Россия, Красноярск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 16.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 12.04.2023 08:14

Чуклин Виктор Александрович
Мастер производственного обучения
61 год
Местоположение
Специализация
План - конспект открытого урока «Выборка гнезд на долбежном станке» Учебная практика по профессии: « Станочник деревообрабатывающих станков»
Категория:
Технология
13.06.2019 14:32

Просмотр содержимого документа
«План - конспект открытого урока «Выборка гнезд на долбежном станке» Учебная практика по профессии: « Станочник деревообрабатывающих станков»»
Федеральное казенное профессиональное образовательное учреждение № 277
Федеральной службы исполнения наказаний
ПЛАН ОТКРЫТОГО УРОКА
«Выборка гнезд на долбежном станке»
Учебная практика
По профессии: « Станочник деревообрабатывающих станков»
Код 18783
Разработал: мастер производственного обучения
ФКП образовательного учреждения № 277
В.А.Чуклин
Красноярск 2019
ПЛАН ОТКРЫТОГО УРОКА
Учебная практика
План – конспект открытого урока предназначен для преподавателей и мастеров производственного обучения, по профессиям, относящимся к деревообрабатывающему производству, для обучения обучающихся с приемами работы на цепно – долбежном станке.
Разработка оснащена графическими материалами и презентацией, которые могут использоваться как средства наглядности при проведении практических работ, уроков теоретического обучения и при производственном обучении.
Профессия– «Станочник деревообрабатывающих станков»
Дата проведения: 2019г.
Мастер производственного обучения: – Чуклин Виктор Александрович.
Место проведения: «Учебная столярная мастерская»
Тема урока: «Выборка гнезд на цепно - долбежном станке»
Цели: Научить обучающихся, приемам работ на цепно – долбежном станке, на заданные размеры заготовок.
Задачи:
Закрепить полученные знания по теме: «Выборка гнезд на цепно - долбежном станке» Познакомить обучающихся с применяемыми инструментами в столярной мастерской.
Закрепить практические навыки обучающихся при выполнении операций по разметке пиломатериала и дальнейшей распиловки на заготовки.
Учебно - методическое оснащение урока:
Столярные верстаки;
Лобзиковый и ленточнопильный станки;
Измерительный инструмент;
Разметочные инструменты и приспособления;
Приготовленные отрезки заготовок;
Плакаты.
Краткий план урока (с указанием времени на каждый этап)
Содержание урока:
1. Организационная часть 30 мин;
2. Проведение инструктажа по технике безопасности при работе на лобзиковом и ленточнопильном станке, краткий опрос 30 минут;
3. Доведение порядка и правил работы по одному, обучение правилам приема работы на лобзиковом и ленточнопильном станке 30 минут;
4. Работа на лобзиковом и ленточнопильном станке по одному индивидуально под наблюдением мастера 4 часа;
Подведение итогов проведенных занятий, краткий опрос, выставление оценок, сдача спец. одежды 30 мин.
Ход урока:
Организационная часть:
1. Приветствие преподавателя.
2. Контроль посещаемости и готовности к уроку.
3. Сообщение темы и цели урока.
4. Психологическая подготовка к уроку.
5. Выдача спец. одежды.
Проведение инструктажа по технике безопасности при работе на лобзиковом и ленточнопильном станке:
1. Инструктаж по технике безопасности при работе на лобзиковом и ленточнопильном станке. По профессии «станочник деревообрабатывающих станков;
2. Действия перед началом работы;
3. Какие действия необходимо выполнять во время работы;
3. Какие операции запрещается выполнять при работе на лобзиковом и ленточнопильном станке.
Доведение порядка и правил работы индивидуально по одному, обучение правилам приема работы на лобзиковом и ленточнопильном станке.
1. Распределить группы по очередности работы на оборудовании.
2. Определить группы по порядку и очередности выполнения операций.
3. Наглядно, делаю разметку пиломатериала для заданной заготовки. Следующим этапом выпиливаю наглядно заготовку в очертание черновой детали (изделия), а затем произвожу раскрой по размеру требуемой заготовки.
Инструктаж по технике безопасности при работе на долбежном станке
2.1. Перед началом работы долбежник обязан:
- принять станок от сменщика: проверить, хорошо ли убраны станок и рабочее место. Не приступать к работе до устранения выявленных недостатков;
- надеть спецодежду, застегнуть рукава и куртку, надеть головной убор;
- проверить наличие и исправность защитного экрана и защитных очков, предохранительных устройств защиты от стружки и охлаждающих жидкостей;
- отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;
- проверить наличие смазки станка. При смазке пользоваться только специальными приспособлениями;
- проверить на холостом ходу станка:
а) исправность органов управления;
б) исправность системы смазки и охлаждения;
в) исправность фиксации рычагов включения и переключения.
2.2. Долбежнику запрещается:
- работать в тапочках, сандалиях, босоножках и т.п.;
- применять неисправный и неправильно заточенный инструмент и приспособления;
- прикасаться к токоведущим частям электрооборудования, открывать дверцы электрошкафов. В случае необходимости обращаться к электромонтеру.
3. Требования безопасности во время работы
3.1. Во время работы долбежник обязан:
- перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла. Тщательно очистить соприкасающиеся базовые и крепежные поверхности, чтобы обеспечить правильную установку и прочность крепления;
- установку и снятие тяжелых деталей и приспособлений производить только с помощью грузоподъемных средств;
- поданные на обработку и обработанные детали укладывать устойчиво на подкладках;
- проверить исправность резцедержательной головки;
- проверить правильность заточки резца и отсутствие на нем трещин и надломов;
- надежно и жестко закреплять обрабатываемые детали на столе станка. Крепление производить специальными крепежными приспособлениями (упорами, прижимными планками и др.). Упоры ставить так, чтобы они воспринимали усилия резания;
- при перерыве в подаче электроэнергии немедленно выключить электрооборудование станка;
- при возникновении вибрации остановить станок. Проверить крепление заготовки, режущего инструмента и приспособлений, принять меры к устранению вибрации;
- для удаления стружки от станка использовать щетки - сметки и скребки;
- не допускать уборщицу к уборке станка во время его работы;
- остановить станок и выключить электрооборудование в следующих случаях:
а) уходя от станка даже на короткое время;
б) временного прекращения работы;
в) при уборке, смазке, чистке станка;
г) при обнаружении какой-либо неисправности;
д) при подтягивании болтов, гаек и других крепежных деталей;
- следить за правильной и прочной установкой противовесов и ограждений;
- при долбежке в упор, закрепляя деталь, следить за тем, чтобы был достаточный выход для резца и стружки;
- применять только исправные гаечные ключи, соответствующие размерам гаек и головок болтов;
- регулировку и крепление кулачков ограничителя хода производить только после выключения станка и прекращения движения его частей.
3.2. Во время работы на станке запрещается:
- работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;
- брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка;
- обдувать сжатым воздухом из шланга обрабатываемую деталь;
- пользоваться местным освещением напряжением выше 42 В;
- охлаждать инструмент с помощью тряпок и концов;
- работать на неисправном и не имеющем необходимых ограждений станке;
- во время работы станка открывать и снимать ограждения и предохранительные устройства;
- находиться между деталью и станком при установке детали грузоподъемным краном;
- удалять стружку непосредственно руками;
- оставлять ключи, приспособления и другой инструмент на работающем станке.
4. Требования безопасности в аварийных ситуациях
4.1. В случае поломки станка, отказа в работе пульта управления отключить станок и сообщить об этом мастеру.
4.2. В случае загорания ветоши, оборудования или возникновения пожара немедленно отключить станок, сообщить о случившемся администрации и другим работникам цеха и приступить к ликвидации очага загорания.
4.3. В случае появления аварийной ситуации, опасности для своего здоровья или здоровья окружающих людей отключить станок, покинуть опасную зону и сообщить об опасности непосредственному руководителю.
5. Требования безопасности по окончании работы
После окончания работ долбежник обязан:
- выключить станок и электродвигатель;
- привести в порядок рабочее место;
а) убрать со станка стружку и металлическую пыль;
б) очистить станок от грязи;
в) аккуратно сложить заготовки и инструмент на отведенное место;
г) смазать трущиеся части станка;
- сдать станок сменщику или мастеру и сообщить обо всех неисправностях станка;
- снять спецодежду и повесить в шкаф. Вымыть лицо и руки теплой водой с мылом или принять душ.
Выборка гнезд на цепно - долбежном станке
На сверлильно-пазовальных станках можно выбирать продолговатые гнезда с закругленными концами, притом сравнительно небольших размеров.
Цепно - долбежные станки применяют для выборки широких и глубоких прямоугольных гнезд. Наименьшие размеры гнезда (в плане), которые можно получить на цепно - долбежных станках, 6X25 мм; большие размеры не ограничены.
Рабочая часть станка состоит из рабочего вала с ведущей звездочкой для режущей цепи, направляющей планки (шины) с роликом внизу для направления и натяжения цепи, приспособления для перемещения и закрепления направляющей планки и цепи. Рабочая часть смонтирована на суппорте, здесь же расположен и электродвигатель. Управление суппортом, т. е. его подача и возвращение в исходное положение, производится от руки при помощи рычага или посредством ножной педали. В новейших станках подача выключается, и суппорт поднимается в исходное положение автоматически после того, как режущая цепь достигает установленной глубины гнезда.
Рабочий стол расположен на вертикально перемещаемом кронштейне. Стол состоит из двух плит: нижней, которую можно передвигать по поперечным направляющим, и верхней, которую можно перемещать в стороны по продольным направляющим и зубчатой рейке.
Перемещения стола ограничиваются переставными упорами. В нужном положении стол закрепляют стопорными винтами.
Рабочий стол в свою очередь снабжен упорами и зажимами для деталей.
Режущая цепь станка надевается на ведущую звездочку и натягивается направляющей планкой. Натяжение производится
перемещением направляющей планки по гребню на суппорте или раздвиганием направляющей планки, если она составная. Натяжение режущей цепи должно быть довольно большим. На практике силу натяжения цепи проверяют оттягиванием ее посредине направляющей планки. Хорошо натяну-’ тая цепь оттягивается не больше чем на полсантиметра.
Звенья цепи подразделяются на режущие, зачищающие и направляющие. Этим объясняется различие их формы. Звенья разного назначения располагаются в цепи в определенной последовательности. ‘ Режущие цепи выпускаются различной ширины. Для работы цепь подбирают по заданной ширине гнезда.
Значительное распространение имеет цепно - долбежный станок марки ЦДА. Его техническая характеристика: ширина выбираемого гнезда от 6 до 16 мм, длина гнезда от 40 до 440 мм, наибольшая глубина гнезда 175 мм. Число оборотов рабочего вала в минуту 2850, мощность электродвигателя 3,2 кет.
Станок этой же марки новейшего выпуска снабжен двумя электродвигателями мощностью 5,5 кет для рабочего движения цепи и мощностью 0,52 кет для подачи. На этом станке выбираются гнезда шириной до 30 мм. Стол поворотный. Имеется специальный упор для подпора волокон перед выходом цепи из обрабатываемой детали. Суппорт подается через педаль. Выключение суппорта происходит автоматически от упора, установленного на глубину выбираемого гнезда. Станок имеет отсос для стружки.
Существуют цепно - долбежные станки, где подача материала на режущую цепь происходит автоматически — путем подъема рабочего стола. Такие станки не имеют суппорта, они более устойчивы и просты по конструкции.
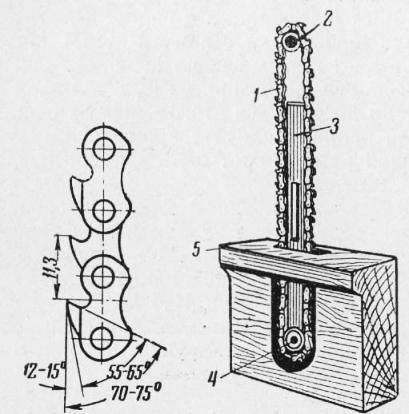
Рис. 1. Рабочая часть цепно - долбежно-го станка: 1 — режущая цепь, состоящая из звеньев режущих, направляющих и зачищающих: 2 — звездочка; 3 — направляющая планка; 4 — нижний ролик; 5 — обрабатываемая деталь
Работа на цепно - долбежном станке. Выбирают соответственно заданной ширине гнезда режущую цепь и направляющую планку и устанавливают их на станок. Рабочий стол устанавливают по высоте согласно размеру обрабатываемых деталей и глубине выбираемых гнезд. По длине гнезда и расстоянию между гнездом и торцом детали устанавливают ограничители горизонтального перемещения стола. Уложенную на столе вплотную к упорному борту деталь прочно закрепляют прижимом.
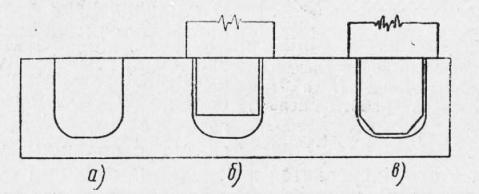
Рис. 2. Форма гнезда, получаемого обработкой на цепно - долбежном станке, и подрезка шипа по гнезду: а — форма гнезда: б — глубина гнезда больше длины шипа: в — срезание углов шипа
Выдолбленное на цепно - долбежном станке прямоугольное гнездо (рис. 2) имеет книзу закругленные концы (сквозное гнездо) или закругленное дно (глухое гнездо). Шип в такое гнездо полностью войти не может, хотя оно и было выбрано по его длине. Учитывая это, необходимо при наладке станка устанавливать стол с таким расчетом, чтобы при выборке сквозного гнезда центр ролика на конце направляющей планки опускался ниже детали на 3 — 4 мм. При выборке несквозного гнезда следует увеличить его глубину по сравнению с длиной шипа на величину радиуса закругления режущей цепи. Иногда глубину гнезда делают равной длине шипа. В этом случае обязательно срезают у шипа углы.
Порядок выборки гнезда: стол с деталью отводят в крайнее правое положение и выбирают левый конец гнезда за один проход цепи (рис. 2). Подняв суппорт, перемещают стол в крайнее левое положение и выбирают правый конец гнезда. После этого, не поднимая цепи, выбирают все гнездо, плавно подавая стол вправо.
При таком порядке работы гнездо получается правильной формул и заданных размеров. Если выбирать гнездо за одно опускание суппорта с передвижением стола вправо на всю длину гнезда, последнее получится внизу короче заданного размера вследствие того, что направляющая планка под влиянием усилий резания всегда несколько отклоняется от вертикального положения.
При выборке гнезд на цепно - долбежном станке наблюдаются отщепы древесины с одного конца гнезда. Подпор волокон близ выхода режущей цепи не позволяет полностью устранить отщепы. В этом недостаток работы цепно - долбежного станка.
Режущую цепь при работе нужно надвигать плавно, с равномерным нажимом. По мере углубления цепи в деталь скорость подачи следует несколько уменьшать. Нельзя подавать цепь сразу на глубину больше 60 — 70 мм или продвигать ее вдоль выбираемого гнезда с большим углублением. Цепь от этого нагревается и нередко происходит обрыв. Глубокие гнезда в 150 — 200 мм лучше выбирать в два-три приема, углубляя цепь каждый раз на 60 — 70 мм.
При работе на цепно - долбежном станке режущая цепь в большей своей части остается открытой. Это представляет опасность для станочника. Новаторами производства созданы довольно надежные ограждения режущей цепи.
На рис. 3 показано ограждение, состоящее из двух горизонтальных П-образных металлических планок и девяти вертикальных металлических прутиков между планками. Ограждение полностью охватывает режущую цепь спереди и с боков. Крепят его верхней планкой к суппорту или к верху станины в зависимости от конструкции рабочей части станка.
Ограждение перемещается одновременно с цепью. При углублении цепи в обрабатываемый материал нижняя планка с прутиками поднимается вверх. При выборке продольных гнезд ограждение свободно скользит по обрабатываемой детали на роликах, соединенных с нижней планкой.
На рис. 4 изображено ограждение, представляющее собой металлический кожух с овальным отверстием (окном) для наблюдения за работой цепи. При опускании цепи кожух также опускается вместе со скользящей штангой, на которой он укреплен. Достигнув обрабатываемого бруска, кожух останавливается, цепь врезается в древесину. При подъеме цепи кожух начинает подниматься только после того, как его нижний край сравняется с нижним концом цепи.
При смене цепи ослабляют зажимные винты, соединяющие кожух со штангой, и отводят кожух в сторону, как дверку.
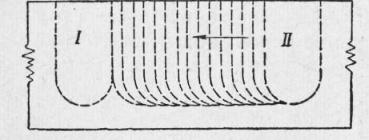
Рис. 3. Порядок выборки гнезда на цепно - долбежном станке (/ и II — последовательность работы цепью)
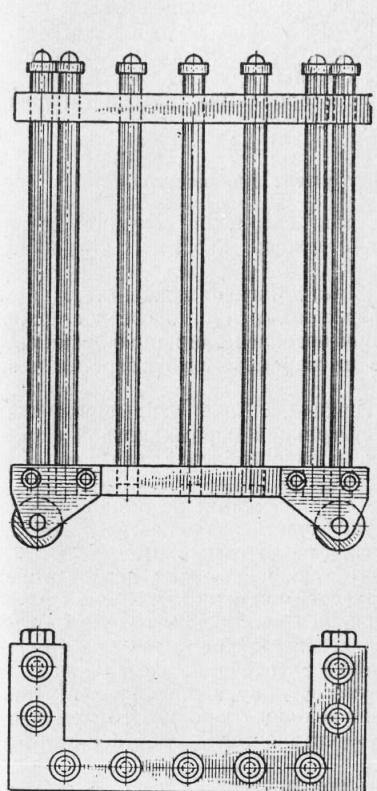
Рис. 4. Ограждение конструкции Я. В. Ерохина для цепно - долбежных станков
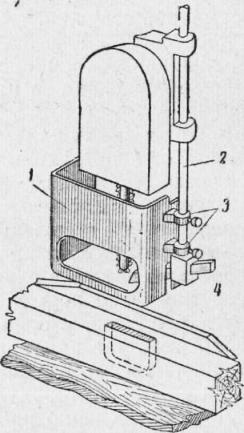
Рис. 5. Ограждение конструкции Б. К- Нечунаева для цепно - долбежных станков: 1 — кожух; 2 — штанга: 3 кольца с зажимными винтами: 4 — подпорный брусок
Используемая литература:
1. Альберт Д. Библия работ по дереву [Тексті / Д. Альберт, Д. Дэвид. — М.: ACT: Кладезь, 2015. — 321 с.
2. Котельников В.С. Большой справочник столяра. Все виды столярно-плотницких работ своими руками [Текст] / В.С. Котельников. Феникс, 2014. 3. Рыкунин С.Н. Технология деревообработки [Текст]: учебник для проф.-техн. училищ / С.Н. Рыкунин, Л.Н. Кандалина. — М.: Академия, 201 1. — 352
4. Клюев Г.И. Справочник мастера столярного и мебельного производства [Текст] / Г.И. Клюев. — М.: Академия, 2010. — 368 с.
5. Бобиков П.Д. Изготовление столярно-мебельных изделий [Текст]: учебник для проф.-техн. училищ / П.Д. Бобиков. — М.: Академия, 2010. — 360 с.
6. Фокин С.В. Столярно-плотничные работы [Текст]: учебник для проф.-техн. училищ / С.В. Фокин, О.Н. Шпортько. — М.: Альфа-М, ИНФРА-М, 2012.
7. Бершадский А.Л. Резание древесины [Текст]: учеб, пособие для вузов / А.Л. Бершадский, Н.И. Цветкова. — Минск, 1975. — 304 с.
8. Суханов В.Г. Основы резания древесных материалов и конструкции дереворежущего инструмента [Текст]: учеб, пособие /
B. Г. Суханов, В.В. Кишенков. — М.: ГОУ ВПО МГУЛ, 2006. — 199 с.
9. Деревообработка [Текст]: сборник / под ред. В. Нуча. — М.: Техносфера, 2007. — 848 с.
Используемые интернет ресурсы:
https://yandex.ru/search/?text=Инструктаж%20по%20технике%20безопасности.
http://prom-nadzor.ru/content/instrukciya-po-ohrane-truda-pri-rabote-na-dolbezhnyh-stankah
https://ohranatruda.ru/ot_biblio/instructions/168/1988/ф








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ




Закрыть через 5 секунд