СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 11.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Несплавление и непровар "

Просмотр содержимого документа
«Презентация к уроку "Несплавление и непровар "»
ТЕМА УРОКА
Несплавление и непровар
Многие сварщики путают несплавление с непроваром. Под несплавлением понимают дефект сварного шва, при котором не обеспечивается сплавление прилегающих друг к другу слоев наплавленного металла. Это может произойти в любом месте сварного соединения. Непровар— несплавление основного металла по всей длине шва или на участке.
Несплавление — это отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва. Различают несплавление по боковой стороне, несплавление между валиками и несплавление в корне сварного шва.
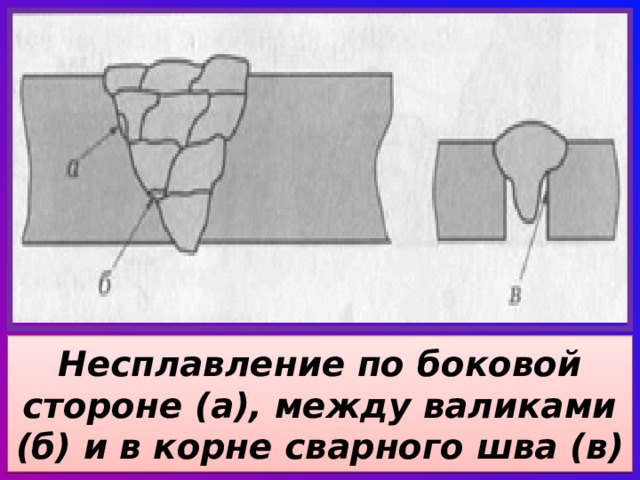
Несплавление по боковой стороне (а), между валиками (б) и в корне сварного шва (в)
Образование несплавления могут вызвать следующие причины:
■ недостижение температуры точки плавления основного металла или металла ранее наплавленных слоев;
■ загрязнение кромок или их неправильная подготовка (например, уменьшенный угол скоса кромок);
■ нерастворение во флюсе оксидов и других посторонних веществ, находящихся на поверхностях основного металла и металла ранее наплавленных слоев;

■ низкое значение величины сварочного тока; ■ повышенная скорость сварки; ■ смещение внутреннего или наружного швов; ■ блуждание дуги.
СТЫКОВОЙ ШОВ УГЛОВОЙ ШОВ
Лучшим средством для предотвращения несплавления является надежная очистка поверхностей свариваемых кромок от загрязнений и посторонних веществ, а также выполнение следующих мероприятий:
■ при сварке в глубокой узкой разделке следует применять электроды малого диаметра, с тем чтобы ими можно было достичь дна разделки;
■ для наплавки и проплавления необходимо использовать соответствующие значения сварочного тока (при сварке деталей большей
толщины необходимо использование большей величины тока для данного диаметра электрода, чем при сварке этим же электродом деталей меньшей толщины;
■ амплитуда поперечных колебаний должна быть достаточной для гарантированного расплавления боковых стенок разделки;
■ наплавленный металл должен хорошо смачивать основной металл.
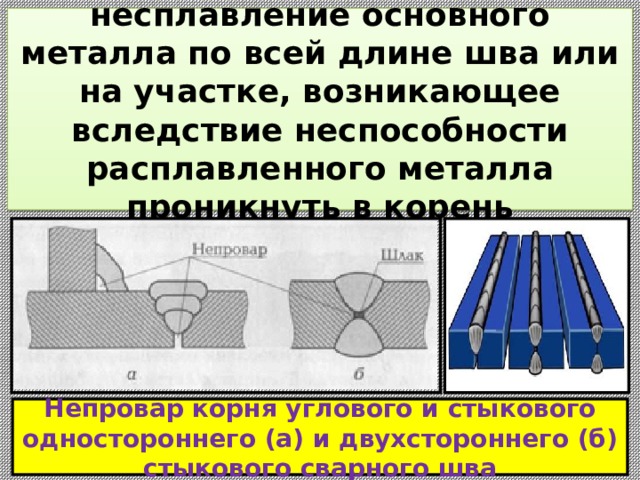
Непровар (неполный провар) — несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения.
Непровар корня углового и стыкового одностороннего (а) и двухстороннего (б) стыкового сварного шва

Термин «непровар» используется при несплавлении по какой- либо причине основного и электродного или присадочного металлов в корне соединения, либо недостижении корневой части соединения температуры плавления, либо недостижении электродным или присадочным металлом корневой части соединения, приводящем к образованию несплошностей.
В некоторых случаях причиной непровара может быть загрязненность поверхностей свариваемых деталей, наиболее часто встречающейся причиной непроваров являются условия теплопередачи в сварном соединении.
Наиболее частыми причинами непровара являются:
- нарушение режима сварки;
- применение электродов слишком большого диаметра;
- малый угол разделки кромок;
- отсутствие зазора;
- малый сварочный ток;
- большая скорость сварки;
- большое притупление кромки;
- низкая квалификация сварщика.
ДОМАШНЕЕ ЗАДАНИЕ
ПРОРАБОТАТЬ ИЗУЧЕННЫЙ МАТЕРИАЛ ПО КОНСПЕКТУ И СПОМОЩЬЮ ДРУГИХ, РЕКОМЕНДОВАННЫХ ИСТОЧНИКОВ ИНФОРМАЦИИ













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя