Россия, Карасук


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 11.01.2023 14:25

Козлов Олег Александрович
Мастер производственного обучения
56 лет
Местоположение
Специализация
Презентация по учебной практики нарезание резьбы
Категория:
Прочее
16.03.2021 08:17

Просмотр содержимого документа
«Презентация по учебной практики нарезание резьбы»
Государственное автономное профессиональное образовательное учреждение Новосибирской области
«Карасукский политехнический лицей».
Нарезание резьбы.
Козлов Олег Александрович
Мастер производственного обучения
Тема урока: Нарезание резьбы.
Цели занятия:
Научить студентов:
- Читать чертеж.
- Пользоваться применяемым в процессе работы инструментом.
- Выполнять слесарные операции.
продолжить формировать навыки по выполнению сверления металла.
Развивать у учащихся умение
- анализировать,
- контролировать свои действия;
- решать проблемные ситуации и применять на практике имеющиеся знания.
Воспитывать:
- инициативу и самостоятельность;
- продолжить формирование осознанной потребности в труде;
- понимание значения мобильности профессиональных знаний;
- прививать желание рационализировать процесс;
Материальное обеспечение занятия:
- плакаты,
- технологические карты,
- образцы,
- заготовки,
- набор сверл,
- Набор метчиков для нарезания внутренней резьбы,
- Набор плашек для нарезания наружной резьбы,
- измерительный инструмент,
- дополнительные приспособления.
Методы проведения:
По источникам передачи – наглядный.
По дидактической задаче – формирование умений и навыков.
По фронтально-произвести опрос по пройденной теме.
Ход урока.
1. Организационный момент.
1.1. Отметить отсутствующих студентов и сделать запись в журнале.
1.2. Объяснение хода и последовательности проведения занятия, назначение дежурных.
1.3. Распределение по рабочим местам.
2. Повторение пройденного материала.
2.1. Какую операцию называют сверлением?
2.2. Какую операцию называют рассверливанием?
2.3. Назовите основные части спирального сверла?
2.4. Что такое зуб сверла?
2.5. Перечислите какие вы знаете сверла.
2.6. Перечислите работы выполняемые на сверлильных станках?
Ответы.
2.1. Какую операцию называют сверлением?
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента – сверла, совершающего вращательное и поступательное движения относительно своей оси.
2.2. Какую операцию называют рассверливанием?
Рассверливанием называется увеличение размера отверстия в сплошном материале.
2.3. Назовите основные части спирального сверла?
Рабочая часть и хвостовик.
2.4. Что такое зуб сверла?
Зуб – это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
2.5. Перечислите какие вы знаете сверла.
Спиральные сверла, сверла с прямыми канавками, сверла с косыми канавками, сверла с отверстиями для подвода охлаждающей жидкости к режущим кромкам,
твердосплавные монолитные сверла, сверло-зенковка, сверло-развертка, сверло-метчик, центровочные сверла, перовые сверла.
2.6. Перечислите работы выполняемые на сверлильных станках?
На сверлильных станках могут быть выполнены следующие работы:
- сверление сквозных и глухих отверстий;
- рассверливание отверстий;
- зенкерование;
- растачивание отверстий;
- зенкование для получения цилиндрических и конических углублений и фасок;
- развертывание отверстий;
- выглаживание;
- развальцовывание после развертывания деталей из дюралюминия;
- нарезание внутренней резьбы метчиком;
- цекование – подрезание торцов наружных и внутренних приливов и бобышек .
3. Вводный инструктаж.
3.1. Сообщить тему программы и тему урока.
3.2. Провести опрос учащихся по теоретическим знаниям
данной темы урока фронтально.
3.3. Рассказать о значении данной работы для освоения профессии.
3.4. Разобрать рабочие чертежи и схемы. Технические требования.
3.5. Разобрать технологическую последовательность выполнения работы.
3.6. Рассмотреть применяемые инструменты и приспособления.
3.7. Предупредить о возможных ошибках при выполнении работы, обратить внимание на приемы самоконтроля.
3.8. Рассказать о передовых способах работы при выполнении задания.
3.9. Разобрать вопросы рациональной организации рабочего места.
Новый материал.
Текущий инструктаж.
Текущий инструктаж – целевые обходы рабочих мест учащихся:
Первый обход: проверить содержание рабочих мест, их организацию.
Второй обход: обратить внимание на правильность выполнения задания.
Третий обход: проверить правильность соблюдения последовательности выполнения задания.
Четвертый обход: проверить правильность ведения самоконтроля.
Пятый обход: провести приемку и оценку выполненных работ. Выдать дополнительно задания наиболее успевающим ученикам.
Нарезание резьбы.
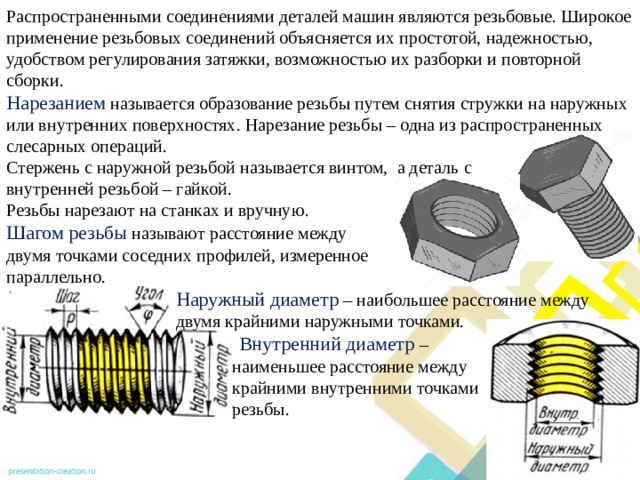
Распространенными соединениями деталей машин являются резьбовые. Широкое применение резьбовых соединений объясняется их простотой, надежностью, удобством регулирования затяжки, возможностью их разборки и повторной сборки.
Нарезанием называется образование резьбы путем снятия стружки на наружных или внутренних поверхностях. Нарезание резьбы – одна из распространенных слесарных операций.
Стержень с наружной резьбой называется винтом, а деталь с
внутренней резьбой – гайкой.
Резьбы нарезают на станках и вручную.
Шагом резьбы называют расстояние между
двумя точками соседних профилей, измеренное
параллельно.
Наружный диаметр – наибольшее расстояние между двумя крайними наружными точками.
Внутренний диаметр –
наименьшее расстояние между
крайними внутренними точками
резьбы.
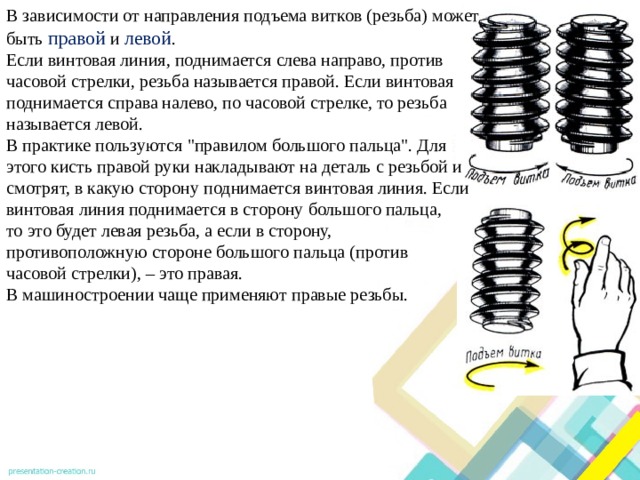
В зависимости от направления подъема витков (резьба) может
быть правой и левой .
Если винтовая линия, поднимается слева направо, против
часовой стрелки , резьба называется правой. Если винтовая
поднимается справа налево, по часовой стрелке, то резьба
называется левой.
В практике пользуются "правилом большого пальца". Для
этого кисть правой руки накладывают на деталь с резьбой и
смотрят, в какую сторону поднимается винтовая линия. Если
винтовая линия поднимается в сторону большого пальца,
то это будет левая резьба, а если в сторону,
противоположную стороне большого пальца (против
часовой стрелки), – это правая.
В машиностроении чаще применяют правые резьбы.

Профили резьб.
Чаще всего применяется цилиндрическая треугольная резьба (универсальная) , ее называют крепежной, так как нарезают на
крепежных деталях, (шпильках, болтах и гайках). Конические
треугольные резьбы дают возможность получить плотное
соединение. Такие резьбы встречаются на конических пробках.
Прямоугольная резьба имеет прямоугольный (квадратный)
профиль. Она не стандартизована, трудна в изготовлении,
непрочная и применяется редко.
Трапецеидальная ленточная резьба имеет сечение в виде
трапеции. Коэффициент трения у нее мал, она применяется для
передачи движений или больших усилий в металлорежущих
станках, домкратах, прессах. Витки имеют большое сечение у
основания, что обеспечивает ее высокую прочность и удобство
при нарезании. Основные элементы трапецеидальной резьбы стандартизованы.
Упорная резьба имеет профиль в виде неравнобокой трапеции.
Основания витков закруглены, что обеспечивает в опасном сечении
прочный профиль. Поэтому данная резьба применяется в тех
случаях, когда винт должен передавать большое одностороннее
усилие (в винтовых прессах, домкратах и т. п.).
Круглая резьба имеет профиль, образованный двумя дугами,
сопряженными с небольшими прямолинейными участками.
Применяется в соединениях, подвергающихся сильному износу,
в загрязненной среде (арматура пожарных трубопроводов,
вагонные стяжки, крюки грузоподъемных машин). Резьба не стандартизована.
Резьбы бывают однозаходные, образованные одной винтовой ниткой, и многозаходные, образованные двумя или более нитками.
Ходом резьбы называют осевое
перемещение винта за один его оборот. Для однозаходных резьб ход равен шагу, а для многозаходных – произведению шага на число заходов. У однозаходной резьбы на торце виден только один конец витка, а у многозаходных – два и больше.
Однозаходные резьбы имеют малые углы подъема винтовой линии и большее трение как следствие малый КПД. Они применяются там, где требуется надежное соединение.
У многозаходных резьб угол подъема винтовой линии большой. Такие резьбы применяют, когда необходимо быстрое перемещение по резьбе при малом трении, при этом за один оборот винта, гайка переместится на величину хода винтовой линии резьбы. Многозаходные резьбы используют в механизмах, служащих для передачи движения.
Основные типы резьб и их обозначение.
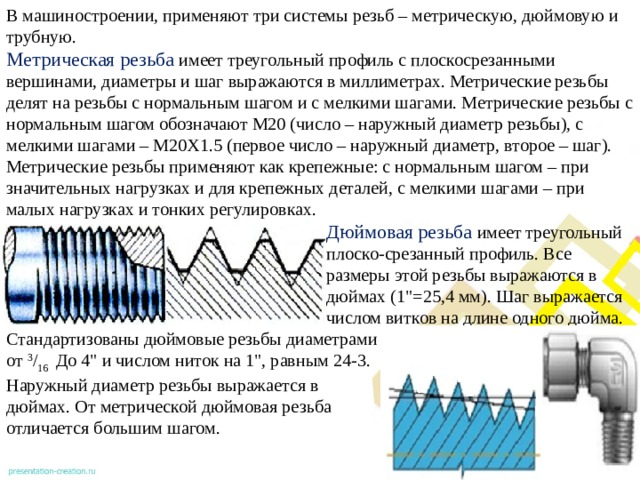
В машиностроении, применяют три системы резьб – метрическую, дюймовую и трубную.
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами, диаметры и шаг выражаются в миллиметрах. Метрические резьбы делят на резьбы с нормальным шагом и с мелкими шагами. Метрические резьбы с нормальным шагом обозначают М20 (число – наружный диаметр резьбы), с мелкими шагами – М20Х1.5 (первое число – наружный диаметр, второе – шаг).
Метрические резьбы применяют как крепежные: с нормальным шагом – при значительных нагрузках и для крепежных деталей, с мелкими шагами – при малых нагрузках и тонких регулировках.
Дюймовая резьба имеет треугольный плоско-срезанный профиль. Все размеры этой резьбы выражаются в дюймах (1"=25,4 мм). Шаг выражается числом витков на длине одного дюйма.
Стандартизованы дюймовые резьбы диаметрами
от 3 / 16 До 4" и числом ниток на 1", равным 24-3.
Наружный диаметр резьбы выражается в
дюймах. От метрической дюймовая резьба
отличается большим шагом.
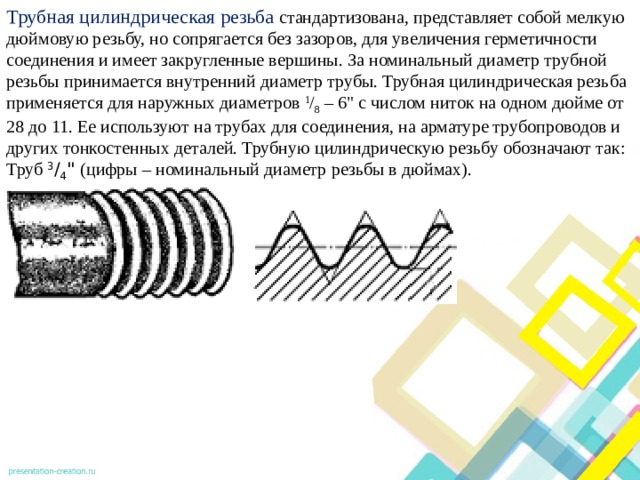
Трубная цилиндрическая резьба стандартизована, представляет собой мелкую дюймовую резьбу, но сопрягается без зазоров, для увеличения герметичности соединения и имеет закругленные вершины. За номинальный диаметр трубной резьбы принимается внутренний диаметр трубы. Трубная цилиндрическая резьба применяется для наружных диаметров 1 / 8 – 6" с числом ниток на одном дюйме от 28 до 11. Ее используют на трубах для соединения, на арматуре трубопроводов и других тонкостенных деталей. Трубную цилиндрическую резьбу обозначают так: Труб 3 / 4 " (цифры – номинальный диаметр резьбы в дюймах).
инструмент для нарезания резьбы.
Резьбы на деталях получают нарезанием на сверлильных, резьбонарезных и токарных станках, а также накатыванием – методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную.
Внутреннюю резьбу нарезают метчиками, наружную – плашками, прогонками.
Инструмент для нарезания внутренней резьбы метчики.
Метчики делят:
по назначению – на ручные, машинно-ручные и машинные;
в зависимости от профиля нарезаемой резьбы – для метрической, дюймовой и трубной резьб;
по конструкции – на цельные, сборные и специальные.
Метчик состоит из двух частей – рабочей и хвостовой.
Рабочая часть представляет собой винт с несколькими продольными прямыми или винтовыми канавками и служит для нарезания резьбы. Метчики с винтовыми канавками применяют для нарезания точных резьб. Рабочая часть метчика состоит из заборной и калибрующей частей.
Заборная (или режущая) часть делается в виде конуса; она производит основную работу – нарезание резьбы. В метчиках для вязких металлов на заборной части имеется скос 6-10 0 в направлении, обратном направлению резьбы: при правой резьбе скос левый, при левой – правый. Это улучшает отвод стружки.
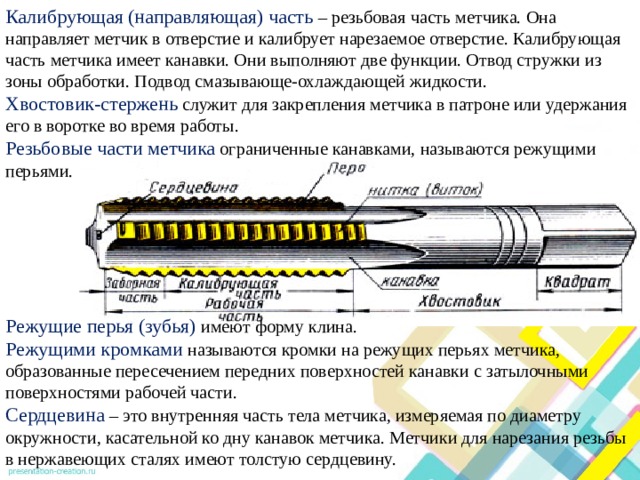
Калибрующая (направляющая) часть – резьбовая часть метчика. Она направляет метчик в отверстие и калибрует нарезаемое отверстие. Калибрующая часть метчика имеет канавки. Они выполняют две функции. Отвод стружки из зоны обработки. Подвод смазывающе-охлаждающей жидкости.
Хвостовик-стержень служит для закрепления метчика в патроне или удержания его в воротке во время работы.
Резьбовые части метчика ограниченные канавками, называются режущими перьями.
Режущие перья (зубья) имеют форму клина.
Режущими кромками называются кромки на режущих перьях метчика, образованные пересечением передних поверхностей канавки с затылочными поверхностями рабочей части.
Сердцевина – это внутренняя часть тела метчика, измеряемая по диаметру окружности, касательной ко дну канавок метчика. Метчики для нарезания резьбы в нержавеющих сталях имеют толстую сердцевину.
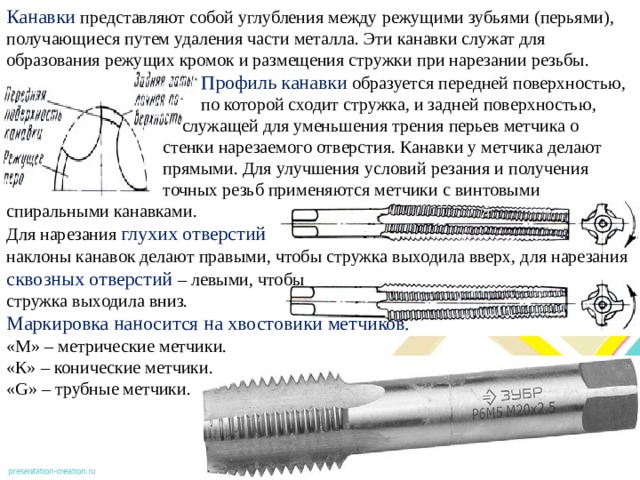
Канавки представляют собой углубления между режущими зубьями (перьями), получающиеся путем удаления части металла. Эти канавки служат для образования режущих кромок и размещения стружки при нарезании резьбы.
Профиль канавки образуется передней поверхностью, по которой сходит стружка, и задней поверхностью,
служащей для уменьшения трения перьев метчика о
стенки нарезаемого отверстия. Канавки у метчика делают прямыми. Для улучшения условий резания и получения точных резьб применяются метчики с винтовыми
спиральными канавками.
Для нарезания глухих отверстий
наклоны канавок делают правыми , чтобы стружка выходила вверх, для нарезания сквозных отверстий – левыми, чтобы
стружка выходила вниз.
Маркировка наносится на хвостовики метчиков.
«М» – метрические метчики.
«К» – конические метчики.
«G» – трубные метчики.
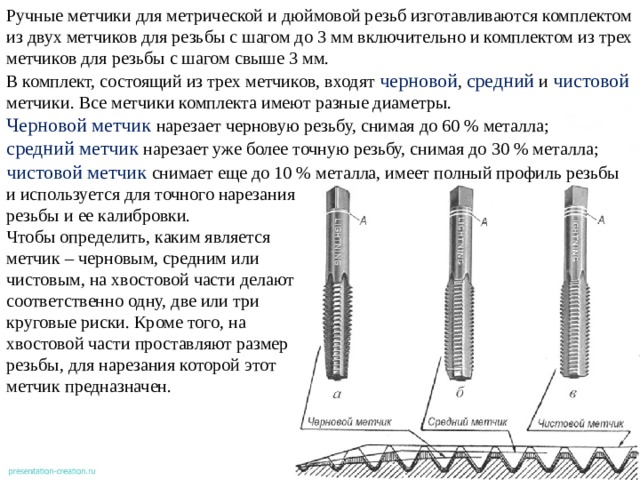
Ручные метчики для метрической и дюймовой резьб изготавливаются комплектом из двух метчиков для резьбы с шагом до 3 мм включительно и комплектом из трех метчиков для резьбы с шагом свыше 3 мм. В комплект, состоящий из трех метчиков, входят черновой , средний и чистовой метчики. Все метчики комплекта имеют разные диаметры.
Черновой метчик нарезает черновую резьбу, снимая до 60 % металла;
средний метчик нарезает уже более точную резьбу, снимая до 30 % металла; чистовой метчик снимает еще до 10 % металла, имеет полный профиль резьбы и используется для точного нарезания
резьбы и ее калибровки.
Чтобы определить, каким является
метчик – черновым, средним или
чистовым, на хвостовой части делают
соответственно одну, две или три
круговые риски. Кроме того, на
хвостовой части проставляют размер
резьбы, для нарезания которой этот
метчик предназначен.
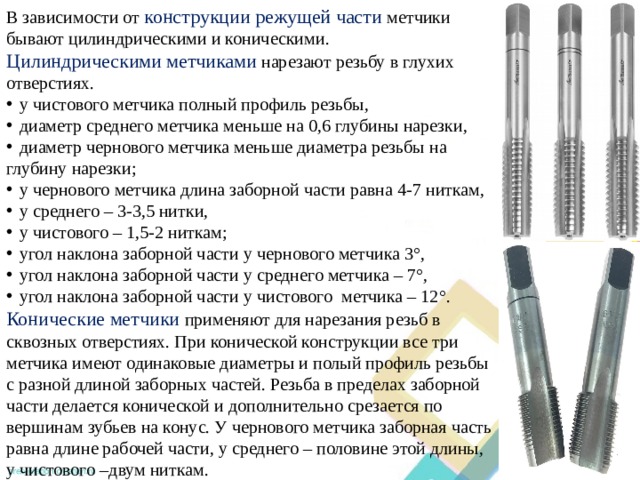
В зависимости от конструкции режущей части метчики
бывают цилиндрическими и коническими.
Цилиндрическими метчиками нарезают резьбу в глухих
отверстиях.
- у чистового метчика полный профиль резьбы,
- диаметр среднего метчика меньше на 0,6 глубины нарезки,
- диаметр чернового метчика меньше диаметра резьбы на
глубину нарезки;
- у чернового метчика длина заборной части равна 4-7 ниткам,
- у среднего – 3-3,5 нитки,
- у чистового – 1,5-2 ниткам;
- угол наклона заборной части у чернового метчика 3°,
- угол наклона заборной части у среднего метчика – 7°,
- угол наклона заборной части у чистового метчика – 12°.
Конические метчики применяют для нарезания резьб в
сквозных отверстиях. При конической конструкции все три
метчика имеют одинаковые диаметры и полый профиль резьбы
с разной длиной заборных частей. Резьба в пределах заборной
части делается конической и дополнительно срезается по
вершинам зубьев на конус. У чернового метчика заборная часть
равна длине рабочей части, у среднего – половине этой длины,
у чистового –двум ниткам.
Метчики выпускают со шлифованным и нешлифованным профилем зубьев . Шлифованные создают резьбу более точную и с более чистой поверхностью.
По точности нарезаемой резьбы метчики делят на четыре группы – С, D, Е и Н . Метчики группы С – самые точные.
Метчики групп Е и Н – менее точные с нешлифованным профилем зубьев.
Метчики групп С и D – со шлифованным профилем зубьев, ими нарезают высококлассные резьбы.
Метчики групп Е и Н предназначены для резьб 9-го квалитета.
Машинно-ручные метчики применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб в сквозных и глухих отверстиях. Метчики этого типа изготавливают двух видов – одинарные для сквозных и глухих отверстий и комплектные (черновой и чистовой).
Машинные метчики применяют для
нарезания на станках резьб в сквозных и
глухих отверстиях. Они бывают цилиндрическими и коническими . У машинных и
машинно-ручных метчиков на хвостовике
делают кольцевые канавки для зажима в
быстросменных патронах. Главное
отличие от ручных метчиков заключается в
геометрии, которая обеспечивает более высокую скорость работы.
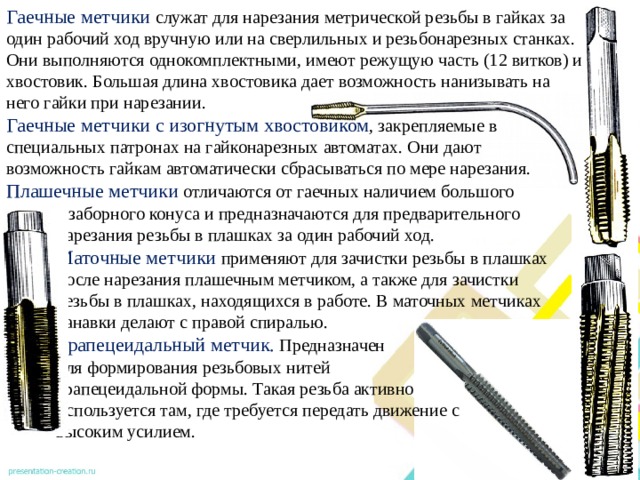
Гаечные метчики служат для нарезания метрической резьбы в гайках за
один рабочий ход вручную или на сверлильных и резьбонарезных станках.
Они выполняются однокомплектными, имеют режущую часть (12 витков) и хвостовик. Большая длина хвостовика дает возможность нанизывать на
него гайки при нарезании.
Гаечные метчики с изогнутым хвостовиком , закрепляемые в
специальных патронах на гайконарезных автоматах. Они дают
возможность гайкам автоматически сбрасываться по мере нарезания.
Плашечные метчики отличаются от гаечных наличием большого
заборного конуса и предназначаются для предварительного
нарезания резьбы в плашках за один рабочий ход.
Маточные метчики применяют для зачистки резьбы в плашках
после нарезания плашечным метчиком, а также для зачистки
резьбы в плашках, находящихся в работе. В маточных метчиках
канавки делают с правой спиралью.
Трапецеидальный метчик. Предназначен
для формирования резьбовых нитей
трапецеидальной формы. Такая резьба активно
используется там, где требуется передать движение с
высоким усилием.
Специальные метчики это – бесканавочные и комбинированные метчики, метчики с винтовыми канавками, ступенчатые, колокольные, шахматные, метчик-протяжка, метчик-раскатник.
Бесканавочные метчики применяют для нарезания сквозных резьб Ø 10-12 мм. Длина заборной части метчика такая же, как и у обычных машинных. Длина канавки на 3-5 ниток больше длины заборной части. Бесканавочные метчики гораздо прочнее обычных. Благодаря длинной резьбовой части метчик можно перетачивать несколько раз. Высокая производительность при нарезании резьбы является главным достоинством бесканавочных метчиков. Для нарезания резьбы в глухих отверстиях эти метчики непригодны.
Метчики с винтовыми канавками предназначены
для скоростной обработки тупиковых отверстий.
Комбинированные метчики состоят из двух частей,
разделенных шейкой. Первая часть служит для
предварительного, а вторая – для окончательного
(чистового) нарезания резьбы.
Метчик-сверло позволяет совместить сверление и
нарезание резьбы. Его применяют при нарезании
сквозных отверстий. Применяют также метчик-
развертку, зенкер-развертку-метчик и др. Замена нескольких инструментов одним позволяет значительно сократить вспомогательное время, затрачиваемое на смену инструмента.
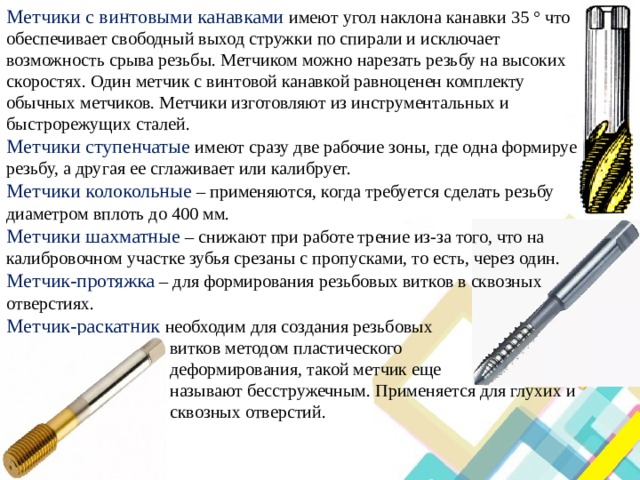
Метчики с винтовыми канавками имеют угол наклона канавки 35 ° что обеспечивает свободный выход стружки по спирали и исключает
возможность срыва резьбы. Метчиком можно нарезать резьбу на высоких скоростях. Один метчик с винтовой канавкой равноценен комплекту
обычных метчиков. Метчики изготовляют из инструментальных и быстрорежущих сталей.
Метчики ступенчатые имеют сразу две рабочие зоны, где одна формирует
резьбу, а другая ее сглаживает или калибрует.
Метчики колокольные – применяются, когда требуется сделать резьбу
диаметром вплоть до 400 мм.
Метчики шахматные – снижают при работе трение из-за того, что на калибровочном участке зубья срезаны с пропусками, то есть, через один.
Метчик-протяжка – для формирования резьбовых витков в сквозных отверстиях.
Метчик-раскатник необходим для создания резьбовых
витков методом пластического
деформирования, такой метчик еще
называют бесстружечным. Применяется для глухих и сквозных отверстий.
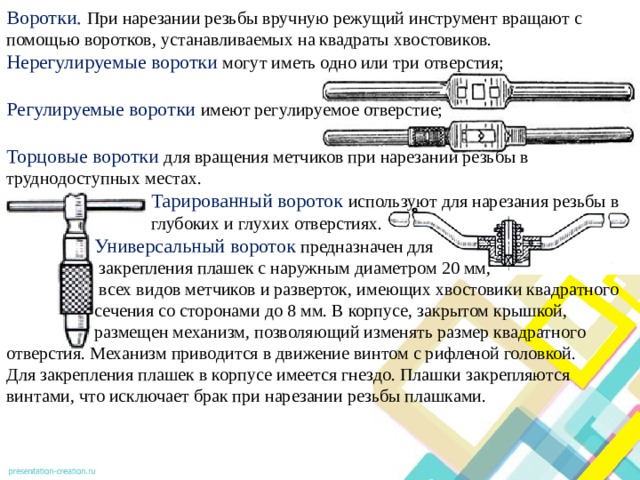
Воротки. При нарезании резьбы вручную режущий инструмент вращают с помощью воротков, устанавливаемых на квадраты хвостовиков.
Нерегулируемые воротки могут иметь одно или три отверстия;
Регулируемые воротки имеют регулируемое отверстие;
Торцовые воротки для вращения метчиков при нарезании резьбы в труднодоступных местах.
Тарированный вороток используют для нарезания резьбы в глубоких и глухих отверстиях.
Универсальный вороток предназначен для
закрепления плашек с наружным диаметром 20 мм,
всех видов метчиков и разверток, имеющих хвостовики квадратного сечения со сторонами до 8 мм. В корпусе, закрытом крышкой, размещен механизм, позволяющий изменять размер квадратного
отверстия. Механизм приводится в движение винтом с рифленой головкой.
Для закрепления плашек в корпусе имеется гнездо. Плашки закрепляются винтами, что исключает брак при нарезании резьбы плашками.
Нарезание внутренней резьбы.
- Подбор сверл для сверления отверстий под резьбу.
При нарезании резьбы материал ’’выдавливается”, поэтому диаметр сверла должен быть больше, чем диаметр резьбы. Изменение величины отверстия при нарезании резьбы у твердых и хрупких металлов меньше, чем у мягких и вязких. Если просверлить отверстие диаметром, соответствующие внутреннему диаметру резьбы, то материал, будет давить на зубья метчика, они нагреваются и к ним прилипают частицы металла. Резьба может получиться с рваными нитками, возможна поломка метчика. При сверлении отверстия большого диаметра резьба получится неполной. Диаметр сверла для сверления отверстий под метрическую и трубную резьбы определяют по справочным таблицам.
- Приемы нарезания резьбы.
После подготовки отверстия под резьбу и выбора воротка заготовку
закрепляют в тисках вставляют вертикально метчик по угольнику.
Прижимая левой рукой вороток к метчику, правой поворачивают его
вправо до тех пор, пока метчик не врежется на несколько ниток в металл
и не займет устойчивое положение, после чего
вороток берут за рукоятку двумя
руками и вращают с перехватом рук
через каждые пол-оборота. Для облегчения работы
выполняют один-два оборота вправо и пол-оборота влево. Благодаря такому возвратно-вращательному движению метчика стружка ломается, а процесс резания облегчается.
Закончив нарезание, вращением воротка в обратную сторону вывертывают метчик из отверстия и прогоняют его насквозь.
- Правила нарезания резьбы метчиком:
- при нарезании резьбы в глубоких отверстиях, в меди, алюминии, бронзе и др. метчик необходимо периодически вывертывать и очищать канавки от стружки;
- нарезать резьбу следует полным набором метчиков;
- нарезание резьбы средним метчиком без прохода черновым затрудняет работу резьба может получиться недоброкачественной, а метчик может сломаться;
- глухое отверстие под резьбу делают на глубину, несколько большую, чем длина нарезаемой части, если такого запаса не будет, резьба получится неполной;
- в процессе нарезания необходимо тщательно следить за тем, чтобы не было перекоса метчика;
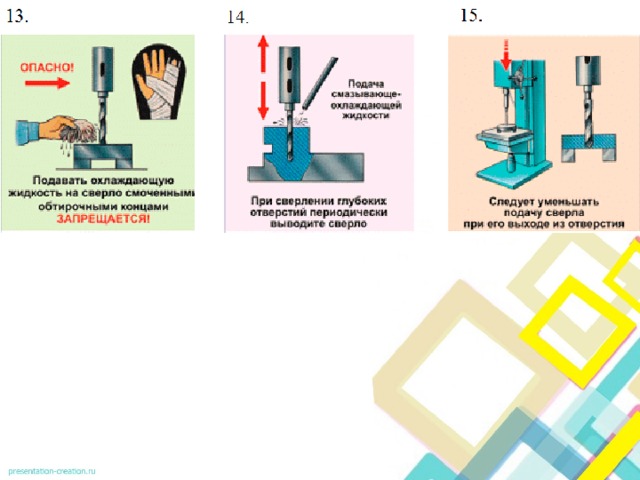
- Смазывание резьбонарезного инструмента.
На качество резьбы и стойкость инструмента влияет правильный выбор смазочно-охлаждающей жидкости. При нарезании резьб в деталях из алюминия стружка налипает на метчик и возникают задиры; при нарезании резьбы в нержавеющих, жаропрочных и высоколегированных сталях метчик быстро затупляется.
Смазка, предложенная Петровым, дает возможность получения высококачественной резьбы с наименьшими затратами. Она состоит из: олеиновой кислоты, стеариновой кислоты, серы тонкого помола.
Нарезание
наружной резьбы.
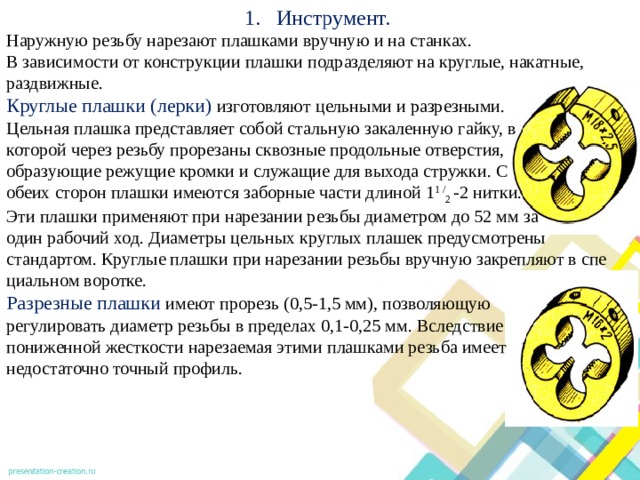
- Инструмент.
Наружную резьбу нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные.
Круглые плашки (лерки) изготовляют цельными и разрезными.
Цельная плашка представляет собой стальную закаленную гайку, в
которой через резьбу прорезаны сквозные продольные отверстия,
образующие режущие кромки и служащие для выхода стружки. С
обеих сторон плашки имеются заборные части длиной 1 1 / 2 -2 нитки.
Эти плашки применяют при нарезании резьбы диаметром до 52 мм за
один рабочий ход. Диаметры цельных круглых плашек предусмотрены стандартом. Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Разрезные плашки имеют прорезь (0,5-1,5 мм), позволяющую
регулировать диаметр резьбы в пределах 0,1-0,25 мм. Вследствие
пониженной жесткости нарезаемая этими плашками резьба имеет
недостаточно точный профиль.
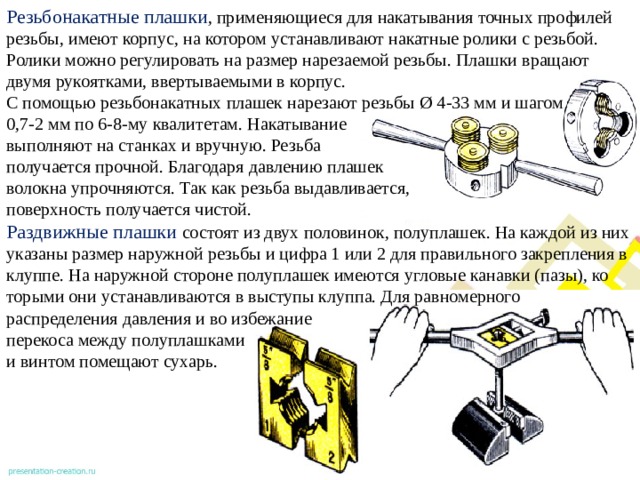
Резьбонакатные плашки , применяющиеся для накатывания точных профилей резьбы, имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус.
С помощью резьбонакатных плашек нарезают резьбы Ø 4-33 мм и шагом
0,7-2 мм по 6-8-му квалитетам. Накатывание
выполняют на станках и вручную. Резьба
получается прочной. Благодаря давлению плашек
волокна упрочняются. Так как резьба выдавливается,
поверхность получается чистой.
Раздвижные плашки состоят из двух половинок, полуплашек. На каждой из них указаны размер наружной резьбы и цифра 1 или 2 для правильного закрепления в клуппе. На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа. Для равномерного распределения давления и во избежание
перекоса между полуплашками
и винтом помещают сухарь.
- Процесс нарезания резьбы.
При нарезании резьбы плашкой металл изделия, ’’тянется”, диаметр стержня увеличивается. Усиливается давление на поверхность плашки, что приводит к нагреву и прилипанию частиц металла, резьба получается рваной. Хорошее качество резьбы можно получить, если диаметр стержня меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет меньше, то резьба получится неполной; если диаметр стержня будет больше, то плашка или не сможет быть навинчена, или во время нарезания зубья плашки могут сломаться.
При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы его конец, выступающий над уровнем губок, был на 20-25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня снимают фаску. Затем на стержень накладывают закрепленную в клупп
плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась на одну-две нитки. Нарезаемую часть стержня смазывают маслом и вращают
клупп с равномерным давлением на обе рукоятки как при
нарезании метчиком. Для предупреждения брака и
поломки зубьев плашки необходимо следить за
перпендикулярным положением – плашки по
отношению к стержню. Нарезанную внутреннюю резьбу
проверяют калибрами-пробками, а наружную – резьбовыми
микрометрами или резьбовыми калибрами-кольцами.
- Нарезание резьбы клуппами.
- Устанавливают в клупп плашки и раздвигают их на размер, больший, чем диаметр нарезаемой заготовки.
- Зажимают заготовку в тисках в вертикальном положении и запиливают на торце фаску.
- Надевают клупп на стержень заготовки и плотно сдвигают плашки винтом.
- Клупп с плашками, смазанными смешанным или осерненным маслом, поворачивают на 1 – 1 1 / 2 оборота по часовой стрелке, затем на 1 / 4 – 1 / 2 оборота обратно.
- Нарезав резьбу, клупп вращают в обратную сторону.
- Поджимают плашку винтом и проходят резьбу вторично.
- Проверяя резьбу калибром или гайкой, повторяют до получения резьбы нужного размера.
- По окончании работы плашки вынимают из клуппа, очищают от стружки, тщательно протирают и смазывают маслом.
Нарезание
Резьбы на трубах.
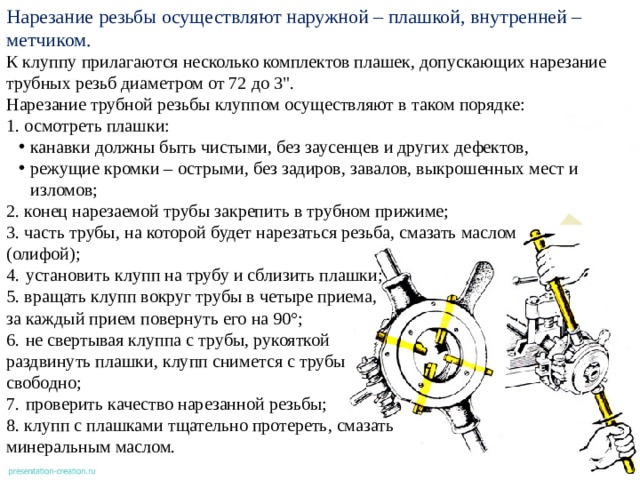
Нарезание резьбы осуществляют наружной – плашкой, внутренней – метчиком.
К клуппу прилагаются несколько комплектов плашек, допускающих нарезание трубных резьб диаметром от 72 до 3".
Нарезание трубной резьбы клуппом осуществляют в таком порядке:
- осмотреть плашки:
- канавки должны быть чистыми, без заусенцев и других дефектов,
- режущие кромки – острыми, без задиров, завалов, выкрошенных мест и изломов;
- конец нарезаемой трубы закрепить в трубном прижиме;
- часть трубы, на которой будет нарезаться резьба, смазать маслом
(олифой);
- установить клупп на трубу и сблизить плашки;
- вращать клупп вокруг трубы в четыре приема,
за каждый прием повернуть его на 90°;
- не свертывая клуппа с трубы, рукояткой
раздвинуть плашки, клупп снимется с трубы
свободно;
- проверить качество нарезанной резьбы;
- клупп с плашками тщательно протереть, смазать
минеральным маслом.
Механизация
Нарезания Резьбы.
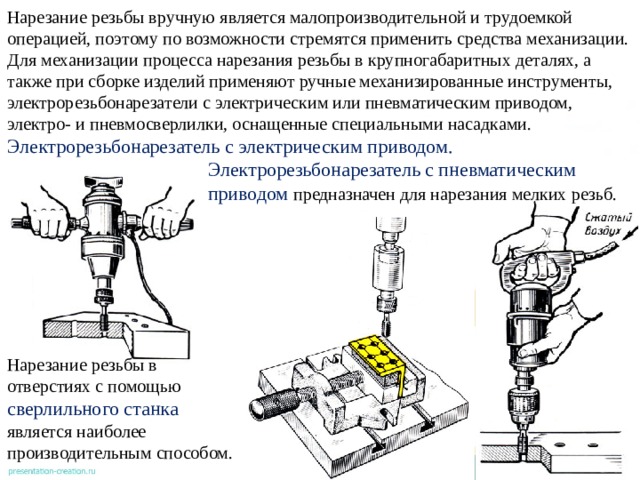
Нарезание резьбы вручную является малопроизводительной и трудоемкой операцией, поэтому по возможности стремятся применить средства механизации.
Для механизации процесса нарезания резьбы в крупногабаритных деталях, а также при сборке изделий применяют ручные механизированные инструменты, электрорезьбонарезатели с электрическим или пневматическим приводом, электро- и пневмосверлилки, оснащенные специальными насадками.
Электрорезьбонарезатель с электрическим приводом.
Электрорезьбонарезатель с пневматическим приводом предназначен для нарезания мелких резьб.
Нарезание резьбы в
отверстиях с помощью
сверлильного станка
является наиболее
производительным способом.

Способы удаления сломанных метчиков.
При поломке метчик удаляют из отверстия несколькими способами.
- если из отверстия торчит обломок метчика, то выступающую часть захватывают плоскогубцами или ручными тисочками и вывертывают обломок из отверстия;
- при отсутствии выступающей части в канавки метчика продевают концы согнутой вдвое проволоки и выворачивают метчик;
- метчик разламывают на мелкие куски закаленным пробойником и куски извлекают из отверстия;
- если сломан метчик из быстрорежущей стали, деталь с обломком метчика нагревают в муфельной или нефтяной печи и дают остыть вместе с печью, отожженный этим способом метчик высверливают;
- если сломан метчик из углеродистой стали, деталь вместе с застрявшим обломком нагревают докрасна, затем медленно охлаждают и после высверливают застрявшую часть метчика;

- если деталь большая и ее нагрев связан с трудностями, применяют способы:
- с помощью специальной оправки, имеющей на торце три выступа;
- с помощью специального зенкера;
- путем приварки электродом планки на
обломок метчика;
- с помощью ключа, надеваемого на
квадратный конец специальной оправки, приваренной к
поломанному метчику;
- путем травления метчика, сломанного в детали из
алюминиевого сплава;

Техника безопасности при Нарезании Резьбы.
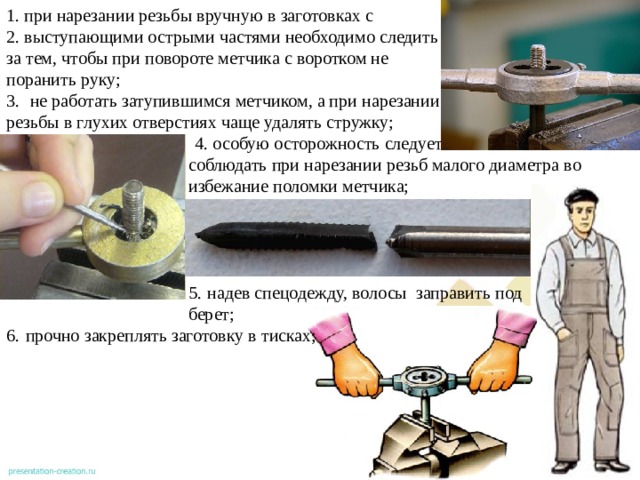
- при нарезании резьбы вручную в заготовках с
- выступающими острыми частями необходимо следить
за тем, чтобы при повороте метчика с воротком не
поранить руку;
- не работать затупившимся метчиком, а при нарезании
резьбы в глухих отверстиях чаще удалять стружку;
- особую осторожность следует
соблюдать при нарезании резьб малого диаметра во избежание поломки метчика;
- надев спецодежду, волосы заправить под
берет;
- прочно закреплять заготовку в тисках;
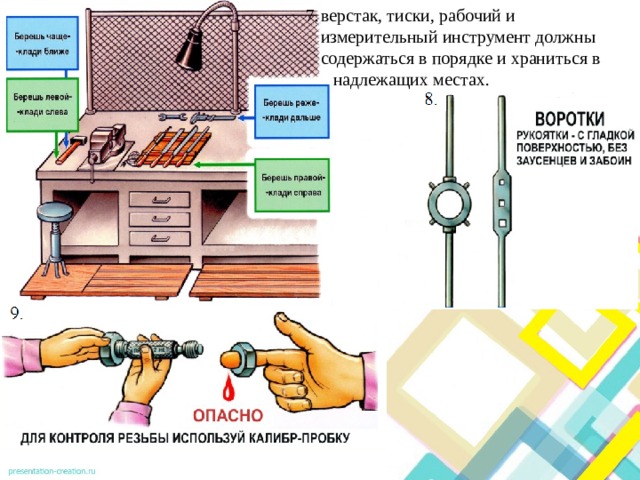
- верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в
надлежащих местах.
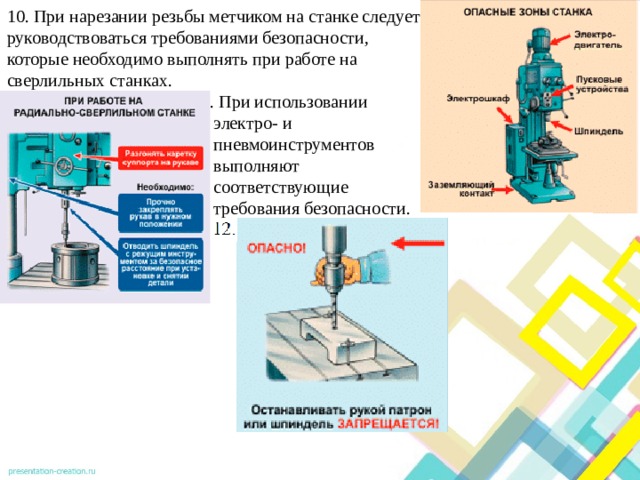
- При нарезании резьбы метчиком на станке следует
руководствоваться требованиями безопасности,
которые необходимо выполнять при работе на
сверлильных станках.
- При использовании
электро- и
пневмоинструментов
выполняют
соответствующие
требования безопасности.
Используемая литература.
Н. И. Макиенко «Слесарное дело» стр. 209-235.













Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


