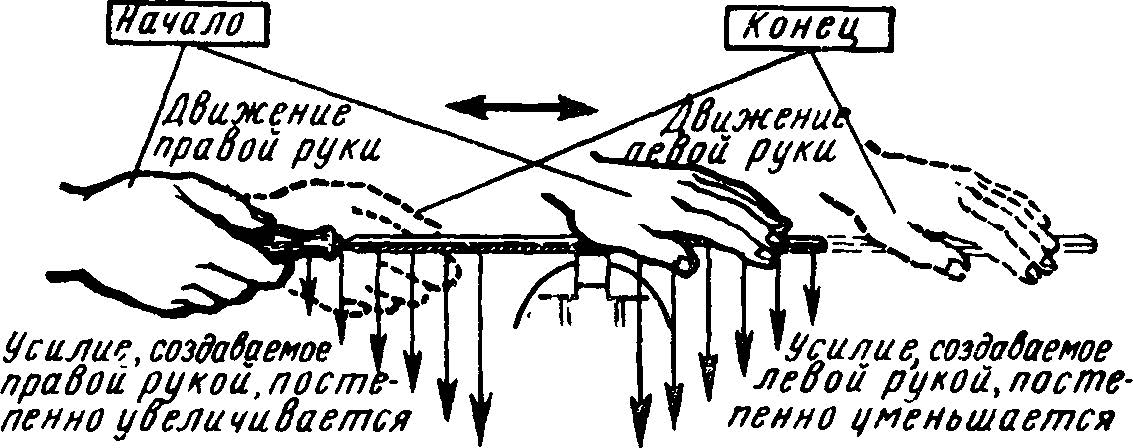
Координация усилий. При опиливании должна соблюдаться координация усилий нажима (балансировка), заключающаяся в правильном увеличении нажима правой рукой на напильник во время рабочего хода при одновременном уменьшении нажима левой рукой. Движение напильника должно быть горизонтальным, поэтому нажимы на его рукоятку и носок должны изменяться в зависимости от положения точки опоры напильника на обрабатываемой поверхности. При рабочем движении напильника нажим левой рукой постепенно уменьшают. Регулируя нажимы на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям.
В случае ослабления нажима правой рукой и усиления левой может произойти завал поверхности вперед. При усилении нажима правой рукой ослаблении левой получится завал назад.
Прижимать напильник к обрабатываемой поверхности необходимо при рабочем ходе (от себя). При обратном ходе не следует отрывать напильник от обрабатываемой поверхности. Во время обратного хода напильник должен лишь скользить. Чем грубее обработка, тем больше должно быть усилие на рабочем ходе.
При чистовом опиливании нажим на напильник должен быть значительно меньше, чем при черновом. В этом случае левой рукой нажимают на носок напильника не ладонью, а лишь большим пальцем.
Опиливание поверхностей является сложным трудоемким процессом. Чаще всего дефектом при опиливании поверхностей является отклонение от плоскостности. Работая напильником в одном направлении, трудно получить плоскую и чистую поверхность. Поэтому направление движения напильника, а, следовательно, положение штрихов (следов напильника) на обрабатываемой поверхности должны меняться, т.е. попеременно с угла на угол.
Сначала опиливание выполняют слева направо под углом 30...40° к оси тисков, затем, не прерывая работы, прямым штрихом; заканчивают опиливание косым штрихом под тем же углом, но справа налево. Такое изменение направления движения напильника обеспечивает получение необходимых плоскостности и шероховатости поверхности.
Опиливание наружных плоских поверхностей начинают с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом.
При опиливании плоских поверхностей используют плоские напильники - драчевый и личной. Сначала опиливают одну широкую поверхность (она является базовой, т.е. исходной поверхностью для дальнейшей обработки), затем вторую параллельно первой и т. д. Стремятся к тому, чтобы опиливаемая поверхность всегда находилась в горизонтальном положении. Опиливание ведут перекрестными штрихами. Параллельность сторон проверяют штангенциркулем, а качество опиливания — поверочной линейкой в различных положениях (вдоль, поперек, по диагонали).
Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкой внутреннего угла и сопряжено с некоторыми трудностями. Выбрав одну из поверхностей в качестве базовой (обычно принимают большую), опиливают ее начисто, а затем обрабатывают вторую поверхность под прямым углом к базовой.
Правильность опиливания второй, поверхности проверяют поверочным угольником, одну полку которого прикладывают к базовой поверхности.
Опиливание поверхностей по внутреннему прямому углу ведут так, чтобы ко второй поверхности было обращено ребро напильника, на котором нет насечки.
Опиливание конца стержня на квадрат начинают с опиливания грани 1 (рис. а), размер проверяют штангенциркулем (рис. б). Затем опиливают грань 3. Грань 2 опиливают под углом 900 к граням 1 и 3. Грань 4 опиливают в размер к грани 2.

Рис. Опиливание конца стержня на квадрат
Опиливание цилиндрических заготовок. Цилиндрический стержень I (рис.) сначала опиливают на квадрат II, в размер сторон которого должен входить припуск на последующую обработку. Затем у квадрата опиливают углы и получают шестигранник III, из которого опиливанием изготовляют шестнадцатигранник IV; в процессе дальнейшей обработки получают цилиндрический стержень требуемого диаметра. Слой металла для получения четырех и восьми граней снимают драчевым напильником, а шестнадцатигранник опиливают личным напильником Контроль обработки производят штангенциркулем в нескольких местах.

Рис. Опиливание цилиндрических заготовок
Опиливание вогнутых поверхностей. Сначала на заготовке размечают необходимый контур детали. Большую часть металла в данном случае можно удалить вырезанием ножовкой, придав впадине в заготовке форму треугольника, или высверливанием. Затем напильником опиливают грани, а полукруглым или круглым драчевым напильником спиливают выступы до нанесенной риски. Профиль сечения круглого или полукруглого напильника выбирают таким, чтобы его радиус был меньше, чем радиус опиливаемой поверхности.
Не доходя до риски примерно на 0,3...0,5 мм, драчевый напильник заменяют личным. Правильность формы распиливания проверяют по шаблону на просвет, а перпендикулярность опиленной поверхности торцу заготовки - угольником.
Опиливание по копиру (кондуктору). Наиболее производительным является опиливание заготовок, имеющих криволинейный профиль, по копиру. Копир представляет собой приспособление, рабочие поверхности которого обработаны соответственно контуру обрабатываемой детали с точностью от 0,05 до 0,1 мм, закалены и отшлифованы.
4 Подлежащую опиливанию заготовку 2 вставляют в копир 1 и вместе с ним зажимают в тисках. После этого опиливают выступающую часть заготовки до уровня рабочих поверхностей копира. При изготовлении большого количества одинаковых деталей из тонкого листового материала в копире можно закреплять одновременно несколько заготовок.
 Рис. Опиливание по кондуктору
Рис. Опиливание по кондуктору
Механизация опиловочных работ является одним из путей повышения производительности труда и культуры производства. Механизация осуществляется в основном применением ручного электрического и пневматического инструмента, а также опиловочных машинок и станков.
Отделочные операции производят шлифовальными шкурками с помощью специальных ручных механизированных инструментов (дисковых шлифовальных машинок), ручными, механизированными инструментами с абразивными лентами или на специальных ленточношлифовальных станках.
Универсальные переносные машинки служат для зачистки и полирования опиленных поверхностей шлифовальными шкурками.
Шлифовальную шкурку склеивают в виде колец и закрепляют на эластичном основании специальных разжимных головок, которые устанавливают на рабочих концах шпинделей универсальных электрических и пневматических машинок.
Для закрепления шкурки в торцовой части оправки из инструментальной стали прорезают шлиц, в который вводят конец полотна шкурки. Затем шкурку навертывают на оправку, после 1,5...2 оборотов конец шкурки завертывают и хвостовиком напильника прижимают к торцу оправки. Таким образом шкурка будет надежно закреплена на оправке.
Электрический напильник конструкции Д.И. Судаковича
предназначен для выполнения различных слесарных и сборочных работ. Длина хода напильника равна 12 мм, число двойных ходов в минуту - 1500, мощность электродвигателя - 120 Вт, рабочее напряжение — 127 и 220 В.
Применение электронапильника повышает производительность труда примерно в пять раз по сравнению с производительностью при использовании ручного напильника.
Ленточно- и плоскошлифовальные станки. Шлифование абразивной лентой. Обработка осуществляется абразивными лентами, которые изготовляют на бумажной или тканевой основе, на животных или синтетических клеях. Шлифование осуществляется или при свободном натяжении ленты, или поджимом ее контактным роликом, или подкладной плитой. Наибольшее распространение имеют контактные ролики, покрытые резиной или полимерами. При повышении твердости контактного ролика интенсивность съема металла увеличивается, а шероховатость обработанной поверхности ухудшается. Твердые контактные ролики применяют для предварительной обработки, мягкие — для окончательной.
Шлифование шлифовальным кругом. Шлифовальный круг представляет собой пористое тело, состоящее из большого количества мелких зерен, соединенных между собой клеящим веществом — связкой.
Процесс шлифования состоит в том, что вращающийся шлифовальный круг, соприкасаясь с металлом острыми гранями абразивных зерен, снимает с поверхности заготовки слой металла
Контурное травление деталей является одним из высокопроизводительных методов обработки, заменяющих слесарное опиливание. Метод заключается в глубоком травлении на деталях (из алюминия, его сплавов, из стали и титана) тех участков, которые подлежат опиливанию. Остальные участки поверхности защищаются стойкими химическими покрытиями. Травление осуществляют в растворе (400...420 г каустической соды растворяют в 1 л воды, нагретой до 75.„80 °C). Детали предварительно обезжиривают. Контурное травление применяют для обработки труднодоступных мест, узких щелей, фасонных вырезок, спиральных канавок и др. Точность обработки при контурном травлении достигает ±0,05 мм, а высота гребешков (неровностей) составляет 1,25.„2,5 мкм, что исключает дополнительную зачистку.
Строгальные станки разделяют на универсальные и специализированные. К универсальным относят поперечно- и продольно-строгальные, а также долбежные станки. В слесарном деле применяют преимущественно поперечно-строгальные станки. Они предназначены для обработки малогабаритных деталей, имеющих горизонтальные, вертикальные и наклонные поверхности.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

