Украина, краматорск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 02.05.2023 12:40

Долженко Тетяна Юрьевна
Местоположение
Специализация
Плазменная сварка
Категория:
Прочее
24.01.2023 18:23

Просмотр содержимого документа
«Плазменная сварка»
Тема уроку: « Сутність та обладнання плазмового зварювання »
Мета уроку: розглянути сутність плазмового зварювання, сформувати знання учнів по різновидам плазмового зварювання, вивчити різновиди обладнання плазмового зварювання
Опитування учнів
1. Дати визначення ультрозвуковому зварюванню.
2. Назвіть товщини елементів виробів які можливо зварити ультрозвуковим зварюванням.
3. Як відбувається з'єднання деталей при ультразвуковому зварюванні ?
4. Назвіть складові частини схеми ультразвукового зварювання .
5. Назвіть області використання ультразвукового зварювання.
Плазмове зварювання являє собою високотехнологічний процес з'єднання металів, в якому джерелом енергії служить плазмовий потік. Такий метод зварювання успішно використовується для зварювання твердих металів та сплавів вольфраму, молібдену, нікелю, нержавіючої сталі. Своє застосування плазмове зварювання знайшло у приладобудуванні, авіаційній промисловості. Характеризується глибоким проплавленням металу до 9 мм товщини в будь-якому просторі та положенні.
Плазмове зварювання - це зварювання плавленням. Тут діє також електрична дуга. Але це вже стиснута дуга, яку дозволяє отримати спеціальний пальник, плазмотрон. Плазмотрон дозволяє отримати стислу дугу з температурою до 30 000°С.
Плазмове зварювання металу, залежно від величини плазмового струму, буває : 1) мікроплазмове, величина струму 0,1-25 А;
2) на середніх струмах, сила струму 50-150 А;
3) великого струму, величиною струму понад 150 А.
Для перетворення звичайної дуги на плазмову , для підвищення потужності і температури звичайної дуги прийнято використовувати два процеса: стиск і процедуру примусового вдування в дугу плазмоутворюючого газу. В якості плазмоутворюючого газу прийнято використовувати аргон, іноді з добавкою водню або гелію. Як захисний газ також потрібно використовувати аргон. Матеріалом електрода є вольфрам, активований торієм, ітрієм та лантаном, а також мідь та гафній.Стиснення дуги здійснюють за рахунок розташування її в спеціальному плазмотроні, стінки якого інтенсивно охолоджуються водою. Поперечний стиск дуги в результаті стиснення знижується і в результаті зростає її потужність - енергія, що припадає на одиницю площі.В область плазмової дуги одночасно зі стисненням вдується плазмоутворюючий газ, що нагрівається дугою, іонізується і підвищується через теплове розширення в об'ємі в сто разів.
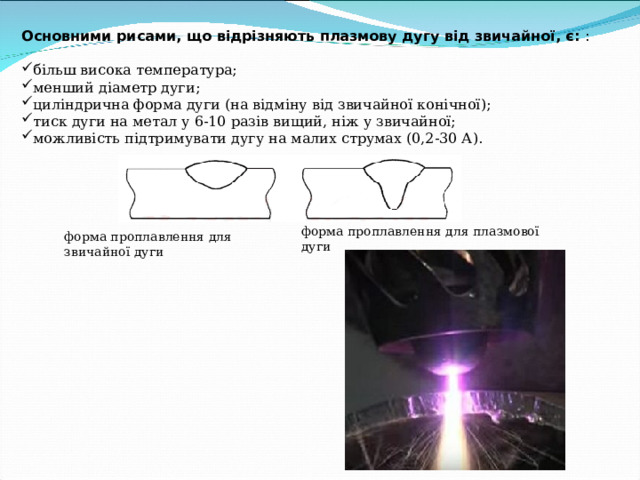
Основними рисами, що відрізняють плазмову дугу від звичайної, є: :
- більш висока температура;
- менший діаметр дуги;
- циліндрична форма дуги (на відміну від звичайної конічної);
- тиск дуги на метал у 6-10 разів вищий, ніж у звичайної;
- можливість підтримувати дугу на малих струмах (0,2-30 А).
форма проплавлення для плазмової дуги
форма проплавлення для звичайної дуги
Плазмове зварювання
Плазмове зварювання
- Найпоширнішим вважається мікроплазмове зварювання
- Завдяки високому рівню іонізації газу у спеціальному плазмотроні та використанню вольфрамових електродів, які мають діаметр 1-2 міліметри, плазмова дуга здатна горіти при надмірно малому струмі, починаючи з показника 0,1 Ампер.
- Спеціальні малоамперні джерела живлення постійного струму призначені для отримання чергової дуги, яка безперервно горить між мідним водоохолоджуваним соплом і електродом. При підведенні до виробів плазмотрона запалюється основна дуга, що живиться джерелом. Подається плазмоутворюючий газ через сопло плазмотрону, яке має діаметр близько 0,5-1,5 міліметрів.
- Мікроплазмове зварювання — дуже ефективний спосіб сплавлення виробів, які мають малу товщину — до 1,5 міліметра. Діаметр плазмової дуги досягає 2 міліметрів, що дозволяє теплоту сконцентрувати на обмеженій ділянці виробів та нагрівати області зварювання без пошкодження сусідньої ділянки. Подібна дуга дозволяє уникнути пропалів, які характерні для звичайного аргонодугового зварювання тонких металів. Основним газом, який використовується як захисний і плазмоутворюючий, виступає аргон. Залежно від металу, що зварюється, додаються до нього різні добавки, які збільшують ефективність процедури плазмового зварювання металу.
- При зварюванні стали доцільною добавкою до захисного аргону 8-10% водню для збільшення теплової ефективності плазмової дуги. При зварюванні низьковуглецевої сталі до аргону можна додавати вуглекислий газ, при зварюванні титану – гелій.
- Установки для процесу мікроплазмового зварювання дозволяють здійснювати зварювання в різних режимах: імпульсної або безперервної прямої полярності, різнополярними імпульсами, безперервної зворотної полярності. Мікроплазмове зварювання успішно застосовують при виробництві тонкостінної ємності або труби, приварювання сильфонів та мембран до габаритних деталей, виготовлення ювелірних виробів та з'єднання фольги.

Зварювання на середніх струмах
- Процес зварювання на середніх струмах 50-150 Ампер багато спільного має з процедурою аргонодугового зварювання неплавким електродом з вольфраму. Однак вона вважається більш ефективною через обмежену площу нагріву і високу потужність дуги..
- Плазмове зварювання на середньому струмі гарантує більш глибоке проплавлення порівняно з традиційною дугою при меншій ширині швів. Крім енергетичної характеристики, це пояснюється і високим рівнем тиску дуги на зварювальні ванни, внаслідок чого зменшується під дугою товщина прошарків рідкого металу та покращуються умови передачі теплоти вглиб основного металу. Принцип роботи плазмового зварювання дозволяє здійснювати роботу з використанням дроту присадки.
а )- плазмове зварювання з присадковим дротом б)- плазмове зварювання з проникаючою дугою 1- електрод, 2- плазмове сопло, 3 – наружне захисне сопло, 4 -присадковий дріт, 5 - виріб
Зварювання на великому струмі
- Зварювання на струмі більше 150 Ампер надає на метал ще більший вплив, так як плазмова дуга на струмі 150 Ампер є еквівалентною дузі в 300 Ампер при зварюванні деталей нелавким електродом.
- Подібне плазмове зварювання супроводжується абсолютним проплавленням із виникненням наскрізного отвору
- З протилежного боку швів метал утримується силою поверхневого натягу.
- Діапазони режимів є дуже обмеженими, тому що при зварюванні можливе утворення пропалів. Плазмове зварювання потребує високої культури виробництва, дотримання технологій заготівлі та складання, ретельного забезпечення умов охолодження апаратів плазмового зварювання та вимог їх експлуатації. Навіть вчинення невеликих порушень режиму охолодження плазмотрона через високу температуру та невеликий діаметр сопла провокують його руйнування.
- Використовується при сплавленні легованих та низьковуглецевих сталей, алюмінієвих сплавів, міді, титану та інших матеріалів. Ця процедура у багатьох випадках дозволяє суттєво зменшити витрати, пов'язані з обробкою кромок, покращити якість швів та збільшити продуктивність.

Основні частини пальника
Пальник являє собою складний пристрій, в якому встановлюється електрод, є трубопроводи для подачі газів і рідини, що охолоджує, а також проходить електричний кабель, по якому до електрода подається напруга живлення.
Конструкція пальника залежить від потужності апарату. В апаратах малої потужності використовуються пальники з висувним катодом, який за допомогою кнопки керування може замикатися на анод-сопло та збуджувати дугу.
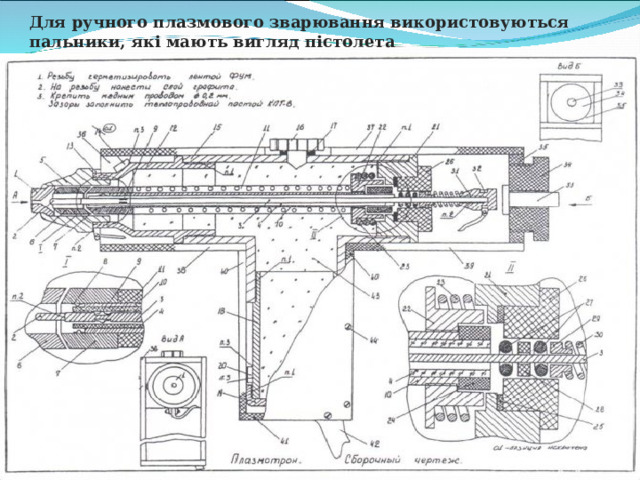
Для ручного плазмового зварювання використовуються пальники, які мають вигляд пістолета. Такий пристрій зручно тримати у руках.
Для плазмово-водяного зварювання використовується пальник у вигляді пістолета з розрядною камерою та пароутворюючим пристроєм.
Для потужніших апаратів використовуються пальники з нерухомим катодом.

Пост плазмового зварювання
До складу обладнання для плазмового зварювання входять :
- Пальник (плазматрон).
- Джерело електроживлення (інвертор).
- Балон із плазмоутворюючим газом (зелений балон).
- Балон із захисним газом(червоний балон).
- Система водяного охолодження
- Кабель-пакет.
Плазмоутворюючий газ : кисень, азот, стиснене повітря.
Для захисту зварювальної ванни застосовують інертні гази – азот, аргон, пари спирту, пари ацетону.
Для ручного плазмового зварювання використовуються пальники, які мають вигляд пістолета
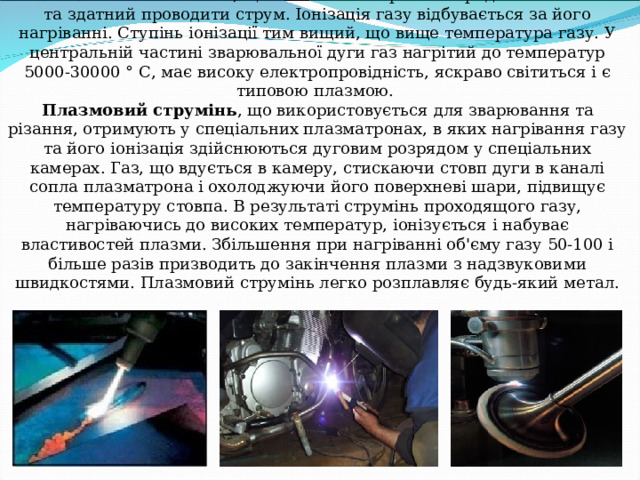
Плазма. Плазмовий струмень. Плазма - іонізований газ, що містить електрично заряджені частинки та здатний проводити струм. Іонізація газу відбувається за його нагріванні. Ступінь іонізації тим вищий, що вище температура газу. У центральній частині зварювальної дуги газ нагрітий до температур 5000-30000 ° С, має високу електропровідність, яскраво світиться і є типовою плазмою. Плазмовий струмінь , що використовується для зварювання та різання, отримують у спеціальних плазматронах, в яких нагрівання газу та його іонізація здійснюються дуговим розрядом у спеціальних камерах. Газ, що вдується в камеру, стискаючи стовп дуги в каналі сопла плазматрона і охолоджуючи його поверхневі шари, підвищує температуру стовпа. В результаті струмінь проходящого газу, нагріваючись до високих температур, іонізується і набуває властивостей плазми. Збільшення при нагріванні об'єму газу 50-100 і більше разів призводить до закінчення плазми з надзвуковими швидкостями. Плазмовий струмінь легко розплавляє будь-який метал.
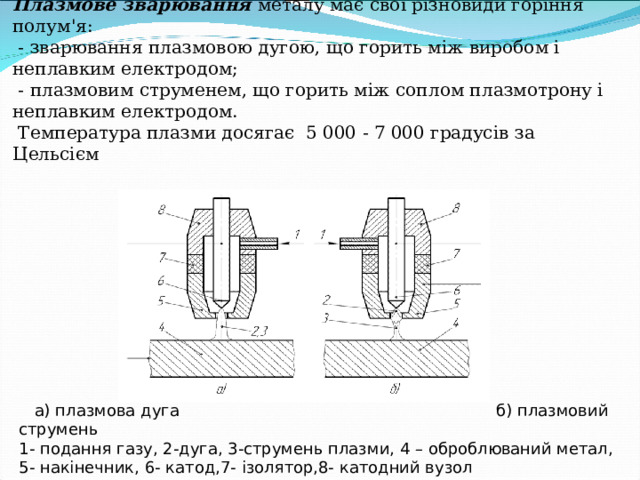
Плазмове зварювання металу має свої різновиди горіння полум'я: - зварювання плазмовою дугою, що горить між виробом і неплавким електродом; - плазмовим струменем, що горить між соплом плазмотрону і неплавким електродом. Температура плазми досягає 5 000 - 7 000 градусів за Цельсієм
а) плазмова дуга б) плазмовий струмень
1- подання газу, 2-дуга, 3-струмень плазми, 4 – оброблюваний метал,
5- накінечник, 6- катод,7- ізолятор,8- катодний вузол

Дуговий плазмовий струмінь - інтенсивне джерело теплоти з широким діапазоном технологічних властивостей. Його можна використовувати для нагрівання, зварювання або різання як електропровідних металів, так і неелектропровідних матеріалів, таких як скло, кераміка та ін (плазмовий струмінь непрямої дії). Теплова ефективність дугового плазмового струменя залежить від величини зварювального струму і напруги, складу, витрати і швидкості істечення плазмоутворюючого газу, відстані від сопла до поверхні виробу, швидкості переміщення пальника (швидкості зварювання або різання) і т. п. Геометрична форма струменя може бути різною (квадратної, круглої тощо) і визначатися формою вихідних отворів сопла.
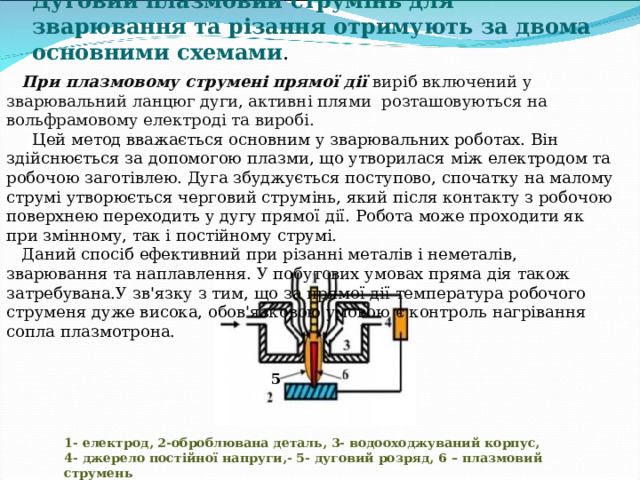
Дуговий плазмовий струмінь для зварювання та різання отримують за двома основними схемами .
При плазмовому струмені прямої дії виріб включений у зварювальний ланцюг дуги, активні плями розташовуються на вольфрамовому електроді та виробі.
Цей метод вважається основним у зварювальних роботах. Він здійснюється за допомогою плазми, що утворилася між електродом та робочою заготівлею. Дуга збуджується поступово, спочатку на малому струмі утворюється черговий струмінь, який після контакту з робочою поверхнею переходить у дугу прямої дії. Робота може проходити як при змінному, так і постійному струмі.
Даний спосіб ефективний при різанні металів і неметалів, зварювання та наплавлення. У побутових умовах пряма дія також затребувана.У зв'язку з тим, що за прямої дії температура робочого струменя дуже висока, обов'язковою умовою є контроль нагрівання сопла плазмотрона.
5
1- електрод, 2-оброблювана деталь, 3- водооходжуваний корпус,
4- джерело постійної напруги,- 5- дуговий розряд, 6 – плазмовий струмень
- При плазмовому струмені непрямої дії активні плями дуги знаходяться на вольфрамовому електроді та внутрішній або бічній поверхні сопла.
- У цьому випадку дуга утворюється між наконечником плазмотрону та електродом, газ видавлює її із сопла, в результаті чого на виході виходить потужний струмінь плазми.Температура струменя в цьому випадку набагато нижча, ніж при прямому впливі. З цієї причини непрямий вплив часто застосовують для з'єднання та різання деталей із матеріалів з низькою електропровідністю.Тиск газу контролює силу виходу струменя плазми. Завдяки цьому метод непрямої дії використовується для напилення металу, прогрівання заготовок.
- При підборі режиму необхідно враховувати тип подачі струму, який матеріал підлягає зварювати, а головне діаметр робочого струменя. Плазмоутворюючий газ може бути також захистом розплавленого металу від повітря. У деяких випадках для захисту розплавленого металу використовують подачу окремого струменя спеціального, дешевшого захисного газу. Газ, що переміщається вздовж стінок сопла, менш іонізований та має знижену температуру. Завдяки цьому попереджається розплавлення сопла. Однак більшість плазмових пальників має додаткове водяне охолодження.
1- електрод, 2-оброблювана деталь,
3- водооходжуваний корпус,
4- джерело постійної напруги,
5- дуговий розряд, 6 – плазмовий струмень
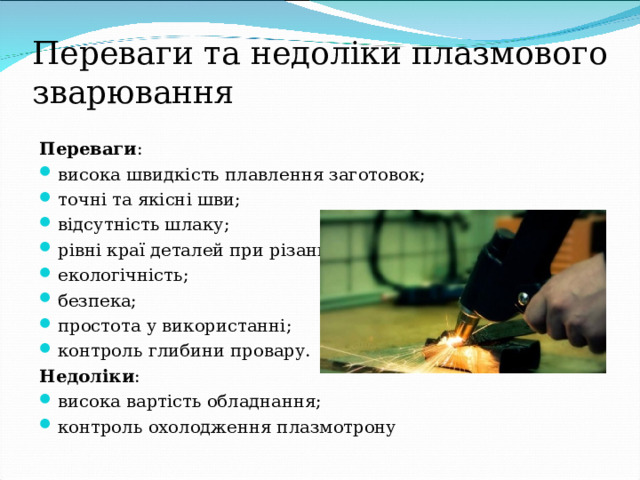
Переваги та недоліки плазмового зварювання
Переваги :
- висока швидкість плавлення заготовок;
- точні та якісні шви;
- відсутність шлаку;
- рівні краї деталей при різанні;
- екологічність;
- безпека;
- простота у використанні;
- контроль глибини провару.
Недоліки :
- висока вартість обладнання;
- контроль охолодження плазмотрону

Основні види обладнання
- Апарати застосовуються для проведення зварювальних робіт вручну.
- Установки – використовуються у промислових масштабах. Мобільні, незважаючи на великі габарити виробу.
- Верстати та машини - також служать для забезпечення промислового зварювання, більш громіздкі та займають більше місця, ніж установки. Але дають високу швидкість роботи.
- Найбільшого поширення набули саме апарати та установки для плазмового зварювання та різання, у тому числі з ЧПУ.
Устаткування плазмового зварювання можна класифікувати за кількома параметрами:
- За типом впливу - пряме і непряме.
- За методами стабілізації дуги за допомогою газу, води або магнітного поля.
- За силою струму – для мікроплазмового зварювання, на середніх та високих струмах .
Пристрої різання в свою чергу поділяються на :
- Трансформаторні та інверторні.
- Водно-плазмові та повітряно-плазмові.
- Контактні та безконтактні.
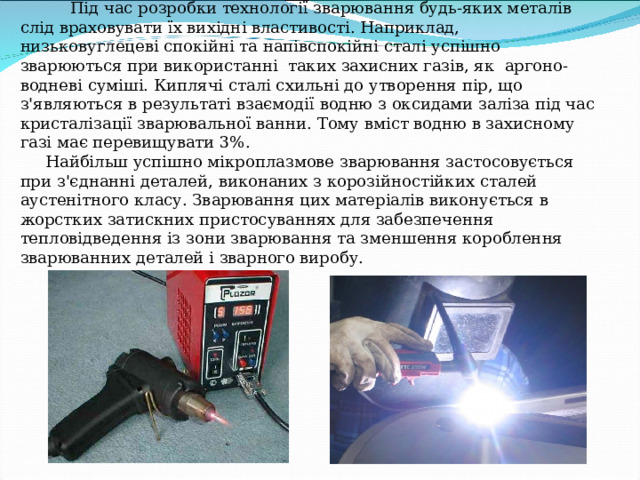
Технологічні особливості плазмового зварювання Під час розробки технології зварювання будь-яких металів слід враховувати їх вихідні властивості. Наприклад, низьковуглецеві спокійні та напівспокійні сталі успішно зварюються при використанні таких захисних газів, як аргоно-водневі суміші. Киплячі сталі схильні до утворення пір, що з'являються в результаті взаємодії водню з оксидами заліза під час кристалізації зварювальної ванни. Тому вміст водню в захисному газі має перевищувати 3%. Найбільш успішно мікроплазмове зварювання застосовується при з'єднанні деталей, виконаних з корозійностійких сталей аустенітного класу. Зварювання цих матеріалів виконується в жорстких затискних пристосуваннях для забезпечення тепловідведення із зони зварювання та зменшення короблення зварюванних деталей і зварного виробу.
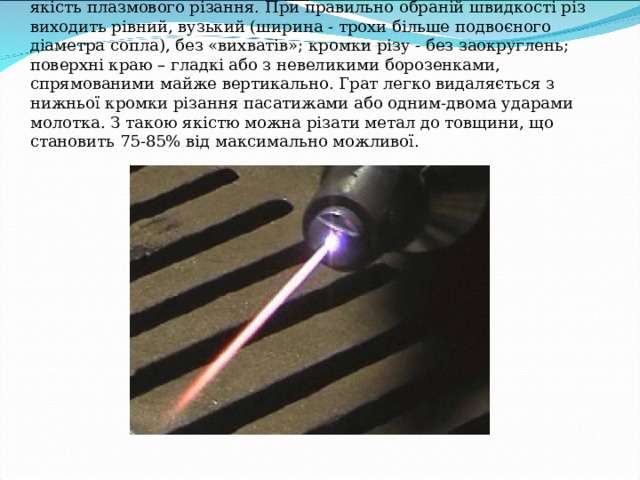
Швидкість переміщення плазмотрону надає вирішальний вплив на якість плазмового різання. При правильно обраній швидкості різ виходить рівний, вузький (ширина - трохи більше подвоєного діаметра сопла), без «вихватів»; кромки різу - без заокруглень; поверхні краю – гладкі або з невеликими борозенками, спрямованими майже вертикально. Грат легко видаляється з нижньої кромки різання пасатижами або одним-двома ударами молотка. З такою якістю можна різати метал до товщини, що становить 75-85% від максимально можливої.

Завдяки наявності стільки переваг, плазмова різка металу не тільки широко використовується в металообробній галузі, але впевнено освоює нові промислові горизонти. Число організацій, що віддали перевагу цьому методу термічної обробки металів, зростає з кожним днем. І не дивно, адже плазмове різання металу сьогодні є унікальним методом термічного поділу металів, що не має рівноцінних аналогів.
Доповідь на тему «Плазмове зварювання своїми руками»
Закріплення вивченого матеріалу
1. Що являє собою плазмове зварювання?
2. Яке буває п лазмове зварювання металу, залежно від величини плазмового струму ?
3. Що входить до складу обладнання для плазмового зварювання ?
4. Назвіть плазмоутворюючий газ та захисний газ
5. Дати визначення плазми.
6. Виконання тестових завдань з пройденої теми у Google classroom

Домашнє завдання
- 1. Написати у робочих зошитах краткий конспект теми «Сутність та обладнання плазмового зварювання » , вивчити конспект .
- 2. Опрацювати підручник І.В.Крівцун, В.В.Квасницький «Спеціальні способи зварювання», §3.3 стор. 257-277.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

