Казахстан, С.Чаглинка


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 16.01.2024 17:16

Понамарев Валерий Николаевич
Мастер производственого обучения по сварочному делу
61 год
Местоположение
Специализация
Презентация: Сварочное дело, виды швов
Категория:
Прочее
15.01.2024 22:10

Просмотр содержимого документа
«Презентация: Сварочное дело, виды швов»
Сварные соединения и швы
Подготовил: Понамарев Валерий Николаевич
Мастер производственного обучения по сварочному делу
ГККП «Высший агротехнический колледж» село Чаглинка, Зерендинский район, Акмолинская область

- Сварной
- шов
ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ

СТРОЕНИЕ СВАРНОГО соединения
- 1 – основной металл
- 2 – зона термического влияния (ЗТВ)
- 3 – сварной шов
- 4 – зона сплавления
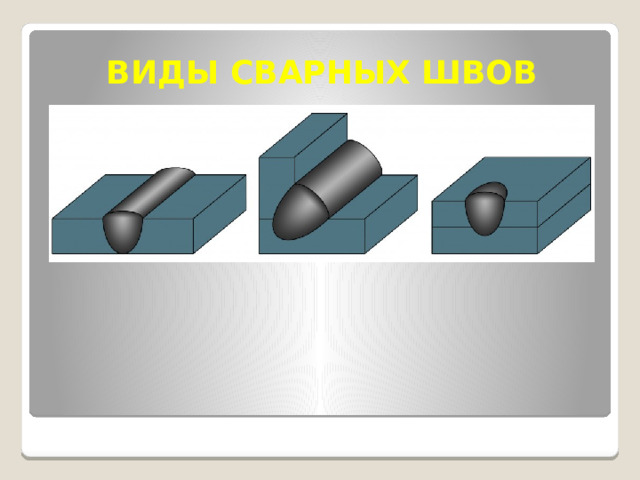
ВИДЫ СВАРНЫХ ШВОВ
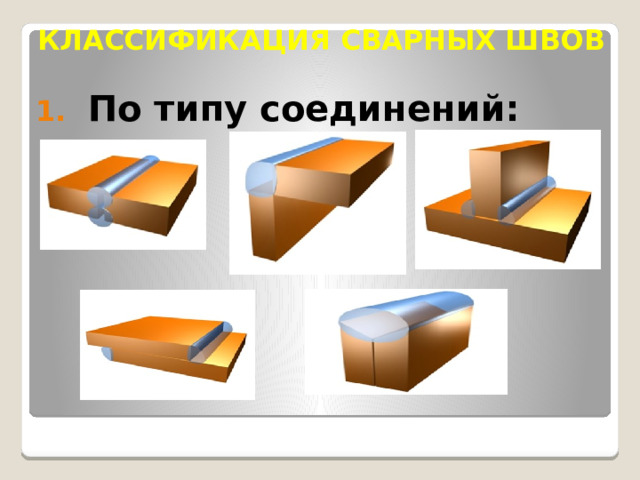
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
- По типу соединений:

- СВАРНЫЕ СОЕДИНЕНИЯ
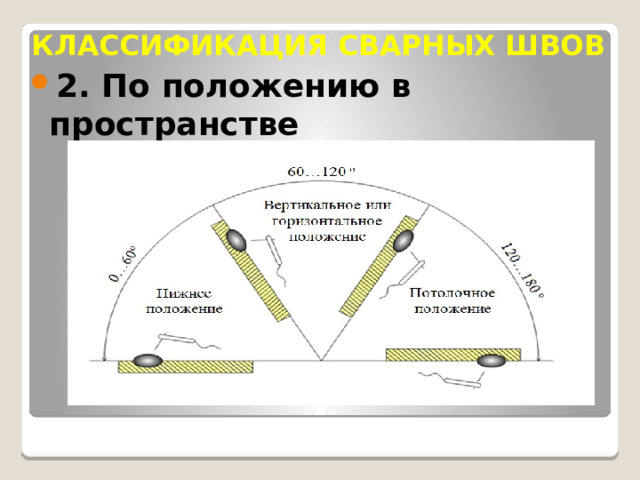
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
- 2. По положению в пространстве


КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
- 3. По протяженности
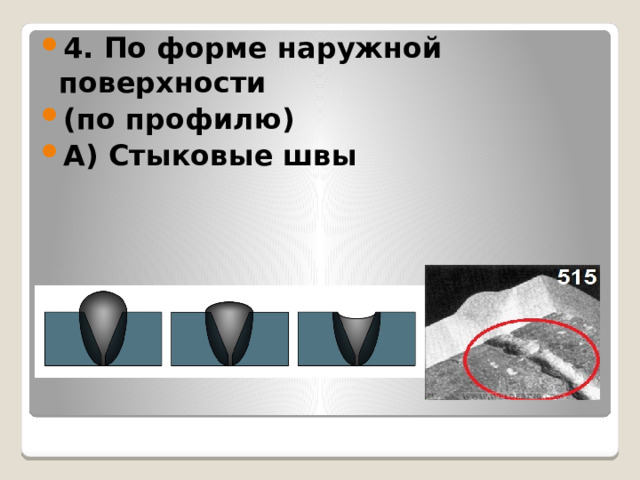
- 4. По форме наружной поверхности
- (по профилю)
- А) Стыковые швы
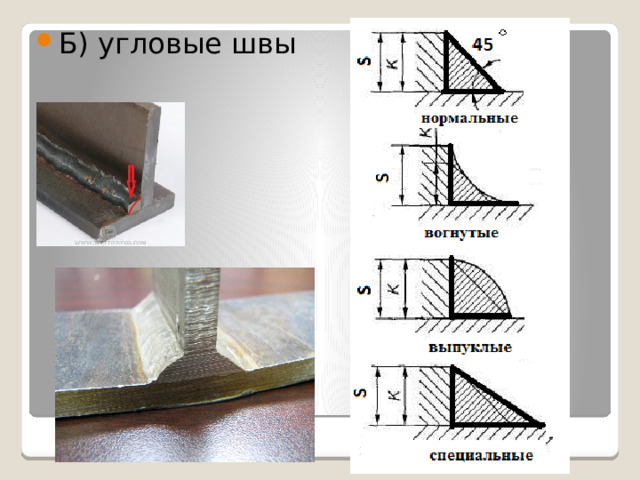
- Б) угловые швы
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
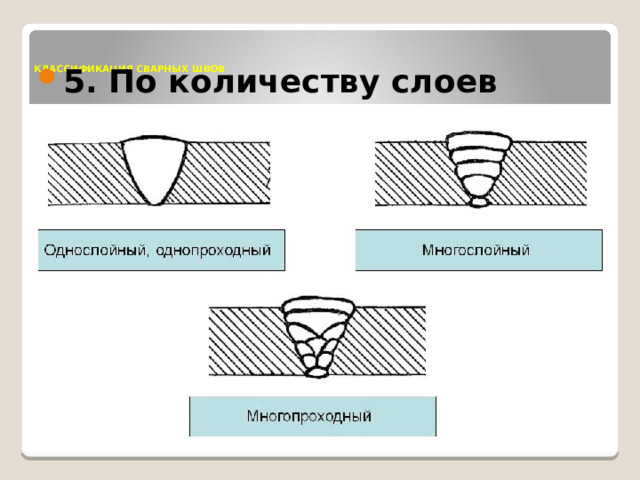
- 5. По количеству слоев

- Проход – однократное перемещение источника тепла в одном направлении при сварке или наплавке.
- Валиком называется часть металла сварного шва, которая была наплавлена за один проход.
- Слой сварного шва – металл шва, состоящий из одного, двух или нескольких валиков, которые размещены на одном уровне поперечного сечения шва.
- Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности.
- Подварочный шов – меньшая часть двустороннего шва, выполняемая заранее для предотвращения прожогов при дальнейшей сварке основного шва или укладываемая в последнюю очередь в корень шва.
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
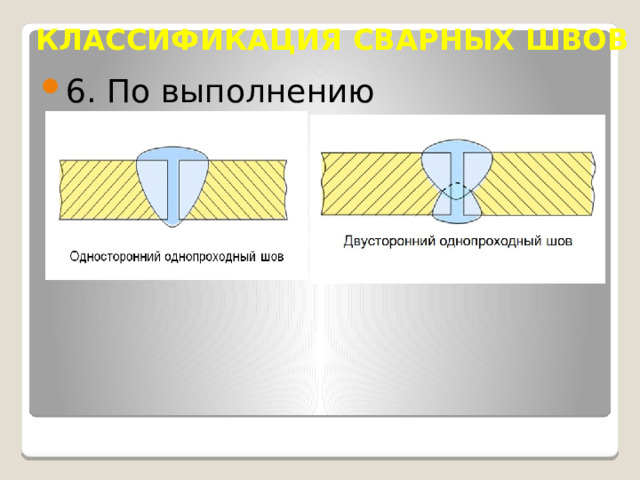
- 6. По выполнению


КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
- 7. По направлению действующего усилия
- 8. По назначению сварные швы делятся на:
- Прочные - обеспечивают передачу нагрузки с одного элемента на другой.
- Плотные - обеспечивают герметичность соединения (непроницаемость для жидкостей и газов).
- Прочно-плотные - обеспечивают передачу нагрузки и герметичность соединения ( непроницаемость для жидкостей и газов).
- 9. В зависимости от условий работы сварного изделия швы делятся на:
- Рабочие - предназначены для работы под нагрузкой
- Связующие используются только для соединения частей сварного изделия и рабочих нагрузок не передают.

- 10. По конфигурации сварного шва:
- Кольцевые
- Прямолинейные
- Кольцевые спиральные
- Криволинейные
- Продольные

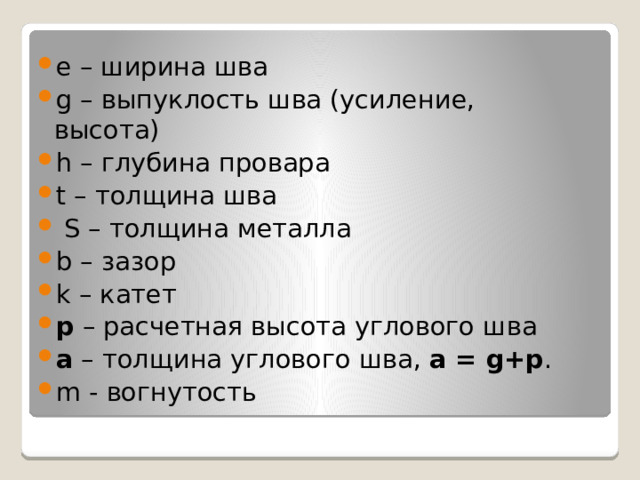
- е – ширина шва
- g – выпуклость шва (усиление, высота)
- h – глубина провара
- t – толщина шва
- S – толщина металла
- b – зазор
- k – катет
- p – расчетная высота углового шва
- a – толщина углового шва, a = g+p .
- m - вогнутость
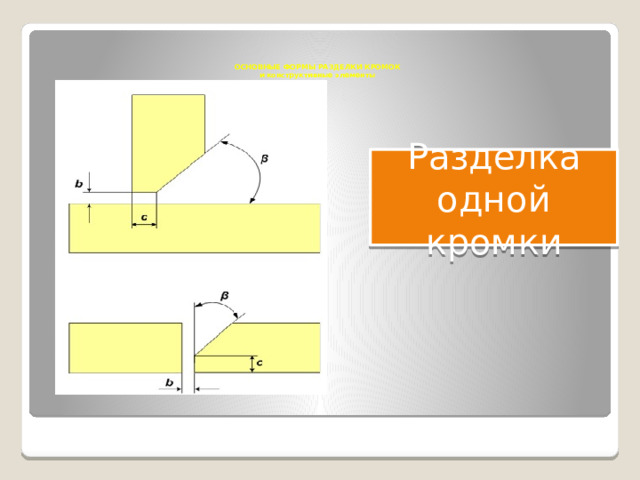
ОСНОВНЫЕ ФОРМЫ РАЗДЕЛКИ КРОМОК и конструктивные элементы
Разделка одной кромки
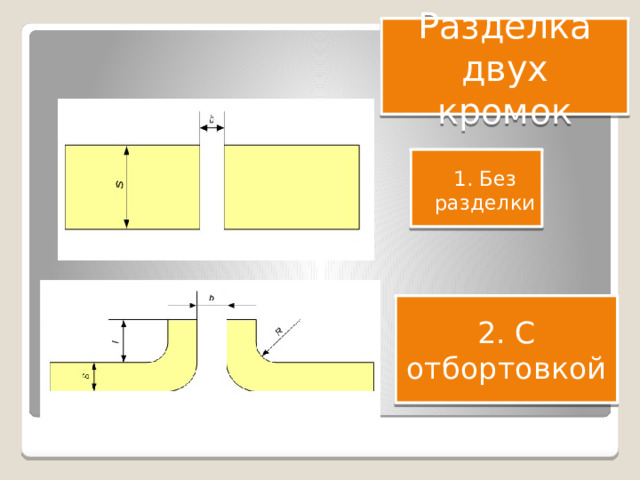
Разделка двух кромок
- 1. Без разделки
2. С отбортовкой
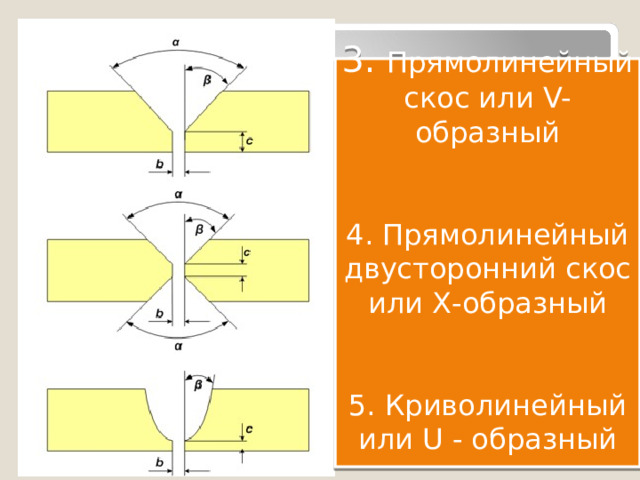
3. Прямолинейный скос или V-образный
4. Прямолинейный двусторонний скос или Х-образный
5. Криволинейный или U - образный

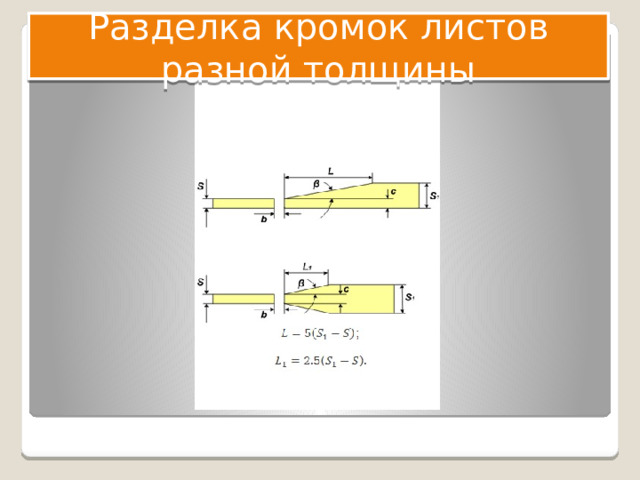
Разделка кромок листов разной толщины
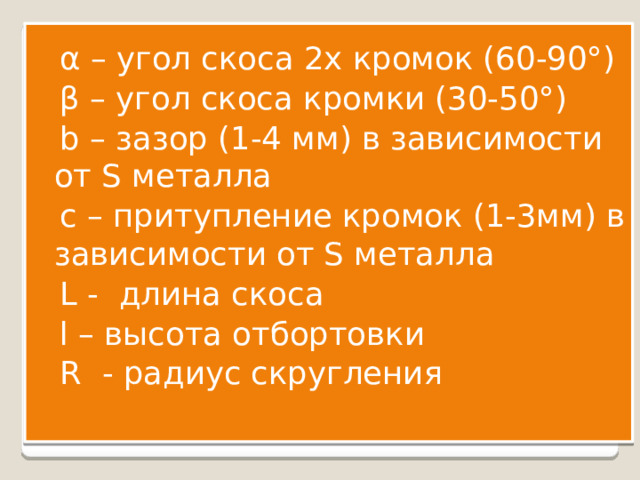
- α – угол скоса 2х кромок (60-90°)
- β – угол скоса кромки (30-50°)
- b – зазор (1-4 мм) в зависимости от S металла
- с – притупление кромок (1-3мм) в зависимости от S металла
- L - длина скоса
- l – высота отбортовки
- R - радиус скругления
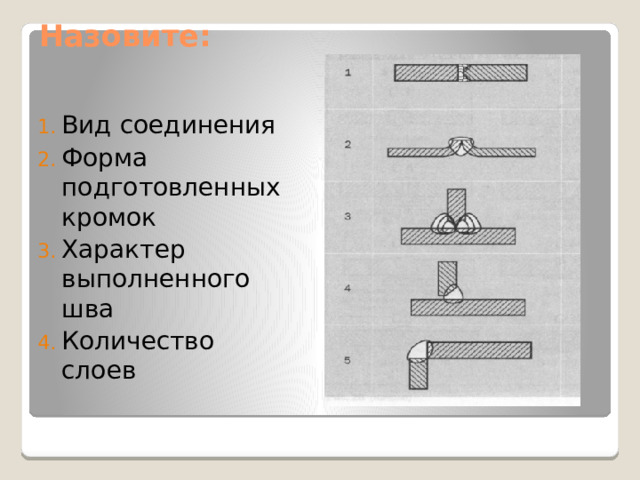
Назовите:
- Вид соединения
- Форма подготовленных кромок
- Характер выполненного шва
- Количество слоев


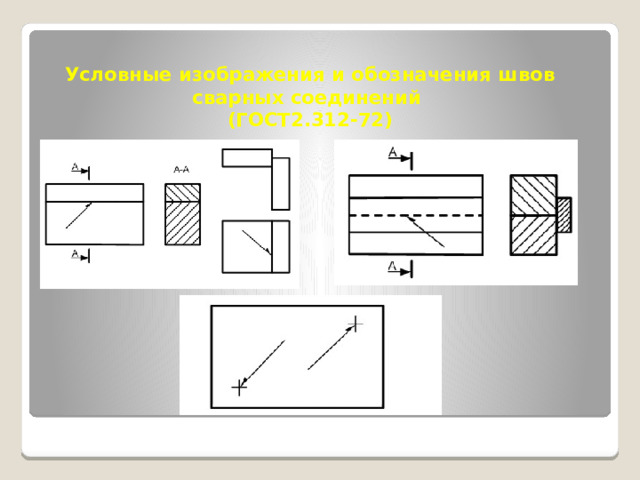
Условные изображения и обозначения швов сварных соединений (ГОСТ2.312-72)


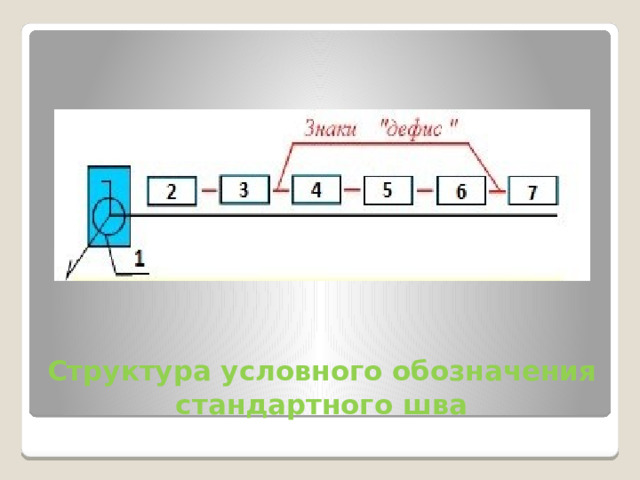
Структура условного обозначения стандартного шва
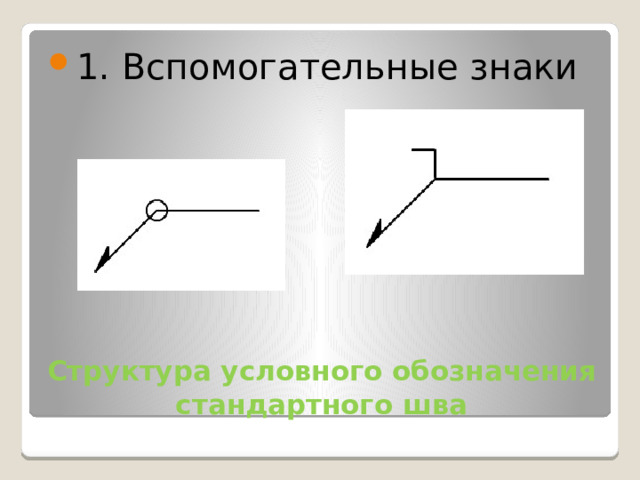
- 1. Вспомогательные знаки
Структура условного обозначения стандартного шва
Структура условного обозначения стандартного шва
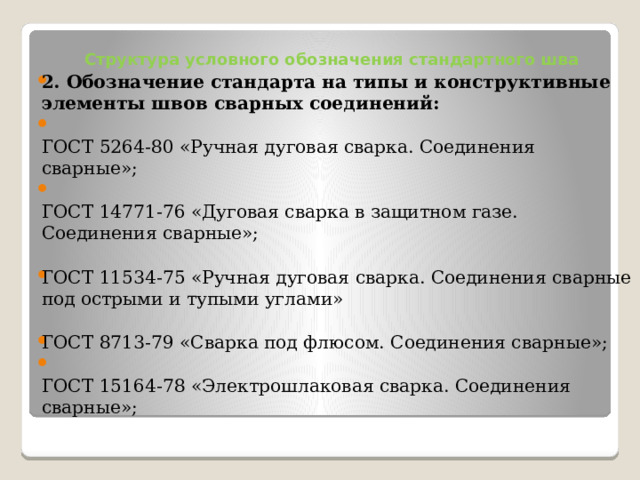
- 2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»;
- ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»;
- ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами»
- ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»;
- ГОСТ 15164-78 «Электрошлаковая сварка. Соединения сварные»;
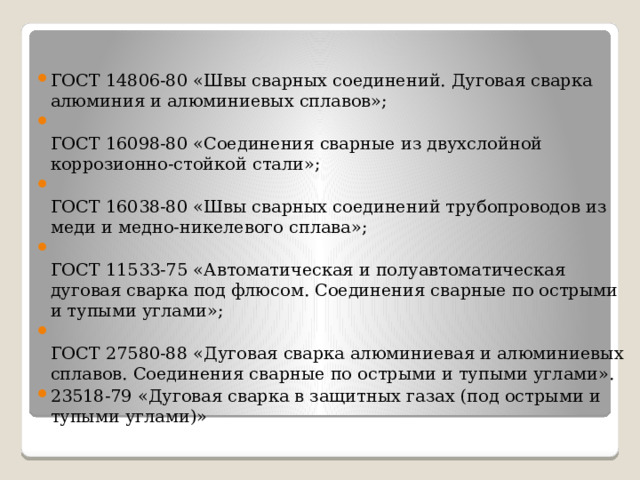
- ГОСТ 14806-80 «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов»;
- ГОСТ 16098-80 «Соединения сварные из двухслойной коррозионно-стойкой стали»;
- ГОСТ 16038-80 «Швы сварных соединений трубопроводов из меди и медно-никелевого сплава»;
- ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные по острыми и тупыми углами»;
- ГОСТ 27580-88 «Дуговая сварка алюминиевая и алюминиевых сплавов. Соединения сварные по острыми и тупыми углами».
- 23518-79 «Дуговая сварка в защитных газах (под острыми и тупыми углами)»
Структура условного обозначения стандартного шва
- 3. Буквенно-цифровое обозначение шва:
- С – стыковое; У – угловое; Т – тавровое; Н – нахлесточное.
- Например: С1, Т4, У3
Структура условного обозначения стандартного шва
- 4. Условное обозначение способа сварки:
- Ручная дуговая сварка – не обозначается ЭЛ – электронно-лучевая сварка; Ф – дуговая сварка под слоем флюса; ПЛ – плазменная и микроплазменная сварка; УП – сварка в активном газе плавящимся электродом; И – сварка в инертных газах; ИП – сварка в инертном газе плавящимся электродом; ИН – сварка в инертном газе неплавящимся электродом;
- РИнп – ручная дуговая сварка в инертном газе неплавящимся электродом с присадкой Г – газовая сварка; Ш – электрошлаковая сварка.
- Кт – контактная точечная сварка
- Кр – контактная рельефная сварка
Структура условного обозначения стандартного шва
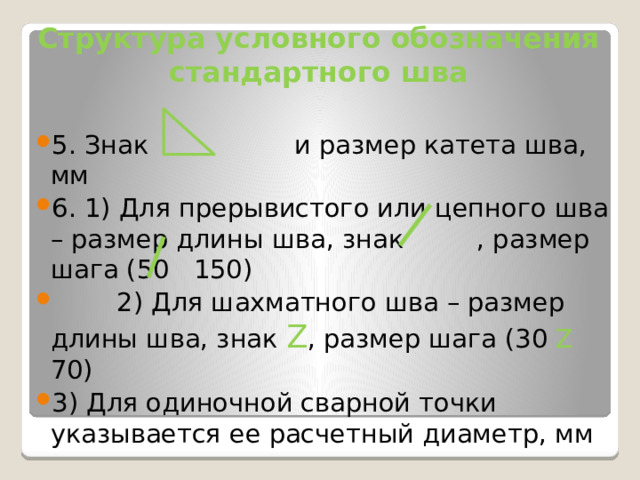
- 5. Знак и размер катета шва, мм
- 6. 1) Для прерывистого или цепного шва – размер длины шва, знак , размер шага (50 150)
- 2) Для шахматного шва – размер длины шва, знак Z , размер шага (30 Z 70)
- 3) Для одиночной сварной точки указывается ее расчетный диаметр, мм

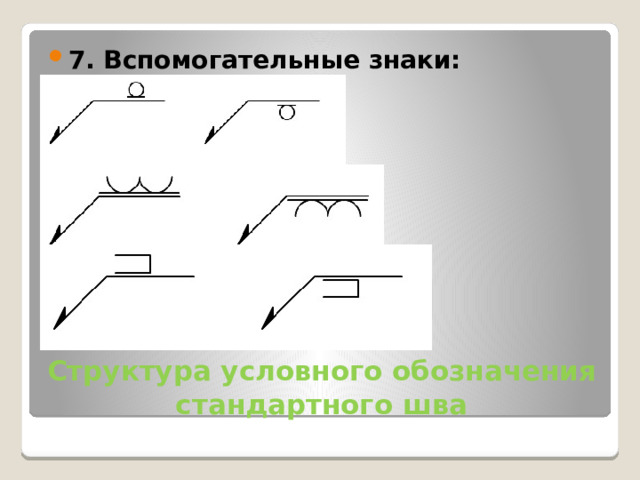
- 7. Вспомогательные знаки:
Структура условного обозначения стандартного шва


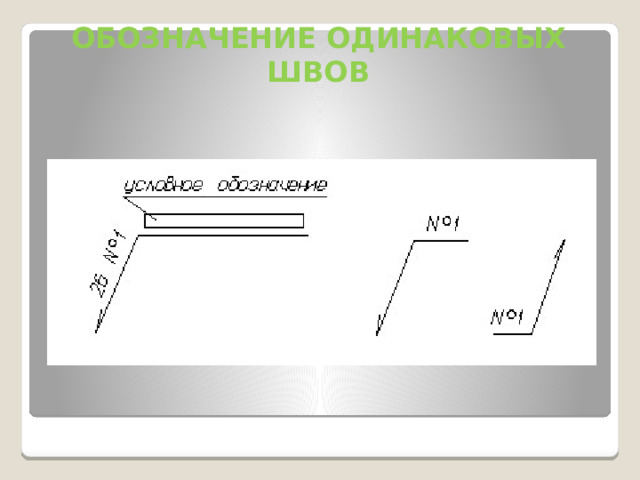
ОБОЗНАЧЕНИЕ ОДИНАКОВЫХ ШВОВ


















Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


