

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Напряжение дуги при сварке под флюсом"

Просмотр содержимого документа
«Презентация к уроку "Напряжение дуги при сварке под флюсом"»
ТЕМА УРОКА
Напряжение дуги при сварке под флюсом
ЦЕЛИ УРОКА:
• образовательная: изучение влияния напряжения дуги на формирование сварного шва;
• развивающая: развитие элементов творческой деятельности (интуиции, пространственного воображения);
• воспитательная: воспитание стремления к повышению уровня знаний.
Актуализация опорных знаний:
1. Сила сварочного ………;
2. Диаметр ………;
3. Напряжение ………;
4. Род и ………… ……….;
5. Скорость …………;
6. Скорость подачи ………… ……….;
7. Вылет …………;
8. Наклон …………;
9. Наклон …………;
10. Марка ………..;
11. Разделка ………..;
12. Предварительный ………...
При механизированной сварке под флюсом существует ряд параметров режима сварки, которые оказывают значительное влияние на процесс формирования шва и, в конечном итоге, на качество сварной конструкции. К одному из таких параметров относится и напряжение дуги. Квалифицированный сварщик обязан знать, как влияет это значение на геометрические размеры шва .
Из всех параметров механизированных способов сварки на ширину шва больше всего влияет напряжение дуги.
С повышением напряжения дуги увеличивается ее длина и подвижность. При этом растет доля тепла, идущего на плавление поверхности основного металла и флюса. Это приводит к значительному увеличению ширины шва, причем глубина провара уменьшается , что особенно важно при сварке тонкого металла.
С повышением напряжения дуги увеличение ширины шва зависит также и от рода тока. При одинаковых значениях напряжения дуги ширина шва на постоянном токе, а особенно при обратной полярности, значительно больше ширины шва, сваренного на переменном токе.

Влияние напряжения дуги на ширину проплавления при сварке переменным током
Напряжение дуги, В
Ширина проплавления, мм
25
15
40
16
43
22
Примечание: Iсв = 600-640А, Vсв = 24м/ч, dэл = 5мм, флюс АН-348
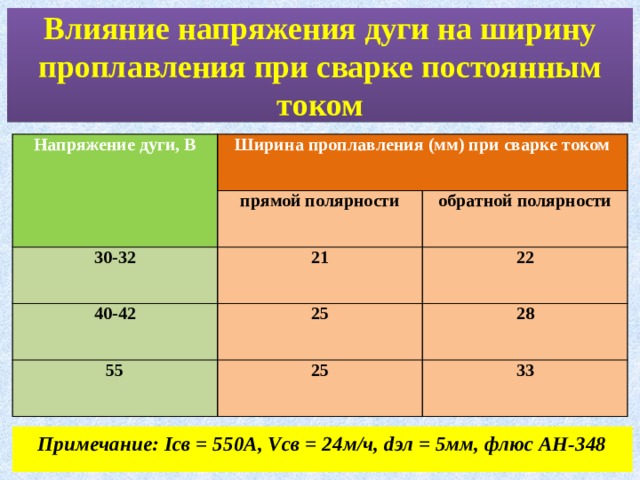
Влияние напряжения дуги на ширину проплавления при сварке постоянным током
Напряжение дуги, В
Ширина проплавления (мм) при сварке током
прямой полярности
30-32
21
обратной полярности
40-42
22
25
55
25
28
33
Примечание: Iсв = 550А, Vсв = 24м/ч, dэл = 5мм, флюс АН-348
Сварочный ток и напряжение дуги противоположно выливают на форму шва. Поэтому для получения оптимальной формы шва увеличение сварочного тока при увеличенной толщине свариваемого металла должно обязательно сопровождаться соответствующим повышением напряжения дуги. На практике напряжение дуги устанавливается в зависимости от величины сварочного тока и диаметра электрода.
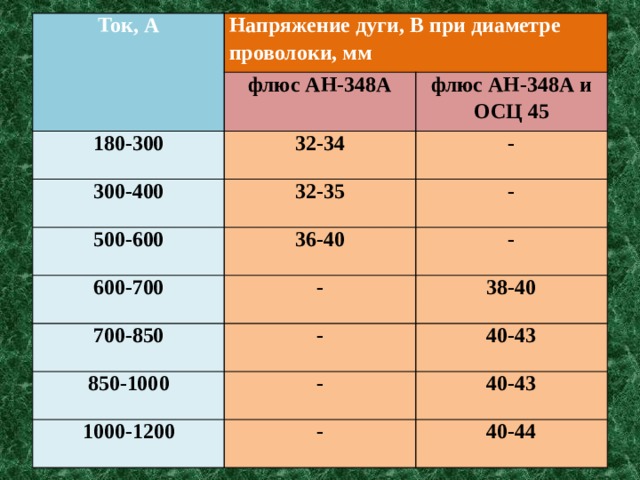
Ток, А
Напряжение дуги, В при диаметре проволоки, мм
флюс АН-348А
180-300
32-34
300-400
флюс АН-348А и ОСЦ 45
32-35
-
500-600
-
36-40
600-700
700-850
-
-
-
850-1000
38-40
-
1000-1200
40-43
-
40-43
40-44
Закрепление полученных знаний
1. На какой размер шва влияет напряжение дуги?
2. Что происходит при повышении напряжения дуги?
3. К чему приводит повышение напряжения дуги?
4. На каком роде тока ширина шва больше?
5. В зависимости, от каких параметров режима сварки устанавливается напряжение дуги?
ДОМАШНЕЕ ЗАДАНИЕ
Проработать изученный материал по конспекту и других, рекомендованных источников информации.










Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


