

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Виды переноса электродного металла на изделие"

Просмотр содержимого документа
«Презентация к уроку "Виды переноса электродного металла на изделие"»
ТЕМА УРОКА:
Виды переноса электродного металла на изделие
ЦЕЛИ УРОКА:
- образовательная: изучить виды переноса электродного металла на изделие; - развивающая: развитие навыков применение теоретический знаний на практике; - воспитательная: воспитать трудолюбие и ответственное отношение к работе.
Актуализация
опорных знаний
- Назовите виды дуговой сварки.
- Какие условия необходимы для зажигания дуги?
- Какая дуга называется стабильной?
- Как классифицируются сварочные дуги по роду тока?
- Назовите виды в.а.х. сварочных дуг.
В зависимости от способа дуговой сварки существуют различные виды переноса электродного металла в сварочную ванну. От этого зависит производительность сварки и её качество. Квалифицированный сварщик обязан учитывать все нюансы сварочного процесса для выполнения своей работы, в том числе и вид сварки, от которого зависит перенос электродного металла на изделие.
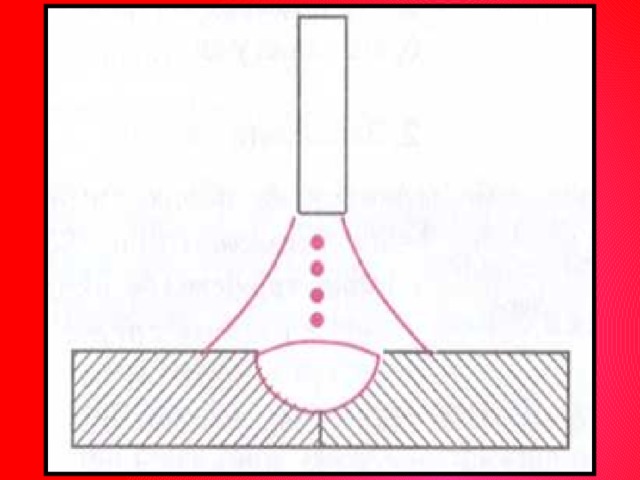
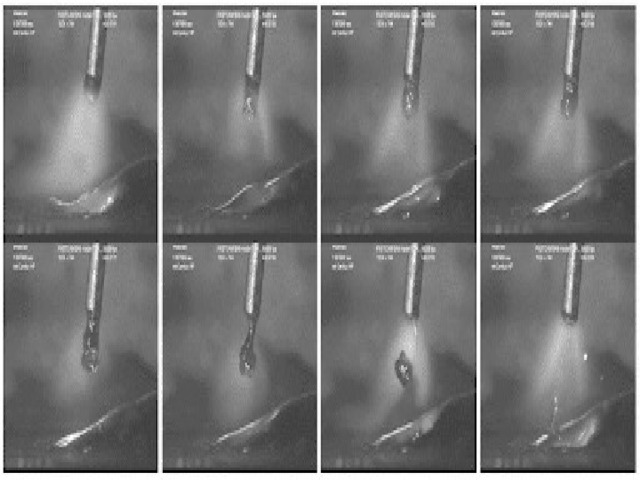
Дуга расплавляет электрод достаточно быстро, приблизительное время плавления электрода 3 мин. Расплавленный электродный металл переходит в сварочную ванну в виде отдельных капель. Количество капель зависит от диаметра электрода (Ø эл ) и силы тока (I св ).
Возможен крупнокапельный и мелкокапельный (струйный) перенос металла. В зависимости от типа переноса металла изменяется производительность труда, характер формирования шва и качество сварного соединения, поэтому сварщик должен знать условия, при которых достигается нужный перенос электродного металла.
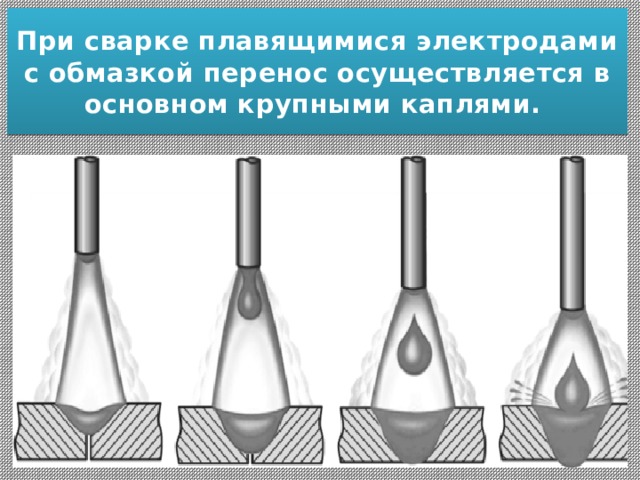
При сварке плавящимися электродами с обмазкой перенос осуществляется в основном крупными каплями.
Образование одинаковых капель с одинаковой частотой их переноса при сварке покрытыми электродами практически невозможно. Большую стабильность переноса электродного металла дает струйный перенос мелкими каплями
Уменьшение тока при сохранении длины дуги приводит к увеличению объема капли. При этом уменьшается частота переноса, что снижает количество переносимого металла в единицу времени. И наоборот, чем больше ток, тем меньше капля и больше частота переноса.
Таким образом, для увеличения производительности труда и улучшения процесса формирования шва необходимо при уменьшении тока уменьшать длину дуги.
Во время переноса на каплю металла действуют различные силы. Под действием силы тяжести Fт капля перемещается вниз.
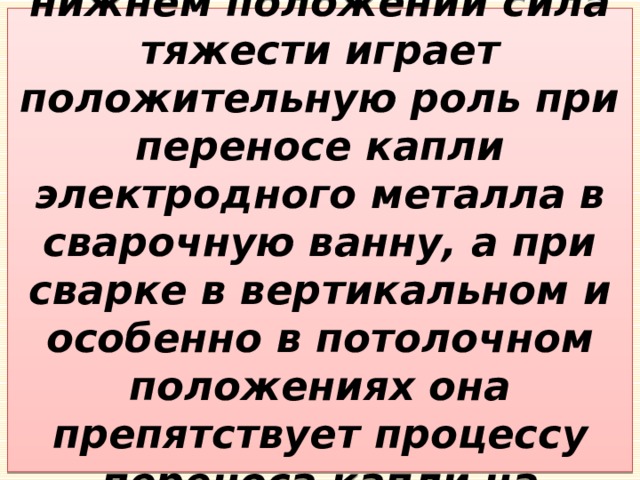
Во время сварки в нижнем положении сила тяжести играет положительную роль при переносе капли электродного металла в сварочную ванну, а при сварке в вертикальном и особенно в потолочном положениях она препятствует процессу переноса капли на металл.
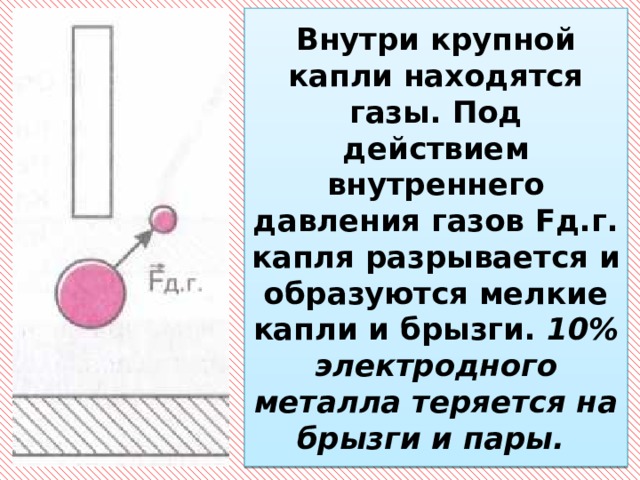
Внутри крупной капли находятся газы. Под действием внутреннего давления газов Fд.г. капля разрывается и образуются мелкие капли и брызги. 10% электродного металла теряется на брызги и пары.
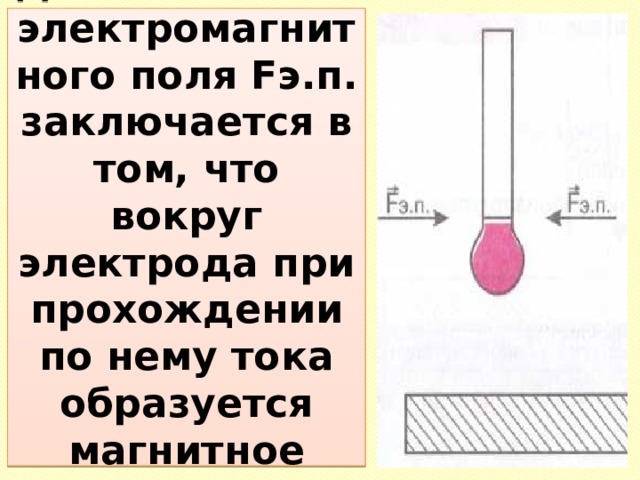
Действие силы электромагнитного поля Fэ.п. заключается в том, что вокруг электрода при прохождении по нему тока образуется магнитное поле.
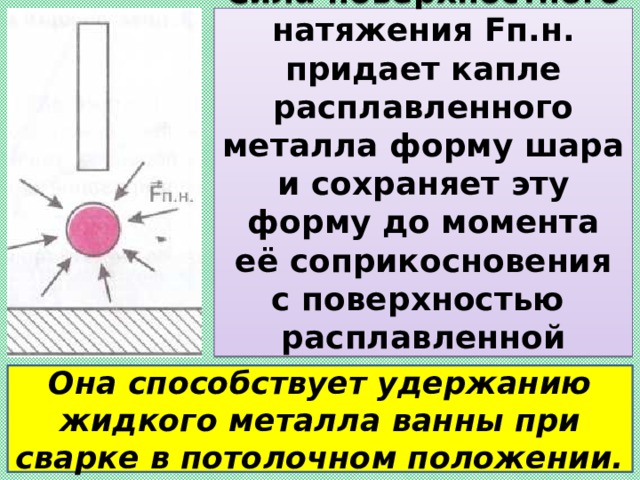
Сила поверхностного натяжения Fп.н. придает капле расплавленного металла форму шара и сохраняет эту форму до момента её соприкосновения с поверхностью расплавленной ванны.
Она способствует удержанию жидкого металла ванны при сварке в потолочном положении.
С увеличением количества расплавленного металла на конце электрода под действием магнитных сил образуется перешеек. По мере уменьшения сечения перешейка плотность тока возрастает, магнитные силы увеличиваются и усиливают свое сжимающее действие, стремясь оторвать каплю от электрода.
ЗАКРЕПЛЕНИЕ ПОЛУЧЕННЫХ ЗНАНИЙ:
- Какие типы переноса электродного металла вы знаете?
- На что влияет тип переноса электродного металла?
- Как повысить стабильность переноса, увеличить производительность труда и улучшить процесс формирования шва?
- Как называется тип переноса при ручной дуговой сварке?
- Почему при уменьшении тока необходимо уменьшать длину дуги?
ДОМАШНЕЕ ЗАДАНИЕ
Проработка изученного материала по конспекту с использованием рекомендуемых источников информации




Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

