

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Способы исправления дефектов"

Просмотр содержимого документа
«Презентация к уроку "Способы исправления дефектов"»

ТЕМА УРОКА
Способы исправления дефектов
ЦЕЛИ УРОКА:
- образовательная: изучение способов исправления дефектов сварных соединений;
- развивающая: применение практических навыков на практике;
- воспитательная : воспитание способности работы в коллективе.
Актуализация
опорных знаний:
- Назовите виды внутренних дефектов.
- Назовите виды внешних дефектов.
- Назовите причины возникновения трещин.
- Назовите причины образования пор и свищей.
- Назовите причины появления неровностей формы шва.
От качества сварки зависит дальнейшая эксплуатация конструкции, поэтому дефекты сварных соединений не допускаются. Возникновению дефектов способствует множество факторов (нарушение технологии работ, невысокая квалификация сварщика, применение неисправного оборудования, производство работ без надлежащей подготовки, в неблагоприятных погодных условиях и др.
Дефекты в сварном шве могут не просто ухудшить внешний вид соединения, но и снизить его эксплуатационные характеристики. Для обнаружения дефектов используют различные методы контроля качества (рассмотрим позднее). Различают допустимые и не допустимые значения дефектов сварных швов от требований к конструкции.
При допустимых нарушениях исправление дефектов сварки не производится, недопустимых (наружных или внутренних) их обязательно удаляют. Пригодность изделия к эксплуатации, определение соответствия шва нормам производится по ГОСТ 30242-97.
ЗАВАРКА ТРЕЩИН
Чтобы во время сварки трещина не увеличилась в размерах нужно сделать сквозные отверстия на расстоянии 0,5 сантиметра от концов трещины.
Далее трещину нужно разделать V или X-образно. Разделка проводится с помощью пневматического зубила или газового резака.
Разделанную трещину нужно зачистить и заварить.
При удалении дефектных мест целесообразно соблюдать определенные условия. Длина удаляемого участка должна быть равна длине дефектного места плюс 10...20 мм с каждой стороны, а ширина разделки выборки должна быть такой, чтобы ширина шва после заварки не превышала двойной ширины до заварки.
редъявляемыми к качеству конструкции.
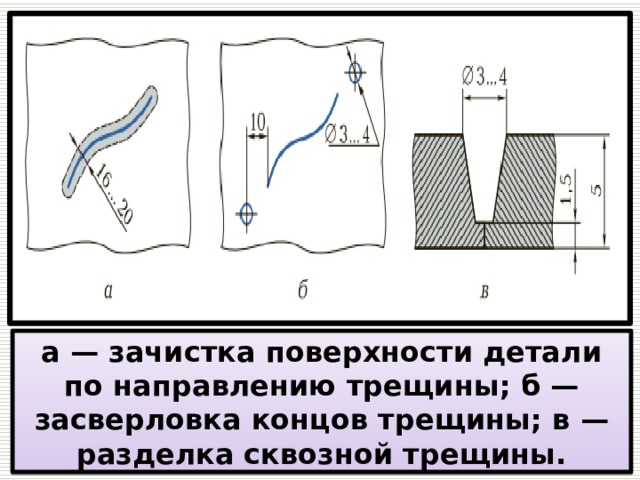
а — зачистка поверхности детали по направлению трещины; б — засверловка концов трещины; в — разделка сквозной трещины.
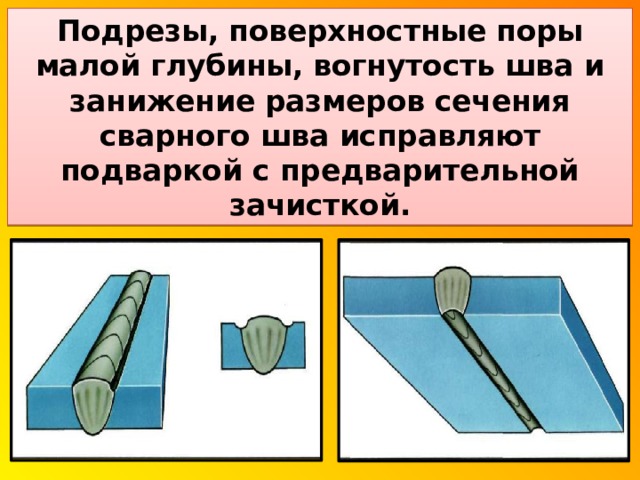
Подрезы, поверхностные поры малой глубины, вогнутость шва и занижение размеров сечения сварного шва исправляют подваркой с предварительной зачисткой.
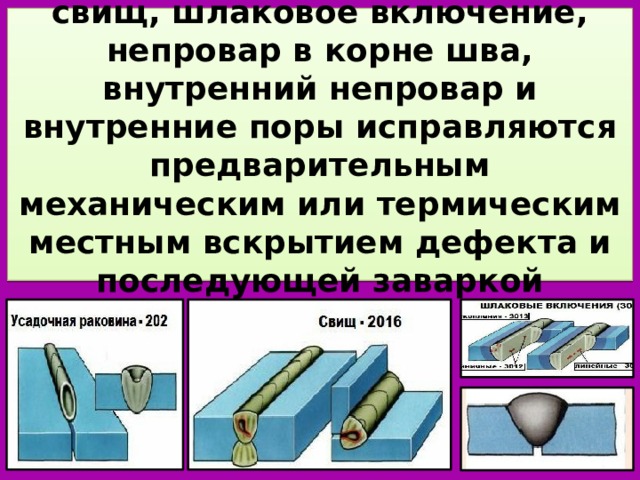
Усадочная раковина, утяжина, свищ, шлаковое включение, непровар в корне шва, внутренний непровар и внутренние поры исправляются предварительным механическим или термическим местным вскрытием дефекта и последующей заваркой дефекта.
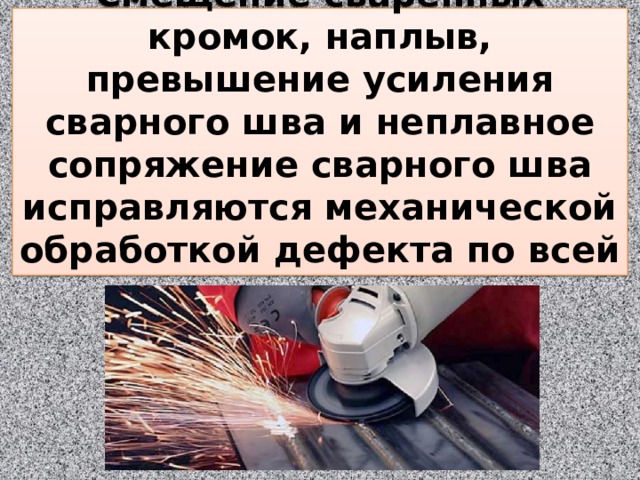
Смещение сваренных кромок, наплыв, превышение усиления сварного шва и неплавное сопряжение сварного шва исправляются механической обработкой дефекта по всей длине.
Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями, предъявляемыми к качеству изделия. Если при этом вновь будут обнаружены дефекты, то производят их повторное исправление с соблюдением необходимых требований.
Число исправлений одного и того же дефектного участка зависит от категории ответственности конструкции и, как правило, не превышает трех.
Закрепление полученных знаний:
- Опишите технологию исправления трещин.
- Как устраняют подрезы и поверхностные поры?
- Как исправляют вогнутость шва и занижение размеров сечения сварного шва?
- Как исправляют усадочные раковины, утяжины, свищи, шлаковые включения?
- Как устраняют смещение сваренных кромок, наплыв, превышение усиления сварного шва и неплавное сопряжение сварного шва?
ДОМАШНЕЕ
ЗАДАНИЕ
Проработать изученный материал с помощью конспекта и других, рекомендованных источников информации













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


