

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Заготовительные работы"

Просмотр содержимого документа
«Презентация к уроку "Заготовительные работы"»
ТЕМА УРОКА:
ЗАГОТОВИТЕЛЬНЫЕ
РАБОТЫ
Важным этапом технологического процесса изготовления сварных конструкций является выполнение заготовительных работ, которые включают в себя раскрой (резку) полуфабриката и формообразование (посредством гибки, штамповки) деталей из полученных заготовок. При необходимости производится предварительная очистка и правка полуфабриката.
Раскрой
При осуществлении раскройных работ важным фактором снижения себестоимости деталей является рациональное использование материала. Нужно стремиться к максимальному уменьшению количества технологических отходов. Обычно раскрой выполняют по разметке или шаблонам. Для механизации этой операции применяют светокопирование.
Методы разделения полуфабриката на заготовки выбирают в соответствии с установленными требованиями и особенностями производства. При изготовлении деталей сварных конструкций используют резку на ножницах, отрезных станках и прессах, термическую резку и т.д.
Резка на ножницах
Основана на упругопластической деформации и деформации сдвига отдельных кристаллов металла под давлением ножа в плоскости скольжения.
Разрезаемый материал помещают между нижним и верхним ножами ножниц. Сначала происходит вдавливание ножей в металл на глубину, составляющую 0,2 — 0,4 его толщины, а затем материал скользит по поверхности между остриями режущих кромок.

Отрезные станки
применяют для резки труб, фасонного и сортового материала. По сравнению с ножницами эти станки позволяют резать материал большей толщины и обеспечивают качество реза. Однако трудоёмкость резки на станках значительно больше, чем при резке на ножницах.
Их используют для резки профильного проката большого сечения (труб, тавров, швеллеров и уголков), который невозможно резать на ножницах, и в случаях, когда необходимо обеспечить высокую точность резки.


Термическая резка
применяется для листового материала средней и большой толщины, труб большого диаметра. С её помощью может производиться прямолинейная и фигурная резка металла толщиной до 300мм и более.
Основные виды термической резки – кислородная и плазменно-дуговая.


Формообразование деталей
осуществляется разными способами в зависимости от конструктивных особенностей деталей и типа производства. Наиболее широко используются такие способы холодного деформирования, как гибка и листовая штамповка. Высокая производительность, низкая себестоимость и высокий коэффициент использования материала способствует широкому применению этих процессов.
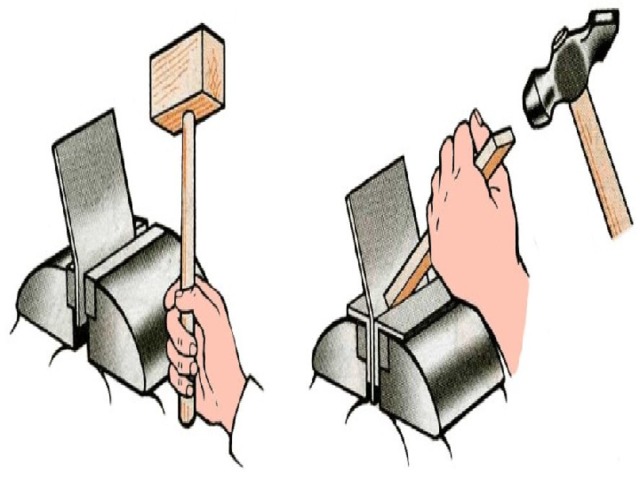
Гибка заключается в пластическом изгибе заготовки, сопровождающимся сжатием и укорачиванием внутренних слоёв металла одновременно с растяжением наружных слоёв. Применяется ручная и механизированная гибка.

К основным видам холодной листовой штамповки относятся вырубка, пробивка, вытяжка и формовка. Штамповка применяется для изготовления деталей из листового материала толщиной, преимущественно, до 10мм.


Правка
При изготовлении деталей сварных конструкций выполняют правку исходного проката (до его обработки) и заготовок (после вырезки), сто обеспечивает высокую точность и качество последующей обработки, сборки и сварки узлов.
Правку осуществляют путём пластического изгиба или растяжения материала.
Большинство способов правки основаны на пластическом изгибе материала в холодном состоянии.
Правку с нагревом применяют при очень больших деформациях материала, когда требуется значительный изгиб, который может привести к ухудшению пластических свойств металла в случае выполнения холодной правки. Температура нагрева – 900…..1150˚С. Правку выполняют ручным или механизированным способом.


ДОМАШНЕЕ
ЗАДАНИЕ
Закрепить изученный материал
с помощью конспекта и других, рекомендованных источников информации











Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя


