






© 2020, Копейкин Владимир Альбертович 273 0


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 24.03.2024 19:30

Копейкин Владимир Альбертович
Преподаватель
Опорный конспект по теме "Рейсмусовые станки: конструкция, наладка и работа на станках" учебной дисциплины МДК. 04.01 «Технология работ на деревообрабатывающем оборудовании» по профессии 18783 "Станочник деревообрабатывающих станков"
Категория:
Прочее
12.11.2020 19:17

Просмотр содержимого документа
«Опорный конспект по теме "Рейсмусовые станки: конструкция, наладка и работа на станках" учебной дисциплины МДК. 04.01 «Технология работ на деревообрабатывающем оборудовании» по профессии 18783 "Станочник деревообрабатывающих станков"»
Рейсмусовые станки: конструкция, наладка и работа на станках.
Конструкция станков. Рейсмусовые станки предназначены для обработки брусковых и щитовых заготовок на заданную толщину обычно после создания у них технологической базы на фуговальном станке. По количеству ножевых валов различают станки односторонние (с одним ножевым валом) и двусторонние (с двумя ножевыми валами). По наибольшей ширине обрабатываемой заготовки станки бывают с шириной стола 400, 630, 800 и 1250 мм. Частота вращения ножёвого вала обычно не регулируется и для разных конструкций находится в пределах от 5000 до 6000 об/мин. В рейсмусовых станках скорость подачи можно изменять дискретно переключателем многоскоростного электродвигателя и коробкой передач или регулировать бесступенчато вариатором в диапазоне от 8 до 30 м/мин. Односторонний рейсмусовый станок показан на рис. 11.9. На цельнолитой станине 15 коробчатой формы расположены ножевой вал 4 и съемное приспособление 2 для заточки и прифуговки ножей в ножевом валу. Стопорное устройство с рукояткой 10 служит для фиксации ножевого вала 4 при наладке. Механизм подачи содержит передний приводной валец 6, установленный перед ножевым валом, и задний валец 9, обеспечивающий подачу готовой детали при выходе ее из станка. Перед передним вальцом находится когтевая защита 7, предотвращающая выброс заготовки на рабочего, а также ограничительная планка, не позволяющая подавать в станок заготовки, у которых припуск на обработку превышает допускаемый. Привод вальцов осуществляется от электродвигателя 14 через вариатор и редуктор 13. Перед ножевым валом установлен прижим (стружколоматель) 5, а за ножевым валом - задний прижим 3. В средней части станины находится стол 11 с опорными роликами 12, предназначенными для уменьшения сил трения заготовки о стол.

Рис. 11.9. Односторонний рейсмусовый станок:
1 - пульт управления; 2 - съемное приспособление;
3, 5 - прижимы; 4 - ножевой вал; 6, 9 - вальцы; 7 - когтевая
защита; 8 - рукоятка фиксирования стола; 10 - рукоятка
фиксатора ножевого вала; 11 - стол; 12 - опорные ролики;
13 - редуктор; 14 - электродвигатель; 15 - станина;
16 - маховичок настройки стола
Передний валец одностороннего рейсмусового станка делают рифленым. Рифли обеспечивают хорошее сцепление и надежную подачу обрабатываемых заготовок в станок. Кроме того, секционный валец (рис. 11.10) выполняют из набора колец 3, свободно насаженных на общий вал 1. В зазоре между кольцами и валом размещены упругие элементы в виде резиновых втулок-амортизаторов 2 или пружин.
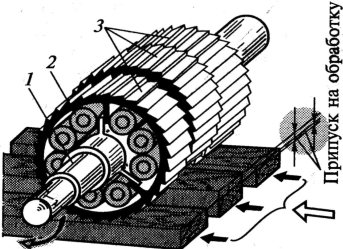
Рис. 11.10. Рифленый секционный валец рейсмусового станка:
1 - вал; 2 - резиновая втулка-амортизатор; 3 - кольца
О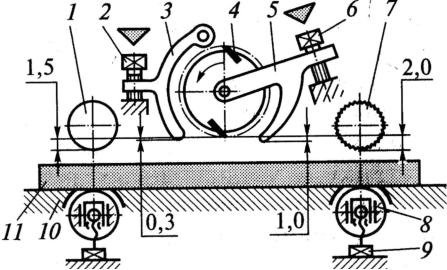 ни позволяют кольцам смещаться независимо одно от другого и относительно вала в вертикальной плоскости. Благодаря этому можно обрабатывать одновременно несколько брусковых заготовок с разным припуском. Передний секционный прижим также состоит из набора отдельных элементов. Секции насажены на ось, вокруг которой они могут поворачиваться. Каждая секция опирается на пружину. Задний прижим 3 (рис. 11.11) выполнен в виде цельной чугунной балки с закругленным ребром, которая установлена на подпружиненных рычагах с возможностью поворота. Ребро балки прижимает заготовку к столу и тем самым предотвращает ее вибрацию, а также исполняет роль скребка, снимающего стружку с заготовки, чтобы стружка не попала под гладкий подающий валец и не оказалась вдавленной в обработанную поверхность.
ни позволяют кольцам смещаться независимо одно от другого и относительно вала в вертикальной плоскости. Благодаря этому можно обрабатывать одновременно несколько брусковых заготовок с разным припуском. Передний секционный прижим также состоит из набора отдельных элементов. Секции насажены на ось, вокруг которой они могут поворачиваться. Каждая секция опирается на пружину. Задний прижим 3 (рис. 11.11) выполнен в виде цельной чугунной балки с закругленным ребром, которая установлена на подпружиненных рычагах с возможностью поворота. Ребро балки прижимает заготовку к столу и тем самым предотвращает ее вибрацию, а также исполняет роль скребка, снимающего стружку с заготовки, чтобы стружка не попала под гладкий подающий валец и не оказалась вдавленной в обработанную поверхность.
Рис. 11.11. Проверка положения прижимов и подающих вальцов
рейсмусового станка: 1, 7 - вальцы; 2, 6 - винты; 3, 5 - прижимы;
4 - нож; 8 - опорный ролик; 9 - регулировочный винт; 10 - стол;
11 - шаблон
Для преодоления больших сил сопротивления подачи к предотвращения пробуксовывания в станках делают приводными не только верхние, но и нижние опорные вальцы. У двустороннего рейсмусового станка ножевые валы расположены последовательно по ходу подачи: сначала нижний, фугующий, а затем верхний, калибрующий. Конструкция нижнего ножевого вала аналогична конструкции вала фуговального станка.
Наладка станков. При наладке рейсмусовых станков необходимо правильно закрепить ножи в ножевом валу, установить прижимы, подающие вальцы и опорные ролики относительно ножевого вала. Последовательность установки ножей в ножевой вал аналогична наладке ножевого вала фуговальных станков. Прижимы и подающие вальцы устанавливают по шаблону или контрольной линейке (см. рис. 11.11). Шаблон 11 укладывают на стол 10. Вначале опорные ролики 8 должны быть опущены ниже рабочей поверхности стола. Стол поднимают до тех пор, пока верхняя рабочая грань шаблона не будет соприкасаться с режущей кромкой ножа 4 при поворачивании ножевого вала вручную. Запоминают положение стола по высоте, пользуясь отсчетным устройством механизма настройки. Стол опускают на 0,3 мм. Регулируют положение заднего прижима 3 установочными винтами 2 так, чтобы нижняя кромка прижима касалась верхней грани шаблона. Стол опускают еще на 0,7 мм (на 1 мм от первоначального положения) и регулируют винтами 6 положение переднего прижима (стружколомателя) 5. Вновь опускают стол на 0,5 - 1 мм (1,5 - 2 мм от первоначального положения) и изменяют положение заднего 1 и переднего 7 подающих вальцов. Регулировку осуществляют винтами, которые служат ограничителями высоты вальцов над столом. Добиваются касания каждым вальцом верхней грани шаблона. Давление подающих вальцов регулируют вращением гаек, сжимая или ослабляя пружину. Нельзя чрезмерно сжимать пружину, потому что вальцы будут сминать древесину и от рифлей переднего вальца на обрабатываемой поверхности останутся следы. Однако давление должно быть достаточным, чтобы не было пробуксовывания вальцов относительно заготовки. Давление пружины выбирают в зависимости от влажности и породы обрабатываемой древесины. При обработке влажной древесины или твердых пород давление должно быть больше, а при обработке сухой древесины или мягких пород - меньше. Опорные ролики по высоте устанавливают так, чтобы их образующая была параллельна рабочей поверхности стола. Непараллельность роликов устраняют, перемещая их опоры в пазах винтами 9, и контролируют поверочной линейкой и набором щупов. Линейку укладывают на опорные ролики, щупами замеряют зазор между нижней гранью поверочной линейки и рабочей поверхностью стола. Проверку выполняют по краям стола. Непараллельность роликов столу допускается не более 0,1 мм на длине 1000 мм. Величину выступа роликов над столом выбирают в зависимости от породы обрабатываемой древесины и принимают равной 0,2 - 0,3 мм для мягких пород и 0,1 - 0,2 мм для твердых. При наличии механизма настройки опорные ролики по высоте можно регулировать также поворотом рукоятки через систему тяг и эксцентриковых валиков. Величину выступа роликов контролируют по шкале. При настройке станка на заданную толщину обрабатываемой детали необходимо расфиксировать стол, переместить его по высоте и закрепить в рабочем положении поворотом рукоятки фиксатора. У станков с механизированной настройкой стол устанавливают по высоте вручную вращением маховичка подъема стола или путем нажатия кнопки «Вверх» или «Вниз». При перемещении стола необходимо предварительно выключить привод ножевого вала кнопкой «Стоп», расположенной на пульте управления. Механический привод используют для быстрого подвода стола к заданному положению при больших перемещениях, а окончательную установку производят вручную. Механизм настройки рейсмусовых станков снабжен двумя отсчетными устройствами: для предварительной настройки и окончательной точной поднастройки. Отсчетное устройство предварительной настройки включает в себя измерительную линейку (цена деления 1 мм) и указатель, которые закреплены соответственно на станине и перемещаемом столе. Окончательно точную поднастройку станка выполняют по лимбу (цена деления 0,1 мм), закрепленному на маховичке ручного перемещения стола. При настройке станка путем обработки пробных деталей стол устанавливают на расстоянии, приблизительно равном наибольшему номинальному размеру. Закончив размерную настройку и наладку, следует внимательно осмотреть подвижные части станка и пустить станок на холостом ходу, последовательно нажимая кнопки «Ножевой вал» и «Подача». Затем надо убедиться в безотказной работе всех механизмов станка и обработать пробные заготовки, замерить мерительным инструментом толщину деталей в трех сечениях по длине (в середине и по концам). При необходимости станок следует поднастроить, установив по результатам измерений величину подъема стола. Шероховатость обработанной поверхности определяют визуально путем сравнения с эталоном или замеряют высоту неровностей измерительным прибором. Режим обработки на станке определяют в зависимости от породы древесины, ширины фрезерования, толщины снимаемого припуска и требуемого качества обработки. Скорость подачи выбирают по графику или номограмме, приведенной в инструкции к станку, и устанавливают рукояткой по шкале. Работа на станках. Рейсмусовый станок обслуживают двое рабочих. Станочник берет из штабеля заготовку, укладывает ее ранее обработанной поверхностью на стол станка и продвигает вперед под когтевую защиту и верхний подающий валец. После захвата вальцом нужно подготовить следующую заготовку и направить ее передний конец в торец предыдущей, устраняя по возможности межторцовые разрывы. Если станок снабжен секционным вальцом и скорость подачи небольшая, то можно подавать одновременно несколько заготовок, используя всю ширину стола. Запрещается подавать заготовки, различия по толщине у которых больше допустимых значений (2 - 3 мм), так как возможен обратный выброс из станка более тонких заготовок или брак при обработке. Запрещается также обрабатывать заготовки короче минимальной длины, установленной в руководстве по эксплуатации данного станка. Для исключения отщепов на кромках рамок или приклеенных раскладках при выходе детали из зоны резания заготовки при подаче следует ориентировать с небольшим перекосом к оси ножевого вала, используя всю ширину стола. Второй рабочий должен следить за качеством обработки, своевременно принимать обработанные детали и складывать их в штабель.
Используемая литература
С. Н. Рыкунин Л. Н. Кандалина, Учебник «Технология деревообработки» Москва 2005 г.;
В. И. Коротков, Учебник «Деревообрабатывающие станки» Москва 2009 г.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



