






© 2021, Копейкин Владимир Альбертович 147 0


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 24.03.2024 19:30

Копейкин Владимир Альбертович
Преподаватель
Опорный конспект по теме "Назначение, виды и режущий инструмент шлифовальных станков" .учебной дисциплины МДК. 04.01. «Технология работ на деревообрабатывающем оборудовании» по профессии 18783 «Станочник деревообрабатывающих станков».
Категория:
Прочее
23.11.2021 23:07

Просмотр содержимого документа
«Опорный конспект по теме "Назначение, виды и режущий инструмент шлифовальных станков" .учебной дисциплины МДК. 04.01. «Технология работ на деревообрабатывающем оборудовании» по профессии 18783 «Станочник деревообрабатывающих станков».»
Назначение, виды и режущий инструмент шлифовальных станков.
Для получения гладких и ровных поверхностей деталей из древесины и древесных материалов их шлифуют. Различают следующие технологические операции шлифования и соответствующие им виды шлифовальных станков.
В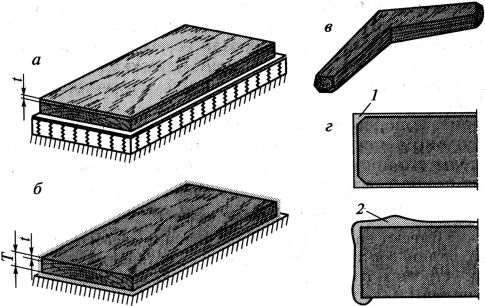 ыравнивание поверхностей щитовых и брусковых деталей до плоского состояния, т. е. удаление местных неровностей в виде возвышений и углублений, а также обеспечение чистового шлифования (рис. 17.1, а), выполняют на узколенточных или широколенточных шлифовальных станках. Отличительная особенность шлифовальных станков для выравнивания - подпружиненный рабочий стол или конвейер, позволяющий удалять местные неровности высотой t с разнотолщинных заготовок. Разнотолщинность деталей после обработки сохраняется.
ыравнивание поверхностей щитовых и брусковых деталей до плоского состояния, т. е. удаление местных неровностей в виде возвышений и углублений, а также обеспечение чистового шлифования (рис. 17.1, а), выполняют на узколенточных или широколенточных шлифовальных станках. Отличительная особенность шлифовальных станков для выравнивания - подпружиненный рабочий стол или конвейер, позволяющий удалять местные неровности высотой t с разнотолщинных заготовок. Разнотолщинность деталей после обработки сохраняется.
Рис. 17.1. Виды шлифовальных работ: а - выравнивание;
б - калибрование в размер; в - округление кромок и углов;
г - снятие свесов и наплывов лака; 1 - фаска; 2 - наплыв лака
Обработку в размер по толщине древесностружечных и столярных плит и столярно-строительных изделий (рис. 17.1, б) выполняют на калибровальных широколенточных шлифовальных станках. Допускаемое отклонение от номинального размера детали Т должно быть не более 0,1 - 0,2 мм, поэтому шлифовальные столы и базирующие элементы калибровальных станков делают повышенной жесткости. Толщина удаляемого припуска в этом случае определяется припуском обрабатываемых заготовок. Большие припуски заготовок удаляют последовательно на многоагрегатных шлифовальных станках.
Закругление и снятие провесов или фасок (рис. 17.1, в) производят на кромках и торцах брусковых деталей мебели. Основное требование к качеству такого шлифования - равномерность фасок и округлений на всех кромках, отсутствие прошлифовок и хороший эстетический вид. Этот вид работ выполняют на дисковых или комбинированных шлифовальных станках преимущественно с ручной подачей. Удалять ворс после крашения или грунтовки и снимать местные наплывы лака (рис. 17.1, г) необходимо при прозрачной отделке деталей мебели для достижения высокой гладкости поверхности (шероховатость поверхности Rтmах должна быть 8 - 10 мкм). Такие операции выполняют на шлифовальных станках с пониженной скоростью движения шлифовальной ленты.
Шлифовальные инструменты шлифовальных станков. Шлифовальный инструмент шлифовальных станков - шлифовальная лента, состоящая из бумажной или тканевой основы и прикрепленных к ней с помощью клеевых веществ абразивных зерен. Зерна равномерно насыпают на основу по клеевому слою (механический способ) или наносят в электрическом поле (электростатический способ). При нанесении в электрическом поле зерна ориентируются на основе острыми гранями вверх, что улучшает режущие свойства шлифовальной шкурки. Абразивные зерна насыпают на основу со связующим материалом редко или плотно. Редкая насыпка (зерна занимают менее 70% площади основы) обеспечивает хорошие условия резания, и межзерновое пространство меньше забивается древесной пылью. При плотной насыпке зерен достигается высокая чистота шлифуемой поверхности, однако производительность процесса шлифования снижается вследствие засорения пылью шлифовальной шкурки. Для приклеивания зерен используют клей или синтетические смолы. В качестве основы применяют бумагу специальных сортов или ткань (саржу, бязь). Абразивным материалом служат искусственные или природные минералы высокой твердости. Абразивные зерна изготовляют из электрокорунда нормального (15А), белого (24А, 25А), монокорунда (43А, 45А), карбида кремния зеленого (62С, 63С) и черного (53С, 54С, 55С). Величину абразивных зерен обозначают номером, соответствующим размеру ячеек сита, на котором задерживаются данные зерна, в сотых долях миллиметра. Абразивные зерна и шлифовальные порошки имеют следующие размеры зерен (мкм): шлифовальное зерно 2000 - 160, шлифовальные порошки 125 - 40; микропорошки 60 - 14, тонкие микропорошки 10 - 3. Шлифовальная шкурка поступает на деревообрабатывающее предприятие в рулонах или листах. На нерабочей поверхности шкурки имеется маркировка с указанием ее характеристики и завода-изготовителя. Пример условного обозначения шлифовальной шкурки типа 1(1) с абразивным материалом, нанесенным электростатическим способом (Э), шириной 620 мм и длиной 50 м (620x50), на бумаге-основе марки 0 - 200 (П2), из нормального электрокорунда марки (15А) зернистостью (25-Н), на мездровом клее (М) с показателем износостойкости по классу (А): 1Э 620 х 50 П2 15А25-Н МА ГОСТ 6456-82. Для ленточных шлифовальных станков берут шкурку в рулоне и разрезают на ленты необходимой длины и ширины. Длину ленты определяют в зависимости от способа ее соединения - встык под углом или внахлестку. При склеивании встык концы срезают под углом 45° и приклеивают на полотняную подкладку шириной 80 - 200 мм (рис. 17.2, а). Длину ленты L (в мм) определяют по формулам: при склеивании встык L = π D + 2 lср + 2 В, при склеивании внахлестку L = π D +2lср+ с, где D - диаметр шкивов ленточного шлифовального станка, мм; lср - среднее расстояние между осями шкивов станка, мм; В - ширина шлифовальной ленты, мм; с - припуск на склеивание внахлестку (с = 100 - 160 мм). При склеивании внахлестку (рис. 17.2, б) на одном конце ленты удаляют абразивные зерна на расстоянии 80 - 100 мм, затем на обнаженную основу, смазанную клеем, накладывают другой конец ленты. Соединенные концы сжимают и высушивают, используя специальное приспособление или клеильный пресс. Для комбинированных шлифовальных станков применяют листовую шкурку. Для шлифовальных дисков вырезают шкурку по шаблону в виде круга, диаметр которого должен быть на 60 - 80 мм больше диаметра диска. Пользуясь прямоугольным шаблоном, вырезают также заготовки шкурок для бобины. После раскроя заготовки должны иметь ровные, без вырывов, края. Наличие утолщений или непроклеенных концов при склеивании лент может привести к преждевременному разрыву ленты. Для широколенточных станков шкурку раскраивают на листы по шаблону, изготовленному из фанеры или листа алюминиевого сплава (рис. 17.2, в).
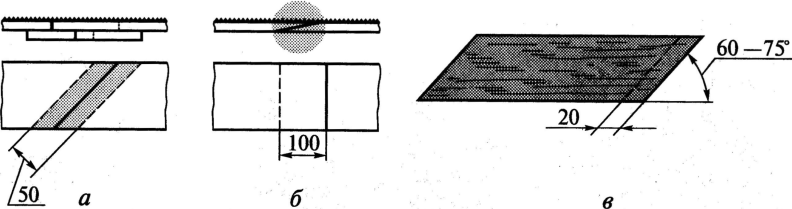
Рис. 17.2. Раскрой и склеивание шлифовальной ленты:
а - встык под углом; б - внахлестку;
в шаблон для раскроя шкурки
Шкурку следует раскраивать так, чтобы края были ровными, а разность длин боковых кромок - не более 1 мм. Один из скошенных краев заготовки зачищают, снимая абразив на ширине 20 мм. Продольные кромки и зачищенный край следует оклеить полоской кальки шириной 40 мм, которая должна выступать за край шкурки на 10 мм. Скошенный край с калькой смазывают клеем и выдерживают на воздухе в зависимости от вида и вязкости клея. После выдержки скошенные края соединяют и на место стыка накладывают полоску шкурки так, чтобы абразив на полоске прилегал к абразиву ленты. Место соединения сжимают и выдерживают в прессе. Готовые бесконечные ленты вывешивают на специальных кронштейнах и не менее суток до установки на станок выдерживают в сухом помещении.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



