
Россия, Калуга


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 27.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 13.05.2025 20:50

Косяшников Александр Харитонович
Мастер производственного обучения
68 лет
Местоположение
Специализация
План - конспект урока. Тема: Выполнение РДС стыковых и угловых швов пластин толщиной 2-20мм из углеродистой стали в горизонтальном и вертикальном положениях сварного шва
Категория:
Прочее
18.04.2023 20:55

Просмотр содержимого документа
«План - конспект урока. Тема: Выполнение РДС стыковых и угловых швов пластин толщиной 2-20мм из углеродистой стали в горизонтальном и вертикальном положениях сварного шва»
Федеральная служба исполнения наказаний России
Федеральное казенное профессиональное
образовательное учреждение №57
(ФКП ОУ №57)
План-конспект урока
Тема 2.21. Выполнение РД стыковых и угловых швов пластин толщиной 2-20мм из углеродистой стали в горизонтальном и вертикальном положениях сварного шва
Дисциплина: Учебная практика
Профессия: Сварщик (ручной и частично механизированной сварки (наплавки)).
Разработал мастер производственного обучения: А.Х. Косяшников
г. Калуга 2023г.
План урока
Тема 2.21. Выполнение РД стыковых и угловых швов пластин толщиной 2-20мм из углеродистой стали в горизонтальном и вертикальном положениях сварного шва
Тип урока: учебная практика.
Оборудование:
-
сварочный трансформатор ТДМ-305
-
щётка металлическая
-
набор слесарного инструмента
-
электроды МР-3
-
увеличительное стекло
-
телевизор
Цели урока:
1. Образовательная - научиться обучающимся самостоятельно производить сборку и сварку пластин стыковым и угловым швом в горизонтальном и вертикальном положениях сварного шва, обеспечивая провар основного металла, научиться правильному подбору режимов сварки и сварочных материалов.
2. Развивающая – развить навыки самостоятельной работы, внимание, координацию движений, скорость и технику при выполнении дуговой сварки, формировать у обучающихся профессиональные навыки при выполнении сварки.
3. Воспитательная – воспитание у обучающихся интереса к будущей профессии, аккуратности, трудолюбия, бережного отношения к сварочному оборудованию и инструментам.
Учебно-производственные работы:
- изучение Инструкции «Ручная дуговая сварка»;
- изучение Инструкции по технике безопасности для обучающихся в учебных мастерских;
- подготовка, настройка сварочного оборудования;
- сборка пластин стыковым и угловым швом в горизонтальном и вертикальном положениях сварного шва;
- сварка пластин стыковым и угловым швом в горизонтальном и вертикальном положениях сварного шва
- зачистка швов после прихватки
Ход урока
-
Вводный инструктаж (45мин)
1.1. Приветствовать обучающихся, проверить: (2мин)
- готовность к уроку;
- присутствие учащихся;
- внешний вид (наличие специальной формы).
1.2. Актуализация знаний обучаемых по заданной теме: (13мин)
-
Что такое режим сварки?
-
Какие показатели режима сварки относятся к основным, какие к вспомогательным?
-
Как выбрать диаметр электрода?
-
Как правильно выбрать силу сварочного тока?
-
Назовите источники питания сварочной дуги, расположенные в сварочной мастерской.
-
Озвучивание темы и цели занятия. (30мин). Сообщение новых знаний (Приложение 3):
-
ознакомить с технологическим процессом сборки и сварки пластин стыковым и угловым швом в горизонтальном и вертикальном положениях сварного шва (дать под запись определения).
-
ознакомить с методами зачистки швов после сварки, определение дефектов, их устранение.
-
показать приёмы сварки пластин стыковым и угловым швом в горизонтальном и вертикальном положениях сварного шва (видеофильм)
-
показать приёмы зачистки обрабатываемой поверхности детали
-
инструктаж обучающихся по ТБ перед выполнением самостоятельной работы (Приложение 2)
3. Текущий инструктаж и самостоятельная работа обучающихся (210мин):
3.1. Выдача инструкционных карт для выполнения самостоятельной работы:
- по сборке и сварке пластин стыковым и угловым швом в горизонтальном и вертикальном положениях сварного шва, зачистке сварных швов после сварки (Приложение 4).
3.2. Деление учебной группы на подгруппы по 3 человека. Решение тестов обучающимися не задействованными практическими работами. (Приложение 1)
Самостоятельная работа обучающихся.
- отработка приёмов сборки пластин стыковым швом в горизонтальном положении
- отработка приёмов сборки пластин угловым швом в вертикальном положении
- отработка приёмов сварки пластин стыковым швом в горизонтальном положении
- отработка приёмов сварки пластин угловым швом в вертикальном положении
- отработка приёмов зачистки сварных швов
1-й обход.
- проверка правильности выполнения приемов по сборке пластин стыковым швом в горизонтальном положении и корректировка при необходимости;
2-й обход
- проверка правильности выполнения приемов по сборке пластин угловым швом в горизонтальном положении и корректировка при необходимости;
3-й обход.
- проверка правильности выполнения приемов по сварке пластин стыковым швом в горизонтальном положении и корректировка при необходимости;
4-й обход
- проверка правильности выполнения приемов по сварке пластин угловым швом в вертикальном положении и корректировка при необходимости;
5-й обход.
- проверка правильности выполнения приемов по зачистке сварных швов.
Выполнение самостоятельной работы другими подгруппами.
3.3. Уборка рабочего места.
4.Заключительный инструктаж (15мин):
- прием и оценка выполненных работ. (Приложение 5)
- анализ ошибок, допущенных во время урока.
- подведение итогов и объявление оценок.
- демонстрация лучших работ обучающихся.
- выдать домашнее задание: повторить теоретический материал «Ручная дуговая сварка простых деталей из углеродистой стали в потолочном положении сварного шва».
Приложение 1
Карточки-задания, тесты.
Вопрос № 1
На каком токе работает сварочный трансформатор?
1. Постоянный; 2. Переменный; 3. Смешанный
Вопрос № 2
Укажите, что является определяющим при выборе диаметра электрода?
1.Сила сварочного тока; 2. Толщина металла; 3. Напряжение; 4. Скорость сварки.
Вопрос № 3
Какова величина длины сварочной дуги должна быть при сварке стыков в нижнем положении диаметром электрода 4 мм?
1). 1 – 3 мм. 2). 4 – 5 мм. 3). 3 – 8 мм. 4). 6 – 9 мм. 5). 2 – 4 мм.
Вопрос № 4
Почему необходимо выполнять сварку короткими участками (30-60 мм)?
1. Для снижения напряжений в металле шва.
2. Для получения качественного шва.
Вопрос № 5
Какими основными параметрами задается режим ручной сварки?
1. Величина сварочного тока, диаметр электрода, напряжение.
2. Толщина металла, величина сварочного тока, напряжение, величина поперечных колебаний конца электрода.
3.Величина, род и полярность сварочного тока, диаметр электрода, толщина металла,
напряжение, скорость сварки, величина поперечных колебаний конца электрода.
Вопрос № 6
Какой параметр сварки регулируется с помощью балластного реостата?
1.Сила сварочного тока.
2.Напряжение на дуге.
3.Сила сварочного тока, напряжение на дуге и полярность.
4.Сила сварочного тока и полярность его.
Вопрос № 7
Укажите, какие бывают положения сварных швов?
1.Нижние 2.Наклонные 3.Вертикальные 4.Потолочные
Вопрос№8
Какой простой зависимостью можно пользоваться при выборе сварочного тока?
1. I = (30-40) dэ; 2. I = (10-15) dэ; 3. I = (50-80) dэ;
Вопрос№9
Какое безопасное напряжение холостого хода должно быть у источника питания, работающего на переменном токе?
1. 90-100В; 2. 120-150В; 3. 60-80В; 4. 220-380В
Вопрос№10
На какую величину уменьшается сварочный ток при сварке в вертикальном положении сварного шва?
1. 20-25%; 2. 30-40%; 3. 10-15%; 4. 5-10%.
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ |
|
|
|
|
|
|
|
|
|
|
ФИО обучающегося_______________
Проверочный лист
ответов на тестовое задание по дисциплине
МДК 01.04. «Контроль качества сварных соединений»
Профессия: 15.01.05. «Сварщик (ручной и частично механизированной сварки (наплавки))
Ответы
| № вопроса | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Ответ | 2 | 2 | 5 | 1 | 1 | 1 | 1,3 | 1 | 3 | 3 |
Критерии оценок:
5 (отлично) – 9 - 10 правильных ответов
4 (хорошо) – 7- 8 правильных ответов
3(удовлетворительно) -- 4 - 6 правильных ответов
2(плохо) – менее 4 правильных ответов
Приложение 2
Правила безопасности при ведении электросварочных работ.
Требования безопасности перед началом работы.
Перед началом работы необходимо:
Надеть рабочую одежду, застегнуть куртку, штанины брюк напустить на обувь.
Рукавицы должны плотно прикрывать рукава куртки.
-
Убрать волосы под головной убор.
-
Убрать все лишние предметы со стола сварщика.
-
Проверить исправность вращающего стула, обратить внимание на высоту стула.
-
Проверить исправность инструмента, приспособлений, наличие электродов.
-
Проверить целостность кабелей, надежность крепления кабелей к источнику
питания и электрододержателю. Проверить защитное заземление.
-
Проверить надежность всех контактов в местах соединения проводов в сварочной цепи.
-
Установить силу сварочного тока.
-
Осмотреть электрододержатель и убедиться в надежности изоляции рукоятки от
токоведущего кабеля, включить пусковой выключатель.
Требования безопасности во время работы.
Во время работы:
1. Не кладите электроды на загрязненные и влажные поверхности стола.
2. Огарки электродов отбрасываются на заранее подготовленное место.
3 Предохраняйте себя и работающих рядом лиц от воздействия излучения
сварочной дуги: подавайте сигнал - предупреждение о зажигании дуги.
4. Сначала нужно закрыть лицо щитком или маской, только после того сварщик
замыкает сварочную цепь, коснувшись концом электрода поверхности
изделия.
5. Складывать сваренные детали в определенное место.
Требования безопасности по окончании работы.
По окончании работы:
1.Произвести уборку рабочего места от производственного мусора, убрать
огарки электродов.
2.Прибрать вспомогательный инструмент.
3.Убедиться в отсутствии очагов возгорания.
4.Обо всех замеченных неисправностях сообщить мастеру производственного
обучения.
Приложение 3
Сварка стыковых и угловых швов пластин в горизонтальном и вертикальном положении сварного шва
При сварке пластин существуют следующие разновидности соединений:
-
Стыковые (применяется сварной шов стыкового соединения)
2. Угловые (применяется сварной шов углового, нахлесточного или таврового соединений).
Сварка стыкового соединения
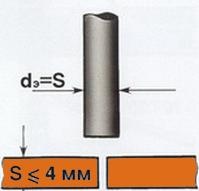
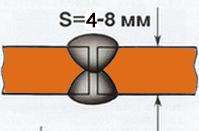
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
Односторонние соединения без скоса кромок, выполняют электродами диаметром равным толщине металла, если она не превышает 4 мм.
Листы диаметром от 4 до 8 мм сваривают двусторонним швом.
Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Для предотвращения прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, последующих - применять электроды большего диаметра
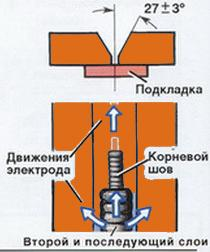
На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный металл не должен выходить за кромки).
При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок.
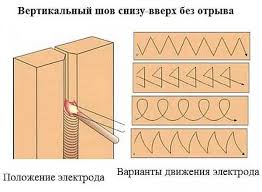
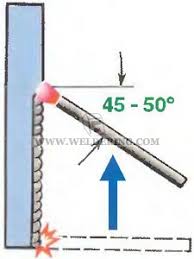
Вертикальные швы менее удобно сваривать, так как сила тяжести увлекает капли электродного металла вниз. Вертикальные швы следует выполнять короткой дугой снизу вверх. При этом капли металла легче переходят в шов, а образующийся кратер в виде полочки удерживает очередные капли металла от стекания вниз. Сварку можно вести и сверху вниз. При этом дугу следует зажигать при положении электрода, перпендикулярном плоскости изделия. После образования первых капель металла электрод наклоняют вниз и сварку выполняют очень короткой дугой. Рекомендуется применять электроды диаметром 4-5мм при несколько пониженном сварочном токе на 10-15% ниже расчётного.
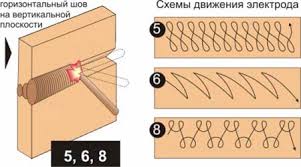
Горизонтальные швы выполняют при разделке кромок со скосом у верхнего листа. Дугу возбуждают на нижней кромке и затем переводят на поверхность скоса и обратно. Сварку выполняют электродом диаметром 4-5мм. Горизонтальные нахлёсточные швы выполняются легче, так как нижняя кромка образует полочку, удерживающую капли расплавленного металла. Сварку ведут сварочным током как и в нижнем положении сварного шва.
Сварка углового соединения
Сварочные работы выполняются в разных положениях. Некоторые швы выполнять сложнее других. В этом отношении сварка углового соединения в вертикальном положении является одним из самых сложных видов сварки. Сложность процесса заключается и сложности самого углового шва, и в сложности работы в вертикальном положении.
Угловым сварочным швом считается любой шов в месте соединения свариваемых изделий, угол которых меньше 180o. Самым распространенным является угол 90o. Именно такой угол обеспечивает надежную фиксацию элементов и устойчивость конструкции. К таким швам также относят тавровые (Т-образные) швы.
При сварке угловых швов в вертикальном положении приходится работать в неудобном положении с поднятыми вверх руками. Если требуется сварка длинных соединений, то сварщик быстро устает. Это может повлиять на качество шва. В ходе работы могут возникнуть следующие проблемы:
-
неравномерное нанесение металла на свариваемые кромки,
-
сложность контроля подрезов по краям шва,
-
непровар корневого участка шва,
-
неправильный выбор скорость и угла перемещения электрода,
-
неправильный выбор угла соединения.
Также могут возникнуть и другие проблемы шва: пустоты, лунки, возникновение трещин и многие другие. Поэтому по возможности сварщики стараются отказаться от выполнения угловых швов в вертикальном положении. Но во многих случаях это невозможно. В такой ситуации нужно строго следовать технике выполнения угловых соединений:
-
более тщательно готовить материал к работе,
-
точно подбирать силу сварочного тока в соответствии с характеристиками металла и выбранного электрода,
-
работать по заданным чертежам без отклонений,
-
соблюдать плавность хода электрода без хаотичных движений,
-
соблюдать равномерность наплавки металла,
-
избегать остановок электрода при выполнении сварки.
Сварка углового соединения в вертикальном положении выполняется поэтапно с каждой стороны. Для большей точности лучше использовать прихватки. Лучше выполнять работы короткими этапами – до 250 мм. Как правило, используется не слишком большой сварочный ток обратной полярности.
При однопроходном шве рекомендуется держать электрод под углом 20-30 градусов от вертикальной оси. Электрод должен двигаться обратно-поступательно. Важно поддерживать короткую дугу без обрывов при перемещении электрода. Сварка угловых швов в вертикальном положении в несколько проходов производится без колебаний электрода. Важно следить за хорошим сплавлением каждого нового прохода с предыдущим.
Приложение 4
Инструкционно – технологическая карта
Сборка и сварка стыковых и угловых швов пластин в горизонтальном и вертикальном положениях сварного шва
1. Подготовка металла к сварке
Выполнить зачистку поверхности металла от коррозии, грязи, стружки до металлического блеска.
Оснащение:
Спецодежда, рукавицы, защитные очки, щётка по металлу.
2. Сборка двух пластин на прихватки:


Оснащение:
Сварочный пост, электроды МР-3-3.0мм, щуп, шлакоотделитель, спецодежда, рукавицы, маска, защитные очки
Включить сварочный аппарат, установить в электрододержатель электрод d=3мм, установить сварочный 90 - 120А, возбудить дугу. Отработать режим сварки на вспомогательной пластине. Собрать две детали на три точечные прихватки в нижнем положении с выдержкой равномерного зазора 1мм.
Удалить шлак с прихваток.
Контрольная
Оснащение:
Щуп, угольник, металлическая линейка.
Выполнить контроль качества сборочной операции. Проверить размер и равномерность зазора, качество и количество прихваток.
3. Сварка двух пластин в горизонтальном положении сварного шва
Оснащение:
Сварочный пост, электроды МР-3, маска, плита сборочно-сварочная, спецодежда, рукавицы, маска.
Выполнить сварку пластин в сборе в горизонтальном положении. Техника сварки «по спирали»
4. Сварка двух пластин в вертикальном положении сварного шва
Оснащение:
Сварочный пост, электроды МР-3, маска, плита сборочно-сварочная, спецодежда, рукавицы, маска.
Выполнить сварку пластин в сборе в вертикальном положении. Техника сварки «по спирали»
5. Зачистка готового изделия
Оснащение:
Металлическая щетка, шлакоотделитель, спецодежда, рукавицы, защитные очки
Выполнить зачистку сварного шва после сварки.
6.Контроль качества готового изделия, ВИК.

Измерительный инструмент для ВИК.
Выполнить осмотр сварного шва выявить дефекты при их наличии.
Проанализировать качество выполненного шва
Приложение 5
Оценочный лист
|
ФИО
| Оценка | ||||||
| Карточки заданий | Организ. рабочего места | Подготовка поверхности под сварку |
Сварка | Контроль готового изделия (ВИК) |
Итог | ||
| 1 |
|
|
|
|
|
|
|
| 2 |
|
|
|
|
|
|
|
| 3 |
|
|
|
|
|
|
|
| 4 |
|
|
|
|
|
|
|
| 5 |
|
|
|
|
|
|
|
| 6 |
|
|
|
|
|
|
|
| 7 |
|
|
|
|
|
|
|
| 8 |
|
|
|
|
|
|
|
| 9 |
|
|
|
|
|
|
|
| 10 |
|
|
|
|
|
|
|
| 11 |
|
|
|
|
|
|
|
| 12 |
|
|
|
|
|
|
|
| 13 |
|
|
|
|
|
|
|
| 14 |
|
|
|
|
|
|
|
| 15 |
|
|
|
|
|
|
|
| 16 |
|
|
|
|
|
|
|
| 17 |
|
|
|
|
|
|
|
| 18 |
|
|
|
|
|
|
|
| 19 |
|
|
|
|
|
|
|
| 20 |
|
|
|
|
|
|
|
| 21 |
|
|
|
|
|
|
|
| 22 |
|
|
|
|
|
|
|
| 23 |
|
|
|
|
|
|
|
| 24 |
|
|
|
|
|
|
|
| 25 |
|
|
|
|
|
|
|
Критерии оценки:
«Отлично» - обучающийся владеет знаниями по оценке контроля качества, умело пользуется шаблонами. Выполнил качественно требования технологии сварки стыкового соединения в нижнем и горизонтальном положениях сварного шва.
«Хорошо» - обучающийся владеет знаниями по оценке контроля качества, умело пользуется шаблонами. Выполнил качественно требования технологии сварки стыкового соединения в нижнем и горизонтальном положениях сварного шва. Нарушил требования организации труда.
«Удовлетворительно» - обучающийся владеет знаниями по оценке контроля качества, но не пользуется шаблонами для оценки качества. Выполнил требования технологии сварки стыкового соединения в нижнем и горизонтальном положениях сварного шва не в полном объеме. Нарушил требования организации труда














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





Закрыть через 5 секунд
