СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 14.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Поволока для механизированной сварки"

Просмотр содержимого документа
«Презентация к уроку "Поволока для механизированной сварки"»

ТЕМА УРОКА:
ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ
ЦЕЛЬ УРОКА: ИЗУЧИТЬ ВИДЫ, МАРКИРОВКУ И ПРИМЕНЕНИЕ СВАРОЧНОЙ ПРОВОЛОКИ ПРЕДНАЗНАЧЕННОЙ ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
При механизированной сварке используют электрод в виде проволоки, намотанной на кассету.

Для полуавтоматической и автоматической сварок в защитном газе проволоку круглого сечения изготовляют стальную холоднотянутую диаметрами 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5мм и поставляют в мотках (бухтах) из одного отреза.
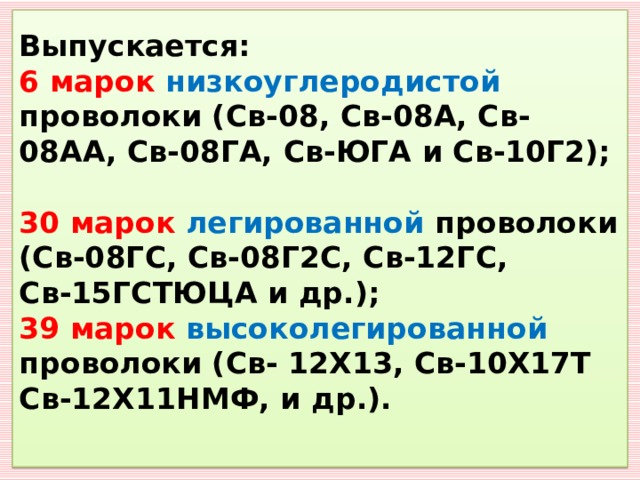
Выпускается: 6 марок низкоуглеродистой проволоки (Св-08, Св-08А, Св-08АА, Св-08ГА, Св-ЮГА и Св-10Г2); 30 марок легированной проволоки (Св-08ГС, Св-08Г2С, Св-12ГС, Св-15ГСТЮЦА и др.); 39 марок высоколегированной проволоки (Св- 12X13, Св-10Х17Т Св-12Х11НМФ, и др.).
В легированной стали легирующих элементов содержится от 2,5 до 10%, в высоколегированной — более 10%.
Буквы и цифры в написании марок проволоки обозначают: Св-08 — сварочная 0,08 % углерода (среднее содержание) ; А — пониженное, АА — еще более пониженное содержание серы и фосфора.
Проволока маркируется индексом Св (сварочная), буквами и цифрами. Обозначения легирующих примесей следующие: Г — марганец, С — кремний, X — хром, Н — никель, М — молибден, В — вольфрам, Ф — ванадий.
ПРИМЕР РАСШИФРОВКИ МАРКИРОВКИ
Сварочная проволока марки Св-08ХГ2С содержит 0,08% углерода, до 1% хрома, до 2% марганца до 1 % кремния.

Вместо дорогостоящей легированной сварочной проволоки применяется порошковая электродная проволока. Она состоит из металлической оболочки и сердечника. Металлическая оболочка служит для подвода сварочного тока и удержания порошкового сердечника. Сердечник представляет собой смесь порошков минералов, руд, ферросплавов и металлических порошков.
Участвуя в металлургическом процессе при сварке, смесь обеспечивает защиту металла сварочной ванны от кислорода и азота воздуха, раскисление и легирование металла шва, образование легкоудаляемого шлака и получение высококачественного шва. Сварку порошковой проволокой производят открытой дугой, под флюсом или в защитных газах.
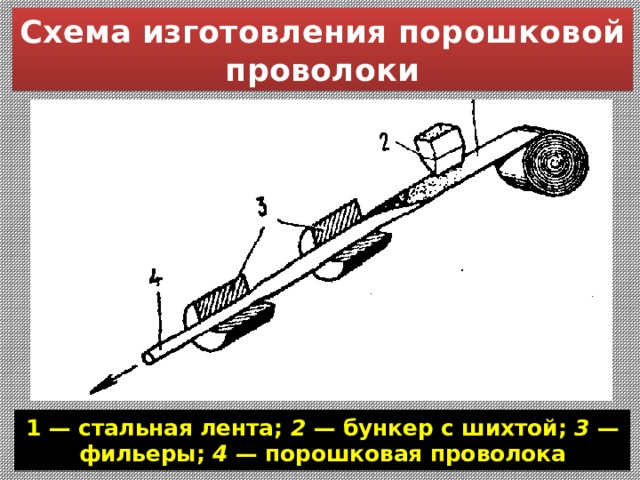
Схема изготовления порошковой проволоки
1 — стальная лента; 2 — бункер с шихтой; 3 — фильеры; 4 — порошковая проволока
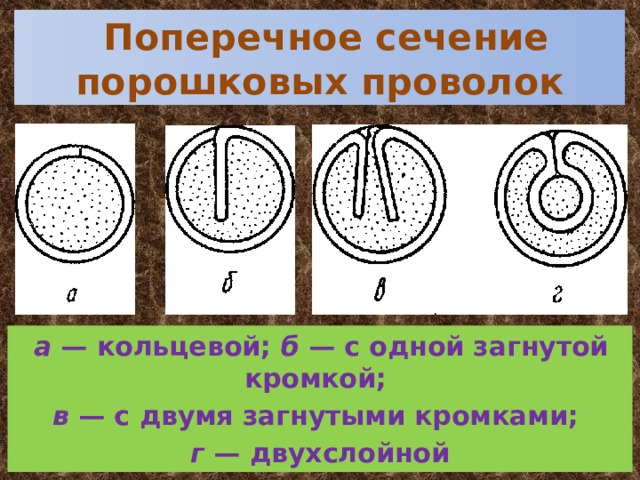
Поперечное сечение порошковых проволок
а — кольцевой; б — с одной загнутой кромкой;
в — с двумя загнутыми кромками;
г — двухслойной
Увеличение объёма металлической оболочки позволяет увеличить производительность сварки.
Для получения более широкого слоя наплавленного металла и увеличения производительности наплавки вместо порошковой проволоки применяется порошковая лента. Она сворачивается в рулоны, применяется для наплавки автоматами, снабженными специальными устройствами для подачи ленточных электродов.
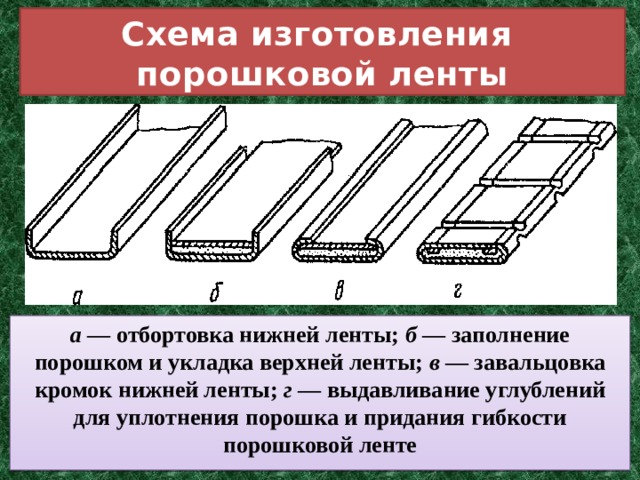
Схема изготовления порошковой ленты
а — отбортовка нижней ленты; б — заполнение порошком и укладка верхней ленты; в — завальцовка кромок нижней ленты; г — выдавливание углублений для уплотнения порошка и придания гибкости порошковой ленте
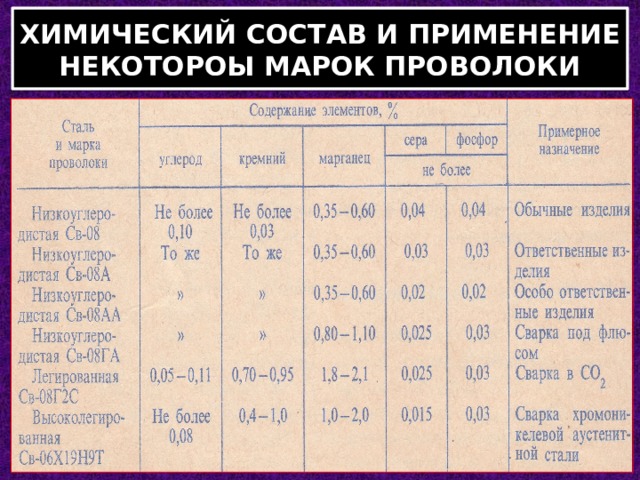
ХИМИЧЕСКИЙ СОСТАВ И ПРИМЕНЕНИЕ НЕКОТОРОЫ МАРОК ПРОВОЛОКИ
Широкое применение получили проволоки, не требующие при сварке дополнительной защиты (самозащитные), и проволоки, используемые с газовой защитой зоны сварки (газозащитные). Благодаря высокой производительности и низкой чувствительности к внешним условиям сварка порошковой проволокой получает большое применение при изготовлении и монтаже строительных конструкций на строительно-монтажной площадке.

ДОМАШНЕЕ ЗАДАНИЕ
Проработать изученный материал по конспекту и с помощью других, рекомендованных источников информации














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя