
Россия, Чита


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 24.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 30.04.2025 12:59

Номоконова Валентина Анатольевна
преподаватель технической механики, материаловедения
Местоположение
Специализация
Презентация по теме: "Изготовление и материалы зубчатых колес"
Категория:
Прочее
19.04.2020 06:06

Просмотр содержимого документа
«Презентация по теме: "Изготовление и материалы зубчатых колес"»

Зубчатые передачи

Изготовление зубчатых колес
Заготовки зубчатых колес получают ковкой в штампах или свободной ковкой, реже литьем в зависимости от размеров, материала, формы и масштаба выпуска. Зубья эвольвентных колес изготовляют так, чтобы каждое колесо могло входить в зацепление с колесами того же модуля, имеющими любое число зубьев.
Зубья колес получают нарезанием или накатыванием . Возможны также штамповка, протягивание и т. д. В большинстве случаев зубчатые колеса изготовляют нарезанием. Нарезание зубьев выполняют одним из двух методов: копированием или обкаткой .
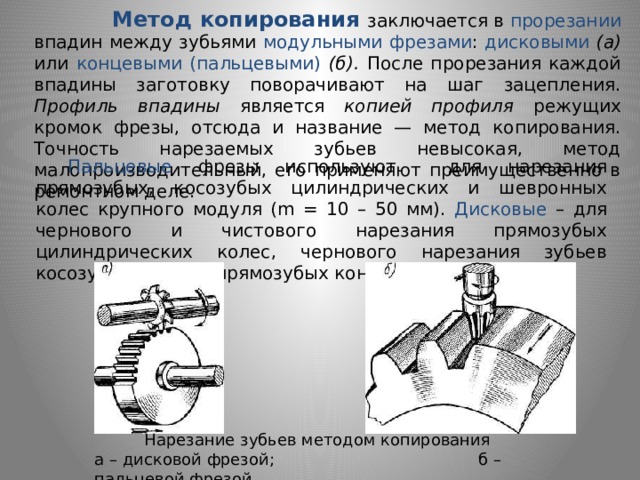
Метод копирования заключается в прорезании впадин между зубьями модульными фрезами : дисковыми (а) или концевыми (пальцевыми) (б). После прорезания каждой впадины заготовку поворачивают на шаг зацепления. Профиль впадины является копией профиля режущих кромок фрезы, отсюда и название — метод копирования. Точность нарезаемых зубьев невысокая, метод малопроизводительный, его применяют преимущественно в ремонтном деле.
Пальцевые фрезы используют для нарезания прямозубых, косозубых цилиндрических и шевронных колес крупного модуля (m = 10 – 50 мм). Дисковые – для чернового и чистового нарезания прямозубых цилиндрических колес, чернового нарезания зубьев косозубых колес и прямозубых конических колес.
Нарезание зубьев методом копирования
а – дисковой фрезой; б – пальцевой фрезой
Обычно фрезой одного модуля нарезают впадины в определенном диапазоне чисел зубьев , в результате чего зубья не всегда будут иметь точный профиль, т.к. с изменением числа зубьев меняется профиль впадины.
Поэтому метод копирования не обеспечивает высокую точность изготовления зубчатых колес из-за ограниченности рядов модульных фрез, искажения фрезы при закалке, неточности ее формы и неточности ее установки на станке и применяется в основном в единичном и мелкосерийном производстве.
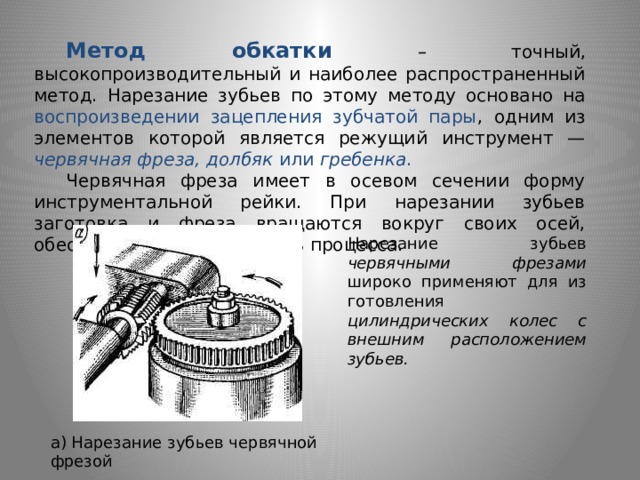
Метод обкатки – точный, высокопроизводительный и наиболее распространенный метод. Нарезание зубьев по этому методу основано на воспроизведении зацепления зубчатой пары , одним из элементов которой является режущий инструмент — червячная фреза, долбяк или гребенка .
Червячная фреза имеет в осевом сечении форму инструментальной рейки. При нарезании зубьев заготовка и фреза вращаются вокруг своих осей, обеспечивая непрерывность процесса.
Нарезание зубьев червячными фрезами широко применяют для изготовления цилиндрических колес с внешним расположением зубьев.
а) Нарезание зубьев червячной фрезой

Для нарезания колес с внутренним расположением зубьев применяют долбяки (б).
Гребенками (в) нарезают прямозубые и косозубые колеса с большим модулем зацепления.
в)
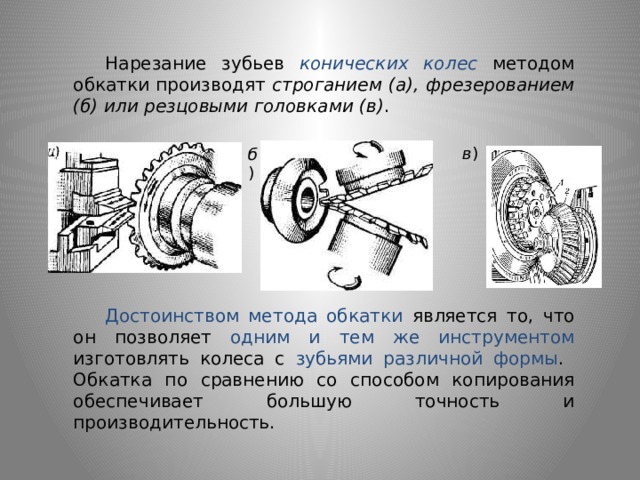
Нарезание зубьев конических колес методом обкатки производят строганием (а), фрезерованием (б) или резцовыми головками (в) .
в )
б )
Достоинством метода обкатки является то, что он позволяет одним и тем же инструментом изготовлять колеса с зубьями различной формы . Обкатка по сравнению со способом копирования обеспечивает большую точность и производительность.
Накатывание зубьев применяют в массовом производстве. Предварительное формообразование зубьев цилиндрических и конических колес производят горячим накатыванием.
Венец стальной заготовки нагревают токами высокой частоты до 1200° С, а затем обкатывают между колесами-накатниками . При этом на венце выдавливаются зубья .
Для получения колес более высокой точности производят последующую механическую обработку зубьев или холодное накатывание — калибровку. Холодное накатывание зубьев применяют при модуле до 1 мм .
Зубонакатывание — высокопроизводительный метод изготовления колес с минимальным отходом металла в стружку.
Отделка зубьев.
Для достижения высокой точности и малой шероховатости поверхности зубьев после нарезания подвергают отделке шевингованием, шлифованием, притиркой или обкаткой.
Шевингование применяют для тонкой обработки незакаленных зубьев. Выполняют инструментом — шевером , имеющим вид зубчатого колеса с узкими канавками на поверхности зубьев. Вращаясь в зацеплении с обрабатываемым колесом, шевер снимает режущими кромками канавок волосообразную стружку с зубьев колеса.
Шлифование применяют для обработки закаленных зубьев. Выполняют шлифовальными кругами способом копирования или обкатки.
Притирку используют для отделки закаленных зубьев колес. Выполняют притиром — чугунным точно изготовленным колесом с использованием притирочных абразивных паст.
Обкатку применяют для сглаживания шероховатостей на рабочих поверхностях зубьев незакаленных колес. В течение 1...2 мин зубчатое колесо обкатывают под нагрузкой с эталонным колесом высокой твердости.
Материалы зубчатых колес
Выбор материала для изготовления зубчатых колес определяется назначением передачи, условиями ее работы, габаритами колес, типом производства (единичное, серийное, массовое), технологическими соображениями . В приборостроении колеса изготавливают из сталей, пластмасс, латуни, алюминиевых сплавов. В машиностроении используют стали, реже чугуны и пластмассы.
Стали .
Основными материалами для изготовления зубчатых колес силовых передач служат термически обрабатываемые стали.
В зависимости от твердости рабочих поверхностей зубьев после термообработки зубчатые колеса можно условно разделить на две группы.
 350 НВ (Н 45 HRC) (При твердости Н 350 НВ твердость материала измеряется по шкале HRC) Материалами для колес первой группы служат углеродистые стали марок 40, 45, 50, легированные стали марок 40Х, 45Х, 40XH и др. с термообработкой нормализацией, улучшением У колес первой группы нарезание зубьев производят после окончательной термообработки . При этом получают высокую точность изготовления зубьев без применения дорогих отделочных операций. Стальные зубья с указанной твердостью хорошо прирабатываются, не подвергаются хрупкому разрушению при динамических нагрузках. Такие колеса применяют в слабо- и средненагруженных передачах, а также в передачах с большими размерами колес, термообработка которых затруднена. Изготовление колес из указанной группы сталей оправдано в единичном и мелкосерийном производстве, а также ремонтной практике. В целях выравнивания долговечности и улучшения прирабатываемости следует твердость активных поверхностей зубьев шестерни делать большей, чем у колеса на 20… 50 НВ . " width="640"
350 НВ (Н 45 HRC) (При твердости Н 350 НВ твердость материала измеряется по шкале HRC) Материалами для колес первой группы служат углеродистые стали марок 40, 45, 50, легированные стали марок 40Х, 45Х, 40XH и др. с термообработкой нормализацией, улучшением У колес первой группы нарезание зубьев производят после окончательной термообработки . При этом получают высокую точность изготовления зубьев без применения дорогих отделочных операций. Стальные зубья с указанной твердостью хорошо прирабатываются, не подвергаются хрупкому разрушению при динамических нагрузках. Такие колеса применяют в слабо- и средненагруженных передачах, а также в передачах с большими размерами колес, термообработка которых затруднена. Изготовление колес из указанной группы сталей оправдано в единичном и мелкосерийном производстве, а также ремонтной практике. В целях выравнивания долговечности и улучшения прирабатываемости следует твердость активных поверхностей зубьев шестерни делать большей, чем у колеса на 20… 50 НВ . " width="640"
Первая группа — зубчатые колеса с твердостью поверхностей зубьев
Н ≤ 350 НВ
Вторая группа — колеса с твердостью рабочих поверхностей
Н 350 НВ (Н 45 HRC)
(При твердости Н 350 НВ твердость материала измеряется по шкале HRC)
Материалами для колес первой группы служат углеродистые стали марок 40, 45, 50, легированные стали марок 40Х, 45Х, 40XH и др. с термообработкой нормализацией, улучшением
У колес первой группы нарезание зубьев производят после окончательной термообработки .
При этом получают высокую точность изготовления зубьев без применения дорогих отделочных операций. Стальные зубья с указанной твердостью хорошо прирабатываются, не подвергаются хрупкому разрушению при динамических нагрузках.
Такие колеса применяют в слабо- и средненагруженных передачах, а также в передачах с большими размерами колес, термообработка которых затруднена. Изготовление колес из указанной группы сталей оправдано в единичном и мелкосерийном производстве, а также ремонтной практике. В целях выравнивания долговечности и улучшения прирабатываемости следует твердость активных поверхностей зубьев шестерни делать большей, чем у колеса на 20… 50 НВ .
 350 НВ) нарезание зубьев производится до термообработки . Высокая твердость поверхностных слоев материала при сохранении вязкой сердцевины достигается применением поверхностного термического или химико-термического упрочнения : поверхностной закалки, цементации и нитроцементации с закалкой, азотирования . Для исправления коробления зубьев после термообработки используют дорогостоящие отделочные операции (шлифование, притирка, обкатка) на специальном оборудовании, что значительно повышает стоимость колес. В этой связи данную группу сталей целесообразно использовать в условиях крупносерийного и массового производства. Применение зубчатых колес с твердостью 350 НВ значительно повышает усталостную контактную прочность зубьев и, соответственно, нагрузочную способность передачи, что приводит к снижению габаритов передачи, возрастает износостойкость колес и сопротивление заеданию зубьев. Однако зубья с большой твердостью рабочих поверхностей плохо прирабатываются, что требует высокой точности их изготовления. Обеспечивать в этих передачах разность твердостей зубьев шестерни и колеса не требуется . " width="640"
350 НВ) нарезание зубьев производится до термообработки . Высокая твердость поверхностных слоев материала при сохранении вязкой сердцевины достигается применением поверхностного термического или химико-термического упрочнения : поверхностной закалки, цементации и нитроцементации с закалкой, азотирования . Для исправления коробления зубьев после термообработки используют дорогостоящие отделочные операции (шлифование, притирка, обкатка) на специальном оборудовании, что значительно повышает стоимость колес. В этой связи данную группу сталей целесообразно использовать в условиях крупносерийного и массового производства. Применение зубчатых колес с твердостью 350 НВ значительно повышает усталостную контактную прочность зубьев и, соответственно, нагрузочную способность передачи, что приводит к снижению габаритов передачи, возрастает износостойкость колес и сопротивление заеданию зубьев. Однако зубья с большой твердостью рабочих поверхностей плохо прирабатываются, что требует высокой точности их изготовления. Обеспечивать в этих передачах разность твердостей зубьев шестерни и колеса не требуется . " width="640"
У зубчатых колес второй группы (Н 350 НВ) нарезание зубьев производится до термообработки .
Высокая твердость поверхностных слоев материала при сохранении вязкой сердцевины достигается применением поверхностного термического или химико-термического упрочнения : поверхностной закалки, цементации и нитроцементации с закалкой, азотирования .
Для исправления коробления зубьев после термообработки используют дорогостоящие отделочные операции (шлифование, притирка, обкатка) на специальном оборудовании, что значительно повышает стоимость колес.
В этой связи данную группу сталей целесообразно использовать в условиях крупносерийного и массового производства. Применение зубчатых колес с твердостью 350 НВ значительно повышает усталостную контактную прочность зубьев и, соответственно, нагрузочную способность передачи, что приводит к снижению габаритов передачи, возрастает износостойкость колес и сопротивление заеданию зубьев.
Однако зубья с большой твердостью рабочих поверхностей плохо прирабатываются, что требует высокой точности их изготовления. Обеспечивать в этих передачах разность твердостей зубьев шестерни и колеса не требуется .
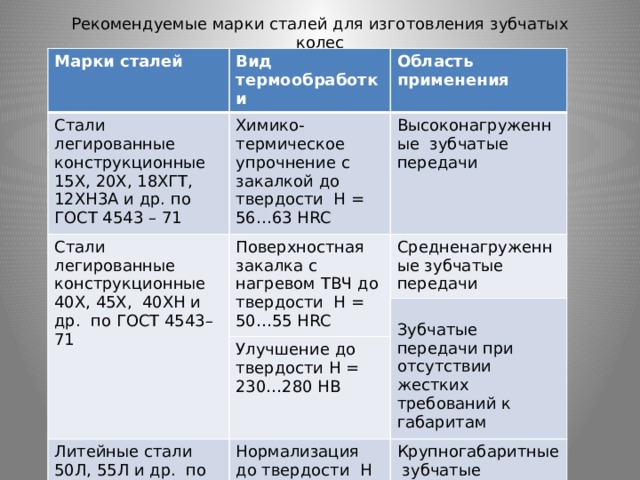
Рекомендуемые марки сталей для изготовления зубчатых колес
Марки сталей
Вид термообработки
Стали легированные конструкционные 15Х, 20Х, 18ХГТ, 12ХН3А и др. по ГОСТ 4543 – 71
Область применения
Химико-термическое упрочнение с закалкой до твердости Н = 56…63 HRC
Стали легированные конструкционные 40Х, 45Х, 40ХН и др. по ГОСТ 4543–71
Высоконагруженные зубчатые передачи
Поверхностная закалка с нагревом ТВЧ до твердости Н = 50…55 HRC
Средненагруженные зубчатые передачи
Улучшение до твердости Н = 230…280 HВ
Литейные стали 50Л, 55Л и др. по ГОСТ 977 – 88
Зубчатые передачи при отсутствии жестких требований к габаритам
Нормализация до твердости Н = 190…220 HВ
Крупногабаритные зубчатые передачи

Выбор марок сталей для зубчатых колес.
Без термической обработки механические характеристики всех сталей близки, поэтому применение легированных сталей без термообработки нерационально.
Прокаливаемость сталей различна: высоколегированных — наибольшая, углеродистых — наименьшая.
Стали с плохой прокаливаемостью при больших сечениях заготовок нельзя термически обработать до высокой твердости.
Поэтому марку стали для зубчатых колес выбирают с учетом размеров их заготовок (поковок).
Окончательно решить вопрос о пригодности заготовки можно после проведения прочностных расчетов и определения геометрических размеров зубчатой передачи .
 500 мм). Марки сталей — 35Л...55Л. Литые колеса подвергают нормализации. Чугуны применяют для изготовления крупногабаритных зубчатых колес в тихоходных (v ≤ 1 м/с) открытых передачах . Зубчатые колеса изготавливают из серого чугуна марок СЧ 20 – СЧ 35, а также высокопрочного ВЧ 35 – ВЧ 40. Такие передачи могут работать при недостаточной смазке , они хорошо сопротивляются заеданию , дешевле остальных. Основной недостаток – пониженная прочность на изгиб , поэтому габариты чугунных колес значительно больше, чем стальных. Пластмассы применяют в слабонагруженных передачах , к габаритам которых не предъявляют жестких требований, где требуется снижение шума и вибраций , самосмазываемость или обеспечение химической стойкости . Нагрузочная способность их значительно ниже, чем стальных. Наиболее распространены текстолит, полиамид, фторопласт, капролон, полиформальдегид. В высоконагруженных передачах неработоспособны. " width="640"
500 мм). Марки сталей — 35Л...55Л. Литые колеса подвергают нормализации. Чугуны применяют для изготовления крупногабаритных зубчатых колес в тихоходных (v ≤ 1 м/с) открытых передачах . Зубчатые колеса изготавливают из серого чугуна марок СЧ 20 – СЧ 35, а также высокопрочного ВЧ 35 – ВЧ 40. Такие передачи могут работать при недостаточной смазке , они хорошо сопротивляются заеданию , дешевле остальных. Основной недостаток – пониженная прочность на изгиб , поэтому габариты чугунных колес значительно больше, чем стальных. Пластмассы применяют в слабонагруженных передачах , к габаритам которых не предъявляют жестких требований, где требуется снижение шума и вибраций , самосмазываемость или обеспечение химической стойкости . Нагрузочная способность их значительно ниже, чем стальных. Наиболее распространены текстолит, полиамид, фторопласт, капролон, полиформальдегид. В высоконагруженных передачах неработоспособны. " width="640"
Стальное литье применяют при изготовлении крупных зубчатых колес (d 500 мм). Марки сталей — 35Л...55Л. Литые колеса подвергают нормализации.
Чугуны применяют для изготовления крупногабаритных зубчатых колес в тихоходных (v ≤ 1 м/с) открытых передачах . Зубчатые колеса изготавливают из серого чугуна марок СЧ 20 – СЧ 35, а также высокопрочного ВЧ 35 – ВЧ 40. Такие передачи могут работать при недостаточной смазке , они хорошо сопротивляются заеданию , дешевле остальных. Основной недостаток – пониженная прочность на изгиб , поэтому габариты чугунных колес значительно больше, чем стальных.
Пластмассы применяют в слабонагруженных передачах , к габаритам которых не предъявляют жестких требований, где требуется снижение шума и вибраций , самосмазываемость или обеспечение химической стойкости . Нагрузочная способность их значительно ниже, чем стальных. Наиболее распространены текстолит, полиамид, фторопласт, капролон, полиформальдегид. В высоконагруженных передачах неработоспособны.














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





Закрыть через 5 секунд
