

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Ремонт арматуры судовых котлов"

Просмотр содержимого документа
«Презентация к уроку "Ремонт арматуры судовых котлов"»
ТЕМА УРОКА:
Ремонт арматуры судовых котлов

От исправности арматуры котла во многом зависит надежность всей котельной установки судна. Ремонт арматуры составляет значительный объем работ.

Перед снятием арматуры с котла ее маркируют и наносят риски, фиксирующие ее положение на места установки. Предварительно снимают приводы арматуры.
Затем арматуру промывают в моющем растворе, обдувают сжатым воздухом, разбирают и устанавливают, какие есть дефекты. Детали, годные или подлежащие ремонту, комплектуют и укладывают на стеллажи. Те, что уже нельзя ремонтировать,— сдают в лом.
К основным повреждениям и видам износа котельной арматуры клапанного типа относятся:
— коррозионный износ уплотнительных поверхностей тарелки и седла клапана, уплотнительных фланцев и штока клапана;
— попадание посторонних предметов или образование наработков в результате многократных ударов клапана о седло во время работы;
— ослабление крепления седла клапана в корпусе; — трещины в корпусе и крышке клапана; — пористость материала корпуса и крышки клапана; — износ сальниковой грундбуксы и повреждение сальникового уплотнения;
— износ, смятие квадрата штока клапана в месте установки маховика и отрыв хвостовика штока; — снижение упругости пружины клапана.
При незначительных износах (0,5—0,8 мм) уплотнительных поверхностей клапана и седла их протачивают на станке, после чего притирают их сопрягаемые поверхности. При ослаблении седла клапана его заменяют.


Для этого специальным приспособлением — съемником его выпрессовывают из корпуса.
Рукоятка - 1; два подвижных рычага - 2; седло клапана - 3; планка - 4, винт – 5.
Если седло клапана закреплено на резьбе, его вывертывают или вырезают на станке, новое гнездо устанавливают на место и окончательн обрабатывают о уплотнительную поверхность.
Неисправные шток клапана и шпильки арматуры обычно заменяют новым.

Дефекты резьбы в отверстиях корпуса устраняют следующим образом:
рассверливают отверстие на больший диаметр, заваривают, а затем сверлят новое отверстие.
Разрешается рассверливать отверстие с дефектной резьбой на ближайший больший размер, нарезать резьбу и устанавливать ступенчатую шпильку, хвостовик которой имеет диаметр новой резьбы, а стержень шпильки — прежний размер.
Механические повреждения и эрозионные разъедания фланцев арматуры устраняют проточкой, трещины в корпусе и крышке заваривают с последующим испытанием гидравликой на прочность.
Пористость материала корпуса и крышки устраняют путем бакелитизации. Для этого под давлением в герметично закрытый корпус с крышкой подают жидкий бакелит. Через некоторое время бакелит удаляют, а корпус и крышку высушивают в электропечи и подвергают гидравлическим испытаниям.
После устранения дефектов выполняют сборку и испытывают.
Для проточки притирочных поверхностей гнезд клапанов, имеющих дефекты в виде задиров и забоин, применяют специальные приспособления, позволяющие выполнять эту работу непосредственно на месте установки клапана.
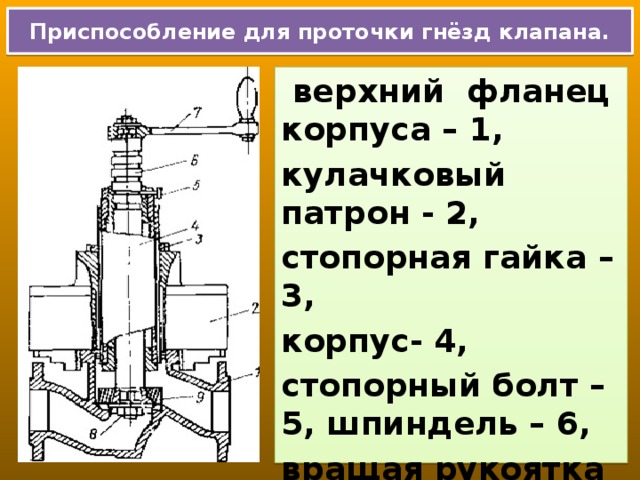
Приспособление для проточки гнёзд клапана.
верхний фланец корпуса – 1,
кулачковый патрон - 2,
стопорная гайка – 3,
корпус- 4,
стопорный болт – 5, шпиндель – 6,
вращая рукоятка – 7,
гайка – 8 , фреза - 9.

ПРОБКОВЫЙ КРАН

Пробковые краны могут иметь следующие дефекты:
- кольцевые наработки на поверхностях гнезда и пробки;
- задиры на поверхностях гнезда и пробки вследствие попадания на них механических частиц;
- проседание пробки в корпусе крана из-за большой выработки гнезда корпуса или пробки;
- нарушение сальникового уплотнения из-за большой разработки грундбуксы и сальниковой нажимной втулки;
- повреждения и разъедания металла на плоскостях фланцев и трещины в корпусе крана.
Для устранения дефектов на поверхностях уплотнения бронзовых корпусов и пробки корпус крана растачивают, а затем, если есть уверенность, что натяг на пробке не приведет к ее провалу в корпус, протачивают и пробку .
Если это не даст результата, пробку наплавляют и протачивают по корпусу либо изготовляют новую пробку. У чугунного крана в таких случаях пробку заменяют новой.
Ремонт корпуса любого крана аналогичен ремонту корпуса и ремонту клапана. Устранив дефекты, осуществляют пригонку сопрягаемых пар, сборку крана и испытание.
Ремонт дискового крана несколько сложнее. Обычно протачивают присоединительные поверхности корпуса, крышки и фланца корпуса, а также притирочные поверхности корпуса, крышки и шайбы, после чего эти поверхности шабрят и притирают. Заменив пружину, собирают кран, проверяют легкость его вращения и испытывают на герметичность.
Краны водоуказательных приборов ремонтируют, как обычные пробковые краны. Возможную деформацию оправ для призматических стекол устраняют путем шабрения поверхностей прилегания стекол, причем проверочной плитой часто служит само призматическое стекло.
Для окончательной затяжки болтов приборы прогревают. После сборки производят гидравлическое испытание на герметичность. Обычно ремонт арматуры выполняют в специализированном цехе судоремонтного предприятия.
Перед сборкой корпус и крышку арматуры испытывают гидравлическим давлением на прочность, а собранную арматуру проверяют на герметичность.
Поверхности установочных фланцев должны иметь требуемую степень шероховатости. Открывать и закрывать арматуру надо плавно, без рывков и особых усилий.
При установке арматуры на котел отверстия во фланце должны совпадать со шпильками наварышей.
Не разрешается распиловка отверстий во фланцах арматуры, если эти отверстия не совпадают со шпильками. Нельзя и подгибать шпильки по отверстиям во фланцах арматуры.
Прокладки для арматуры необходимо изготовлять так, чтобы внутренний диаметр отверстия прокладки был несколько больше внутреннего диаметра фланца арматуры, а наружный диаметр прокладки не должен превышать диаметра фланца арматуры.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

