
Россия, Якутск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 27.05.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 07.05.2025 04:09

Кузьмина Валентина Юрьевна
преподаватель, спецдисциплин Легкая промышленность
53 года
Местоположение
Специализация
Презентация по теме: Нормирование расхода материалов
Категория:
Прочее
07.04.2021 08:19

Просмотр содержимого документа
«Презентация по теме: Нормирование расхода материалов»

Тема: Нормирование расхода материалов
- Удельный вес стоимости материалов в себестоимости готового изделия составляет 80...90 %, поэтому для уменьшения себестоимости изделия необходимо стремиться к уменьшению потерь материалов в производстве.
- Расход материала на швейное изделие состоит из основной части и технологических потерь .
- Основная часть расхода материала — это полезная площадь, занятая в раскладке лекалами с учетом вытачек, но без площади припусков на швы надставок.
- Технологические потери (отходы) — это неизбежные потери, состоящие из межлекальных потерь, потерь по ширине ткани (срезанные кромки), потерь по длине (при настилании нескольких полотен), потерь на стыках полотен (в настилах, рассчитанных на несколько раскладок) и т.п.
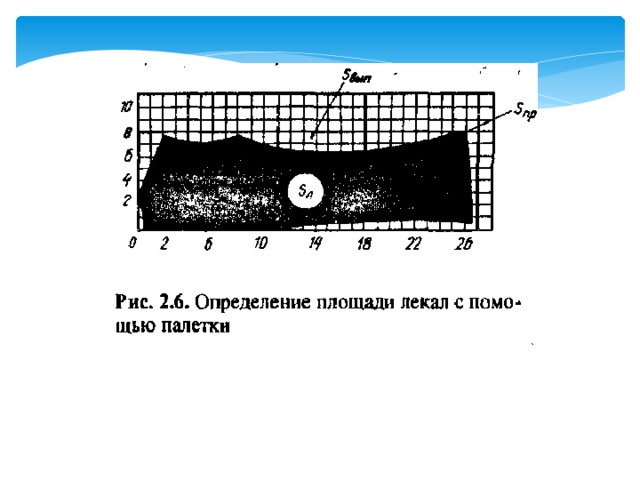
- Существует несколько способов измерения площади лекал
Рассмотрим три из них:
- геометрический,
- комбинированный,
- с помощью фотоэлектронной машины ИЛ.
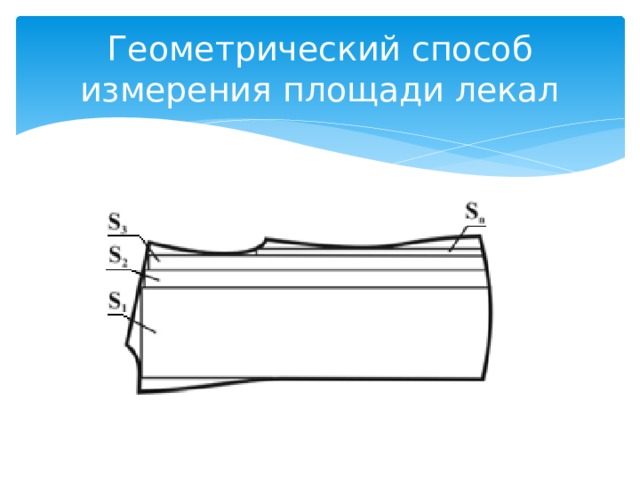
Геометрический способ измерения площади лекал
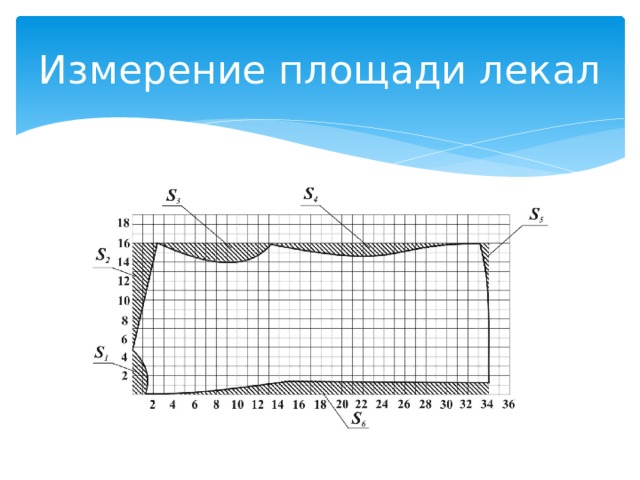
Измерение площади лекал
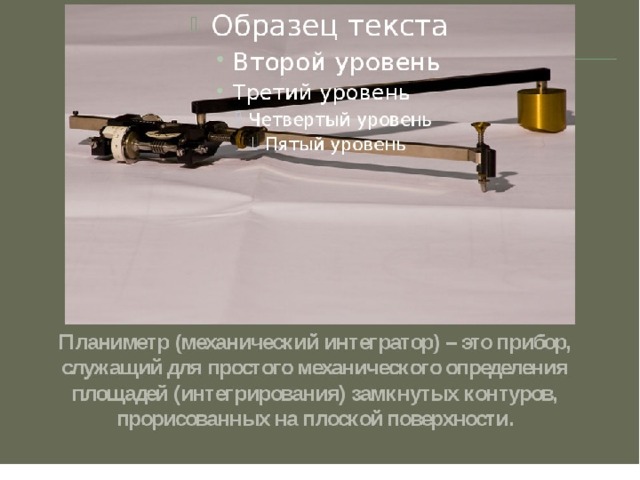

Фотоэлектронная машина ИЛ
Межлекальные потери (отходы) — это зазоры между лекалами в раскладке, составляющие примерно 80 % технологических потерь.
Для уменьшения технологических потерь прежде всего стараются уменьшить меж лекальные потери, измеряемые в процентах площади раскладки.
Уменьшение межлекальных потерь — одна из главных задач группы раскладчиков и обмеловщиков экспериментального цеха.
Основными факторами, влияющими на межлекальные потери, являются:
- форма и размеры лекал;
- ширина материала;
- вид лицевой поверхности материала;
- вид раскладки лекал.
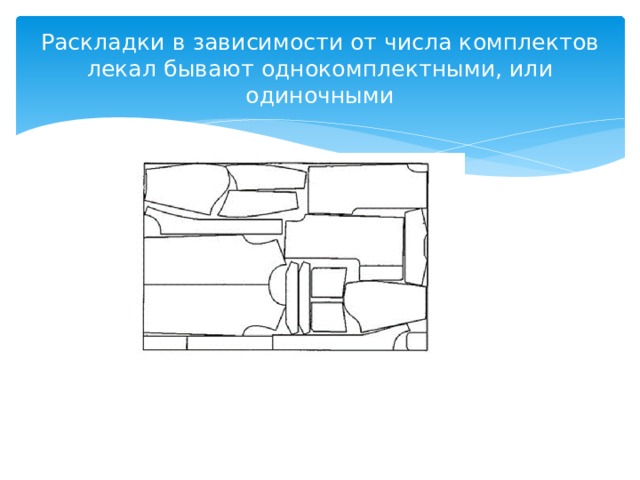
Раскладки в зависимости от числа комплектов лекал бывают однокомплектными, или одиночными

Раскладки в зависимости от числа комплектов лекал бывают многокомплектными или комбинированными
Существуют раскладки с половинным числом необходимых для Изделия деталей (лекал). Такие раскладки называют полукомплект.
- Их применяют или при настилании материала лицевой стороной к лицевой стороне, и тогда одно изделие изготовляют из деталей, вырезанных из двух полотен настила, или при раскрое единичных изделий из материала, сложенного вдвое.
- Число комплектов лекал в раскладке может быть разным. Опыт показал, что раскладка лекал деталей нескольких изделий дает лучшие показатели расхода материала, чем одного.
- В промышленном производстве для большинства изделий наиболее экономичными по расходу материала являются раскладки в два и более комплектов, а для брюк — в три и более. В раскладках могут быть детали изделий разных или одинаковых размеров и ростов.
- Рациональное число комплектов лекал изделий в многокомплектной раскладке не только обеспечивает минимальные меж лекальные потери, но и дает возможность точнее выполнить заказ торговых организаций в соответствии со шкалой размеров и ростов. Шкалы размеров и ростов представляют собой сведения о необходимом числе изделий конкретных размеров и ростов, выраженные в процентом отношении к общей величине заказа.

- В раскладке можно соединять комплекты лекал:
- одинаковых или смежных размеров и ростов;
- по возрастанию площадей лекал этих комплектов;
- на основе анализа экономичности нескольких экспериментальных раскладок.
- Соединение в раскладке комплектов лекал смежных или одинаковых размеров и ростов изделий дает возможность при прочих равных условиях использовать меньшее число раскладок. Это более удобно при исполнении небольших по количеству изделий заказов.
- Соединение в раскладке комплектов лекал на основе анализа экспериментальных раскладок позволяет получить наиболее экономичные раскладки, при этом следует использовать типовые схемы раскладки лекал и альбомы уменьшенных копий рациональных раскладок, выполненные в экспериментальном цехе. Такие раскладки чаще всего используют для раскроя изделий постоянного ассортимента (например, рабочей и ведомственной одежды).
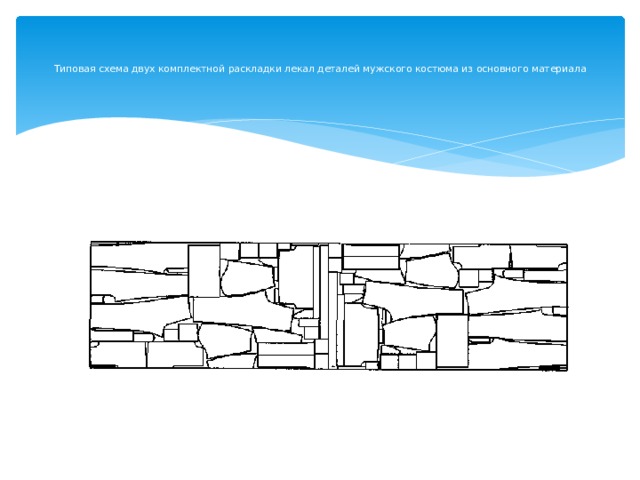
Типовая схема двух комплектной раскладки лекал деталей мужского костюма из основного материала
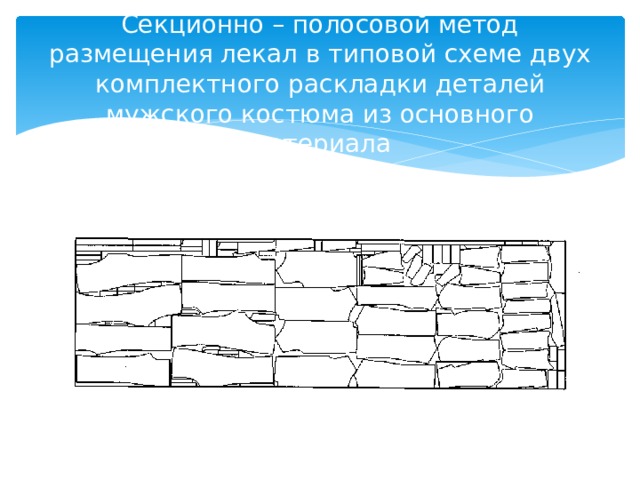
Секционно – полосовой метод размещения лекал в типовой схеме двух комплектного раскладки деталей мужского костюма из основного материала
- Типовые схемы раскладки лекал — это схемы рационального размещения комплектов лекал внутри рамки раскладки.
- Существует два основных метода получения типовых схем раскладки. При первом из них все лекала комплектов условно делятся на две группы, в первую из которых входят все крупные лекала (полочки, спинки, передняя и задняя части брюк и т.п.), во вторую — все мелкие.

- Накопленный опыт и практика работы предприятий дают возможность создать альбомы уменьшенных копий рациональных распадок. Копии, как правило, выполняют в масштабе 1: 10. Для их получения рекомендуется использовать электрографическую установку ГТКУ-3. Альбом уменьшенных копий помогает в практической работе раскладчиков в поиске наиболее экономичного варианта раскладки.
- Экономичность раскладки лекал оценивают по межлекальным потерям, сравнивая их с отраслевыми нормативными данными и показателями передовых предприятий. Экономичные раскладки дают возможность рационально расходовать материалы, поэтому при раскладке комплектов лекал также необходимо ориентироваться на нормы расходов сырья в швейной промышленности. Под нормой расхода понимают максимально допустимый расход материалов на изготовление единицы изделия установленного качества.
- Нормы расхода разработаны для изделий всех видов с учетом минимальных потерь материалов в производстве и при соблюдении установленных шкал размеров и ростов и технических условий. В производстве существует два вида норм расхода материала: индивидуальные и групповые. Индивидуальные нормы разработаны для единицы продукции, групповые — для планируемого объема одноименной продукции.
- Норму расхода материала можно получить двумя методами — выполнив экспериментальные раскладки и рассчитав нормы расхода на раскладку.
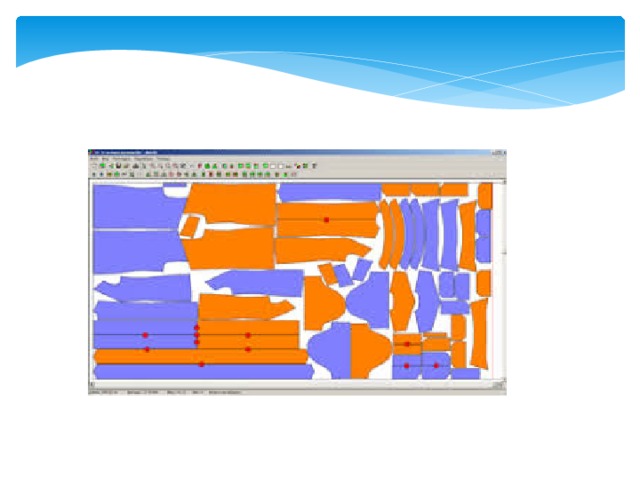
- Экспериментальные раскладки выполняют на специальных столах. На их крышках в продольном направлении нанесены цветные линии для различных ширин тканей. По длине стола с двух сторон укреплены металлические рулетки с делениями, что помогает раскладчику находить положение долевых нитей и отклонения от них на лекалах и измерять длину и ширину раскладки. Периметр раскладки образует так называемую рамку раскладки.
- Экспериментальные раскладки изготовляют для всех рекомендуемых размеров и ростов и всех ширин материала. Обычно для модели делают 5...6 раскладок на 2... 3 ширины материала одного вида. Нормы расхода устанавливают с точностью 0,5... 1 см.
- В швейном производстве материал обычно кроят настилом. Настил — несколько наложенных одно на другое на настилочном столе полотен материала, предназначенных для разрезания. Полотна выравниваются по месту отреза и по одной из кромок.
- При настилании полотен возникают потери материала в результате необходимости припусков на зажим полотен.
- Потери по длине настила составляют от 0,4...0,8 % для тканей, до 1,2 % для трикотажного полотна и 2 % для ватина. Для каждого стыка полотен дают припуск 20 мм.

Настилание тканей

Полуавтоматический настилочный комплекс

Спасибо за внимание!











Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ






Закрыть через 5 секунд
