

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Сборка сварных конструкций"

Просмотр содержимого документа
«Презентация к уроку "Сборка сварных конструкций"»
ТЕМА УРОКА:
СБОРКА СВАРНЫХ КОНСТРУКЦИЙ
При сборке сварных конструкций необходимо обеспечить такое положение деталей относительно друг друга, в котором они должны находиться в сварном узле.
Процесс сборки состоит из ряда последовательно выполняемых операций.
- Подать детали, из которых собирается конструкция или узел, к месту сборки.
Подача деталей к месту сборки осуществляется с помощью подъемно-транспортного оборудования (краны, конвейеры, тележки и т.п.).
2. Установить детали в сборочном приспособлении в определенном положении, зафиксировать и сварить.
Положение деталей во время сборки определяется установочными элементами приспособлений или другими, смежными деталями. Соединяемые детали закрепляют зажимными элементами сборочных приспособлений.
Основная цель разработки технологического процесса сборки заключается в определении последовательности и способа сборки отдельных деталей, обеспечивающих выполнение технических требований к изготовлению конкретной конструкции при минимальных затратах рабочей силы, времени и вспомогательных материалов.
При разработке этого процесса стремятся предусмотреть максимально широкое использование механизированного инструмента, рабочих и контрольных приспособлений. Порядок и последовательность сборки указывают в карте технологического процесса.
Технологический процесс сборки характеризуется трудоемкостью и временем его выполнения, т. е. длительностью сборочного цикла, на которую влияет схема сборочного процесса — принятая последовательность сборки отдельных единиц в изделие.
В производстве сварных конструкций применяются последовательная сборка и сварка элементов, полная сборка всей конструкции с последующей ее сваркой и параллельно-последовательная (поузловая) сборка и сварка.
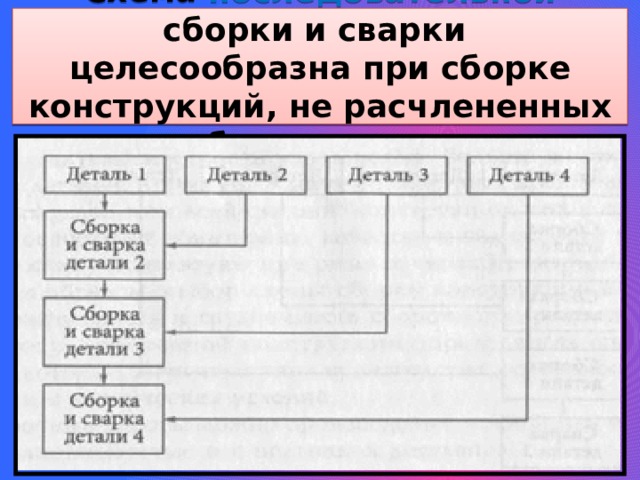
Схема последовательной сборки и сварки целесообразна при сборке конструкций, не расчлененных на сборочные узлы.
Схему полной сборки конструкции с последующей сваркой обычно используют для изготовления конструкций невысокой сложности, состоящих из небольшого числа деталей с легкодоступными для выполнения соединениями. Конструкцию сначала полностью собирают, закрепляя ее элементы струбцинами, фиксаторами, прихватками и другими приспособлениями, после чего собранную конструкцию передают на сварочный участок для выполнения сварки всех соединений.
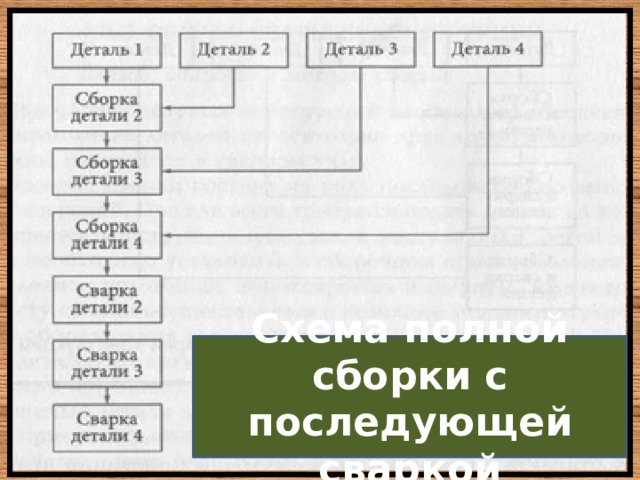
Схема полной сборки с последующей сваркой
Схему параллельно-последовательной сборки и сварки используют при изготовлении сложных конструкций, расчлененных на укрупненные сборочные единицы . Сначала на параллельных технологических линиях собирают и сваривают укрупненные сборочные единицы, из которых впоследствии собирают и сваривают конструкцию в целом .
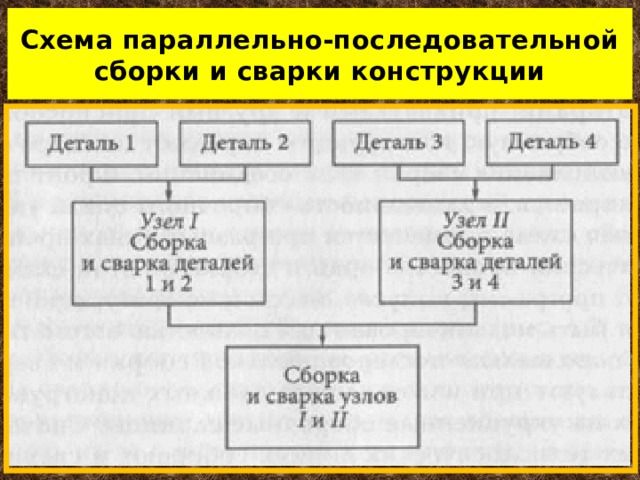
Схема параллельно-последовательной сборки и сварки конструкции
При такой схеме сборочного процесса число одновременно занятых рабочих или фронт сборочных работ значительно больше, поэтому длительность сборочного цикла в 3 — 4 раза меньше, чем при последовательной сборке.
Применение этой сборочной схемы позволяет механизировать и автоматизировать технологические операции. Повышается точность изготовления конструкции, а ее общие деформации уменьшаются, так как жесткость узлов всегда больше жесткости отдельных деталей. Кроме того, легче осуществить правку деформированных узлов, чем всей сварной конструкции, что, в свою очередь, способствует повышению качества и надежности изделий.
Выбор схемы сборки конструкции влияет на продолжительность и трудоемкость сборочного процесса. Точность собираемой конструкции определяется способами сборки, которые зависят от типа производства, особенностей конструкции и технических условий. Сборочные работы можно производить с полной или неполной взаимозаменяемостью и с подгонкой деталей.
Полная взаимозаменяемость деталей позволяет осуществлять сборку без какого-либо их подбора и подгонки при соблюдении технических требований. Необходимая точность деталей задается соответствующими допусками на их размеры. Этот способ сборки обычно применяется при серийном производстве конструкций, элементы которых подвергаются предварительной механической обработке .
Неполная взаимозаменяемость деталей размерной цепи требуется доработка одной из них в процессе выполнения сборочных операций. Этот способ сборки используется в авиационной промышленности, автомобилестроении и других отраслях. Это позволяет снизить требования к точности изготовления всех деталей, повысить точность сборки конструкции, не прибегая к большому объему трудоемких ручных подгоночных и доводочных операций.
Подгонку осуществляют путем индивидуальной доработки каждой соединяемой детали. Способ сборки с подгонкой находит применение в единичном и мелкосерийном производстве, когда нецелесообразно использовать сложную техническую оснастку для изготовления деталей с высокой точностью.
ДОМАШНЕЕ ЗАДАНИЕ
ПРОРАБОТАТЬ ИЗУЧЕННЫЙ МАТЕРИАЛ ПО КОНСПЕКТУ И С ПОМОЩЬЮ ДРУГИХ, РЕКОМЕНДОВАННЫХ ИСТОЧНИКОВ ИНФОРМАЦИИ







© 2019, Кварацхелия Георгий Владимирович 1673 196
Рекомендуем курсы ПК и ППК для учителей




Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


