






© 2021, Копейкин Владимир Альбертович 229 0


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 24.03.2024 19:30

Копейкин Владимир Альбертович
Преподаватель
Опорный конспект по теме «Базирование деталей» учебной дисциплины МДК. 04.01 «Технология работ на деревообрабатывающем оборудовании» по профессии 18783 «Станочник деревообрабатывающих станков»
Категория:
Прочее
20.10.2021 19:38

Просмотр содержимого документа
«Опорный конспект по теме «Базирование деталей» учебной дисциплины МДК. 04.01 «Технология работ на деревообрабатывающем оборудовании» по профессии 18783 «Станочник деревообрабатывающих станков»»
Базирование деталей.
Для обеспечения качественной обработки необходимо выполнить ориентирование, закрепление и базирование заготовки в требуемом положении относительно рабочих органов станка.
Ориентирование - это изменение расположения заготовки относительно станка в целях достижения требуемого направления подачи. Оно всегда предшествует обработке заготовки и осуществляется вручную или специальным ориентирующим устройством: винтовыми роликами, диском, отклоняющим щитком, толкателем и т.п.
В ряде случаев заготовки подают в станок последовательно с заданным интервалом времени или промежутками между торцами. Для обеспечения такого способа подачи используют специальные отсекатели и ускорители. Когда же требуется сформировать сплошной поток деталей, применяют рядонаборное устройство. Неправильное ориентирование заготовки часто является причиной брака детали или поломки рабочих органов станка.
Закрепление - придание заготовке надежного и устойчивого положения в процессе обработки. Закрепляют заготовку зажимными и прижимными устройствами.
Базирование - процесс сохранения ориентированного положения заготовки в станке на период ее обработки. Базирование является ответственным этапом механической обработки, так как качество его выполнения определяет точность обработанной детали. Задача правильного взаимного расположения заготовки и рабочих инструментов в станке решается назначением технологических баз.
Технологической базой называется совокупность базирующих поверхностей, используемых для правильной ориентации заготовки относительно режущего инструмента в процессе обработки. Опорные элементы станка, определяющие заданное положение заготовки в станке, называют базой.
Заготовки, обрабатываемые на деревообрабатывающих станках, обычно имеют правильную призматическую форму в виде брусков, досок или щитов.
Получаемые на станке детали бывают прямолинейные с профильным поперечным сечением (рис. 4.1, а), в виде тела вращения (рис. 4.1, б) или сложной пространственной формы (рис. 4.1, в). Базирующими поверхностями призматической заготовки являются ее пласть, кромка и торец, которые соответственно называются главная 3, направляющая 2 и упорная 1 поверхности. При базировании эти поверхности соприкасаются с соответствующими установочными поверхностями опорных элементов станка.
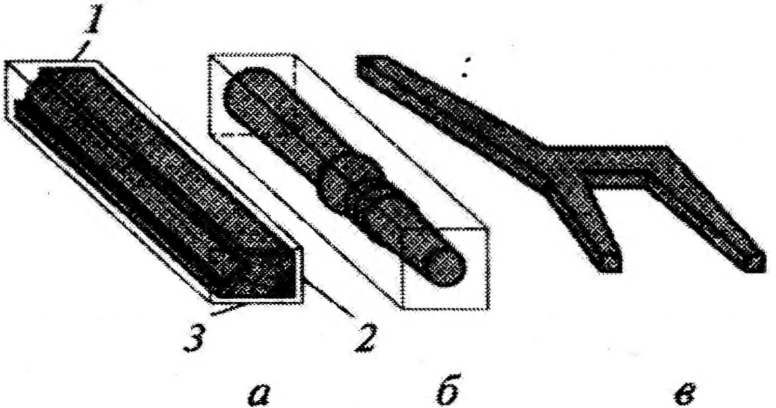
Рис. 4.1. Форма заготовок и деталей,
обрабатываемых на деревообрабатывающих
станках: а - призматическая; б - тела вращения;
в - сложная; 1 - упорная поверхность;
2 - направляющая поверхность;
3 - главная поверхность
Условия базирования зависят от вида технологической операции и требуемой точности обработки детали. Для создания плоской поверхности заготовки (фугование) необходима только одна главная установочная поверхность станка в виде, например, переднего и заднего столов фуговального станка (рис. 4.2, а). Направляющая линейка 2 в этом случае не влияет на точность формы (пласти) обработанной детали.
Если требуется обработать кромку детали с заданным отклонением ее от перпендикулярности к пласти, то должны быть использованы две базирующие поверхности заготовки (пласть и кромка) и соответствующие им две опорные поверхности: стол и направляющая линейка.
Наконец, когда при обработке формируется поверхность с размерами по трем координатным осям (рис. 4.2, б), необходим весь комплект базирующих поверхностей (главная, направляющая и упорная поверхности заготовки).
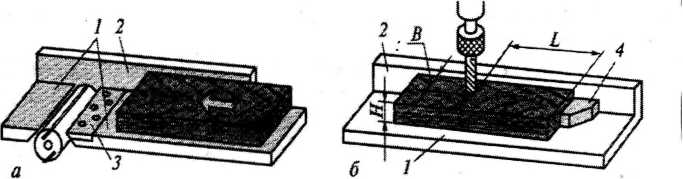 В этом случае используют стол 1, направляющую линейку 2 и упор 4. Эти элементы исключают любое смещение заготовки в пространстве по трем осям координат и определяют размеры и глубину Н высверливаемого отверстия.
В этом случае используют стол 1, направляющую линейку 2 и упор 4. Эти элементы исключают любое смещение заготовки в пространстве по трем осям координат и определяют размеры и глубину Н высверливаемого отверстия.
Рис. 4.2. Базирование детали: а - подвижное; б - неподвижное; 1 - столы; 2 - направляющая линейка;
3 - накладка; 4 - упор
В зависимости от вида контакта заготовки с установочными элементами станка различают подвижное и неподвижное базирование.
При подвижном базировании обрабатываемая заготовка в процессе обработки находится с опорными элементами в состоянии подвижного контакта, т.е. скольжения или качения, и происходит постоянная смена ее опорных точек (рис. 4.2, а). При неподвижном базировании заготовка при обработке неподвижна относительно опорных элементов станка (рис. 4.2, б).
В результате раскроя пиломатериалов получают заготовки, имеющие значительные погрешности формы и размеров. Это обусловлено тем, что на практике сечение досок не является геометрически правильным, а это приводит к тому, что обрабатываемую поверхность устанавливают в особом положении относительно режущего инструмента, снижающем степень точности обработки (резания). Изменение формы и размеров определяется также качеством сушки. Такие заготовки не обладают свойством взаимозаменяемости и являются черновыми. Их дальнейшая обработка, включающая в себя снятие определенного количества древесины, а значит и изменение начального объема, носит название черновой, или первичной. В результате первичной обработки получают заготовки с правильными формами, более точными размерами и низкой шероховатостью, которые являются чистовыми.
Начальной стадией получения взаимозаменяемых деталей является механическая обработка черновых заготовок, качество которой определяется их оптимальным расположением относительно режущего инструмента, или базированием (рис. 16.1).
Базирование осуществляется путем создания базовых поверхностей, определяющих степень свободы заготовки в пространстве относительно точек опоры, к которым относятся стол станка, направляющая линейка и упоры.
Поверхность заготовки, ограничивающая ее движение относительно одной точки опоры, называется опорной базой, двух - направляющей базой, трех - установочной базой. Базирование заготовки заключается в совмещении ее базируемых поверхностей с базирующими опорными точками станка. В черновых заготовках. установочные базы являются начальными и представляют собой реальную поверхность правильной геометрической формы в виде плоскости или цилиндра. Например, в качестве установочной базы у прямолинейных заготовок может выступать одна из плоскостей, у криволинейных - одна из ее плоских или криволинейных плоскостей, если она соответствует цилиндрической форме.
Установочные базы могут быть черновыми - необработанными или со значительными отклонениями формы, и чистовыми - обработанными, с незначительными отклонениями.
При механической обработке заготовок, как правило, формируются чистовые базы, а черновые - используются только при первичных операциях раскроя пиломатериалов на заготовки. Последовательность создания чистовой базы включает в себя сначала обработку одной из пластей, а затем - кромки. При этом технологический процесс необходимо организовать так, чтобы одна и та же базовая поверхность использовалась при выполнении как можно большего числа операций. Значительное число установочных баз приводит к возрастанию погрешности. В случае замены баз необходимо установить связь с прежней базой и новой формируемой поверхностью.
Рис. 16.1. Классификация способов базирования заготовок.
| Неподвижное | Подвижное | Комбинированное |
| При поступательном движении относительно инструмента. | 1. При поступательном движении. | 1. При поступательном движении. |
| а) Позиционная обработка. | При вращательном движении. | 2. При вращательном движении. |
| б) Проходная обработка. | При поступательном движении с вращением. |
|
| При вращательном движении. |
|
|






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


