
Россия, Волгоград


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 02.05.2024 21:23

Галанина Людмила Викторовна
преподаватель дисциплин сварочного производства
60 лет
Местоположение
Специализация
Презентация у уроку по теме "Производительность процесса дуговой сварки"
Категория:
Прочее
18.02.2019 16:57

Просмотр содержимого документа
«Презентация у уроку по теме "Производительность процесса дуговой сварки"»

Производительность процесса дуговой сварки
МДК 01.01
Технология сварочных работ
Специальность
22.02.06 Сварочное производство
ПРЕПОДАВАТЕЛЬ Галанина Л.В.
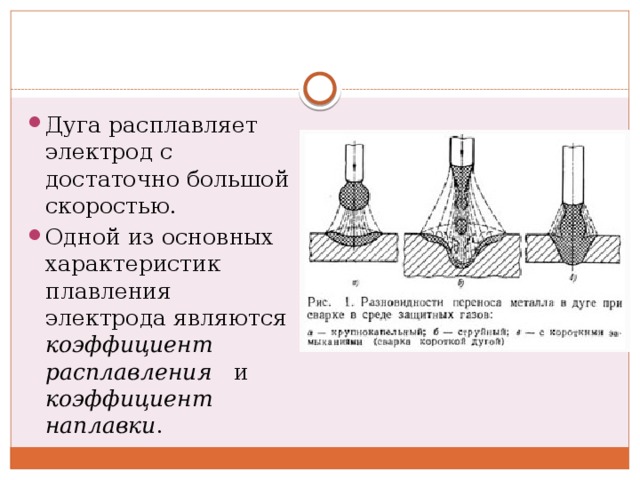
- Дуга расплавляет электрод с достаточно большой скоростью.
- Одной из основных характеристик плавления электрода являются коэффициент расплавления и коэффициент наплавки .
Ведь с какой скоростью будет плавить электрод, какая масса от электрода перейдет в наплавленный металл, будет зависеть производительность сварки, а в конечном счете и запрлата сварщика.
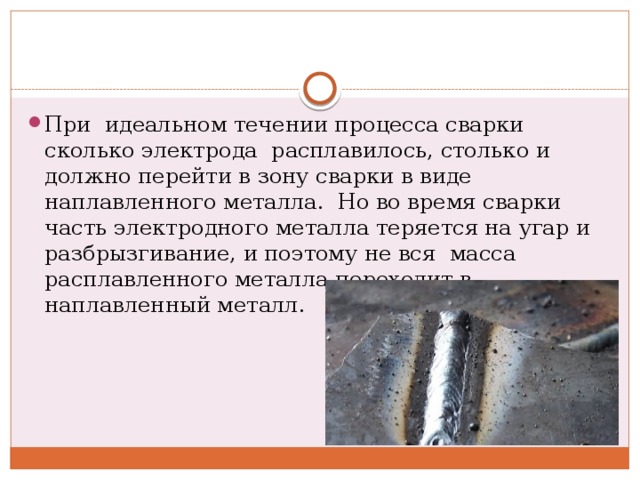
- При идеальном течении процесса сварки сколько электрода расплавилось, столько и должно перейти в зону сварки в виде наплавленного металла. Но во время сварки часть электродного металла теряется на угар и разбрызгивание, и поэтому не вся масса расплавленного металла переходит в наплавленный металл.
- Уровень потерь металла электрода зависит от нескольких факторов:
- от состава покрытия, используемого для изготовления электрода;
- от типа покрытия;
- от режима сварки;
- от положения сварки.
Количество расплавленного металла
- Масса расплавленного электродного металла за время горения дуги, подсчитывают по формуле :
G р = α р I св t,
- где G р - количество (масса) расплавленного металла электрода, г;
- α р - коэффициент расплавления, г/Ач;
- I св - величина сварочного тока, А;
- t - время горения дуги, ч.
Коэффициент расплавления
- Коэффициентом расплавления α р называется количество расплавленного электродного металла в граммах в течение одного часа, приходящееся на 1 А сварочного тока и рассчитываемого по формуле:
α р = G р / I св t
- Коэффициент расплавления зависит от материала электродного стержня (состава проволоки), состава покрытия, а также от рода и полярности тока.

Коэффициент наплавки
- При сварке, вследствие частичного окисления, испарения и разбрызгивания, часть жидкого электродного металла теряется и не переходит в наплавленный металл.
- Коэффициент наплавки зависит от рода и полярности тока, типа покрытия и состава проволоки, а также от пространственного положения, в котором выполняют сварку. Коэффициент наплавки определяется по формуле
α н = G н / I св t
- где αн - коэффициент наплавки, г/А ч ,
- Iсв – сила тока, А
- t- время сварки, ч
Коэффициент потерь
- Коэффициент наплавки меньше коэффициента расплавления на величину потерь электродного металла при сварке. Эти потери выражаются коэффициентом потерь , представляющим отношение разности количеств расплавленного и наплавленного электродного металла к количеству расплавленного. Коэффициент потерь обозначают буквой ψ и выражают в процентах, определяя по формуле:
ψ=100% (α р - α н )/ α р
Коэффициент потерь зависит не только от состава проволоки и покрытия электрода, но также от режима сварки и типа сварного соединения. Коэффициент потерь возрастает от при увеличении плотности тока и длины дуги. Величина коэффициента потерь составляет в %: при сварке электродами 5-10, в защитных газах - 3-6, под флюсом 1-3.

Производительность сварки
- Производительность сварки определяется количеством наплавленного металла.
- Для подсчета количества наплавленного металла используют формулу
- G н = αн ·I св t, (г/ч),
- где αн - коэффициент наплавки, г/А ч ,
- Iсв – сила тока, А;
- t - время , ч
Вывод
- Чем больше сварочный ток, тем больше производительность. Однако при значительном увеличении сварочного тока электрод быстро нагревается, что резко понижает качество сварного шва, т.к металл шва и зона сплавления основного металла будут перегреты. Перегрев металла резко увеличивает разбрызгивание металла.
Подсчет массы израсходованных электродов при сварке
- Масса израсходованных покрытых электродов или сварочной проволоки при сварке определяется по формуле:
- Gэл=К· Gн , (г)
- где К –коэффициент, учитывающий массу огарков и массу электродного металла, идущего на угар и разбрызгивание.
- Для электродов К=1,8
- Для сварочной проволоки (сварка в углекислом газе)-1,14
- Для сварочной проволоки (сварка под флюсом) – 1,05
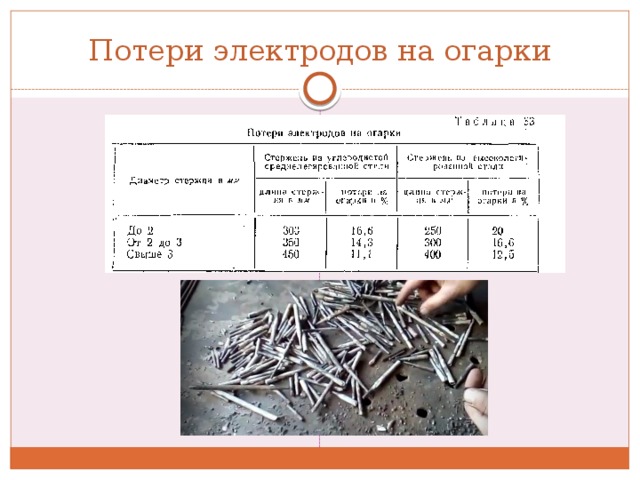
Потери электродов на огарки














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



