
Беларусь, Берёза


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 11.03.2022 10:57

Мшар Любовь Николаевна
Преподаватель специальной технологии
62 года
Местоположение
Специализация
Презентация «Вклад сварщиков в победу над фашизмом»
Категория:
Технология (мальчики)
06.05.2019 09:08

Просмотр содержимого документа
«Презентация «Вклад сварщиков в победу над фашизмом»»

УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ «БЕРЕЗОВСКИЙ ГОСУДАРСТВЕННЫЙ ПРОФЕССИОНАЛЬНЫЙ ЛИЦЕЙ СТРОИТЕЛЕЙ»
ВКЛАД СВАРЩИКОВ В ПОБЕДУ НАД ФАШИЗМОМ
Автор: Мшар Любовь Николаевна

Прошла война, прошла страда,
Но боль взывает к людям:
Давайте, люди, никогда
Об этом не забудем.
А. Твардовский
ТЕМА: ВКЛАД СВАРЩИКОВ В ПОБЕДУ НАД ФАШИЗМОМ
Цель: раскрыть вклад сварщиков в победу над фашизмом
Задачи:
- Показать влияние сварщиков при разработке военной техники и оружия
- Обосновать значение института им. Е.О. Патона при создании автоматической сварки под флюсом
- Показать героизм сварщиков в блокадном Ленинграде
- Охарактеризовать работу сварщиков при ремонте и восстановлении народного хозяйства
В то время, когда рождалась и проходила первые испытания дуговая сварка под флюсом, фашизм готовил вторую мировую войну. По всем приметам, в новой войне техника должна была играть не последнюю роль, а производство техники, в том числе военной, уже немыслимо было без сварки
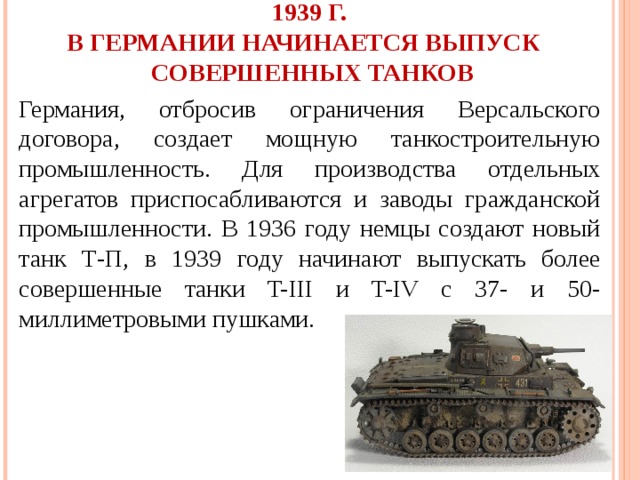
1939 Г. В ГЕРМАНИИ НАЧИНАЕТСЯ ВЫПУСК СОВЕРШЕННЫХ ТАНКОВ
Германия, отбросив ограничения Версальского договора, создает мощную танкостроительную промышленность. Для производства отдельных агрегатов приспосабливаются и заводы гражданской промышленности. В 1936 году немцы создают новый танк Т-П, в 1939 году начинают выпускать более совершенные танки T-III и T-IV с 37- и 50-миллиметровыми пушками.
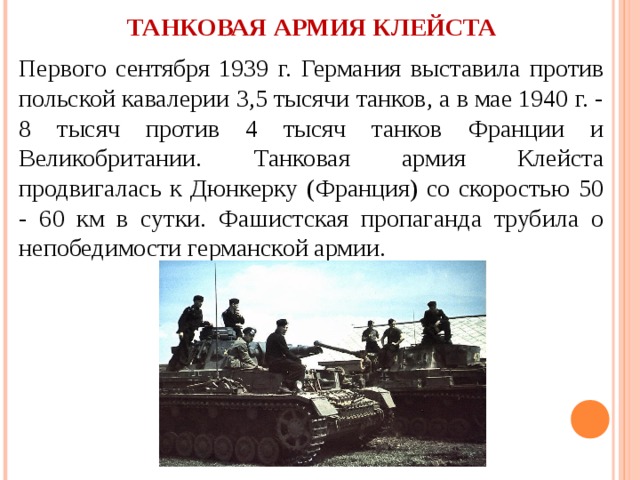
ТАНКОВАЯ АРМИЯ КЛЕЙСТА
Первого сентября 1939 г. Германия выставила против польской кавалерии 3,5 тысячи танков, а в мае 1940 г. - 8 тысяч против 4 тысяч танков Франции и Великобритании. Танковая армия Клейста продвигалась к Дюнкерку (Франция) со скоростью 50 - 60 км в сутки. Фашистская пропаганда трубила о непобедимости германской армии.

СОВЕТСКИЙ СОЮЗ ВЫНУЖДЕН БЫЛ ГОТОВИТЬСЯ К ЗАЩИТЕ
19 декабря 1939 года успешно прошел испытания и был рекомендован в производство средний танк Т-34, признанный впоследствии лучшим танком второй мировой войны. При его серийном изготовлении было решено максимально применить дуговую сварку.
ТОЧКА ЗРЕНИЯ ТЕХНОЛОГА-ИЗГОТОВИТЕЛЯ
Танк - сложное инженерное сооружение, состоящее из корпуса и башни. Корпус среднего танка, в свою очередь, разделен на отделения: управления, боевое, моторное и трансмиссионное. Корпус танка собирается из катаных броневых плит толщиной от 45 мм (тридцатьчетверки) до 90 -120 мм (ИС-2). Эти плиты необходимо соединить в прочную конструкцию. И поэтому сварщику приходится рассматривать танк как сооружение, изготавливаемое не только путем сварки угловых и стыковых соединений в различных пространственных положениях, но еще и как сооружение, изготавливаемое из трудносвариваемого материала.

ТАНК Т-34 СОСТОЯЛ БОЛЕЕ ЧЕМ ИЗ ТРЕХ ТЫСЯЧ ДЕТАЛЕЙ
Корпус и башня были сварены электродами со специальным покрытием. Совместная работа конструкторов и технологов увенчалась успехом. Танки Т-34 по приспособленности к массовому производству превосходили все танки, которым пришлось участвовать во второй мировой войне.

СРАЖЕНИЕ В РАЙОНЕ ДУБНО-ЛУЦК (С ОБЕИХ СТОРОН УЧАСТВОВАЛО БОЛЕЕ 1500 ТАНКОВ)
К 22 июня 1941 года на вооружении Красной Армии было уже 1355 танков Т-34 и 508 тяжелых танков КВ-1.
Здесь-то и обнаружилось превосходство новых советских танков. Но этих танков было еще очень мало, чтобы сдержать напор вражеской техники.
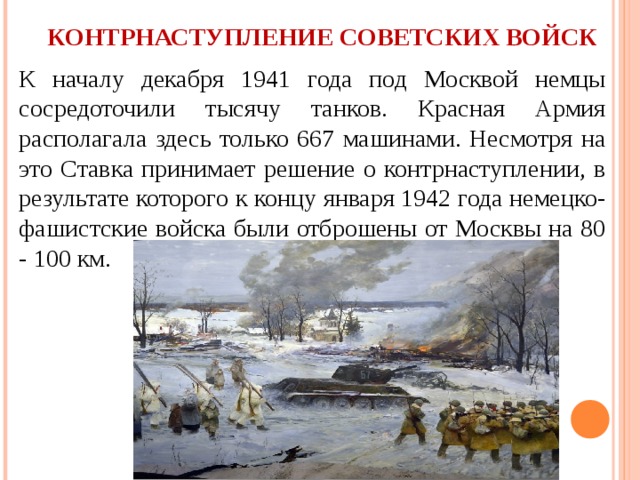
КОНТРНАСТУПЛЕНИЕ СОВЕТСКИХ ВОЙСК
К началу декабря 1941 года под Москвой немцы сосредоточили тысячу танков. Красная Армия располагала здесь только 667 машинами. Несмотря на это Ставка принимает решение о контрнаступлении, в результате которого к концу января 1942 года немецко-фашистские войска были отброшены от Москвы на 80 - 100 км.
ГИТЛЕР СЛУШАЕТ ДОКЛАД ВОЕННОСЛУЖАЩЕГО
Фашистским генералам пришлось сообщить фюреру неприятнейшее известие: советские танки явно превосходят по тактико-техническим данным германские танки Т-Ш и T-IV.
Это был удар
и по доктринам
танковых
генералов
вермахта.
Правящие круги рейха принимают решение: увеличить выпуск существующих танков (т. е. качеству противопоставить количество) и приступить к разработке новых, более мощных танков. С 1941 по 1942 год число иностранных рабочих и военнопленных, занятых в промышленном производстве, возросло с 3 до 7 млн. человек, и если в 1941 году было изготовлено 5,2 тысячи танков и бронеавтомашин, то в 1942 году - уже 9,3 тысячи.

ОБЕСПЕЧЕНИЕ ФРОНТА ОРУЖИЕМ
Серьезным препятствием увеличению выпуска советских танков стало изготовление бронекорпусов. Наиболее «узким» местом в бронекорпусных цехах оказались участки сварки броневых плит. Возникла потребность в сотнях, тысячах высококвалифицированных сварщиков-ручников
ИНСТИТУТ ЭЛЕКТРОСВАРКИ НА УРАЛЕ
В начале ВОВ Институт электросварки эвакуировался из Киева на Урал. В октябре 1941 года на уральском заводе разместили оборудование головного завода и сотрудники Института работали над автоматической сваркой под флюсом брони.
Броня - это сталь, содержащая
больше примесей. Именно
примеси придают ей свойства
брони, в первую очередь -
твердость. Они же и «портят» сталь, делают ее капризной, чувствительной к нагреву и охлаждению.
ВИДЫ ИСПЫТАТЕЛЬНЫХ РАБОТ
- подбирали оптимальный режим сварки,
- испытывали различные флюсы,
- испытывали различные проволоки,
- сваривали куски броневой стали,
- вырезали образцы металла шва,
- образцы металла шлифовали,
- изучали под микроскопом шлифы.
Экспериментировали по двенадцать часов в сутки... Но трещинки нарушали монолитность шва, Но, между прочим, броня не трескается при ручной сварке покрытыми электродами. Чем же хуже автоматическая сварка под флюсом?
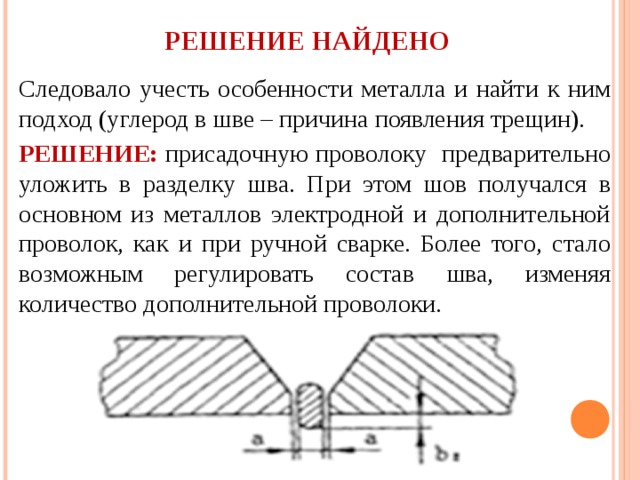
РЕШЕНИЕ НАЙДЕНО
Следовало учесть особенности металла и найти к ним подход (углерод в шве – причина появления трещин).
РЕШЕНИЕ: присадочную проволоку предварительно уложить в разделку шва. При этом шов получался в основном из металлов электродной и дополнительной проволок, как и при ручной сварке. Более того, стало возможным регулировать состав шва, изменяя количество дополнительной проволоки.
ВНЕДРЕНИЕ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ
К лету 1942 года в Красной Армии было уже 4065 новых танков. Во второй половине 1942 года советская промышленность дала больше танков, чем промышленность фашистской Германии. Но в советском танкостроении проблема автомата оказалась не единственной.
ГДЕ ПОЛУЧИТЬ ФЛЮС?
В конце тридцатых годов за рецепт своего флюса для сварки обыкновенной стали фирма «Линде» (США) запросила десять миллионов долларов. Патон сберег стране эти деньги, разработав флюс АН-1. Теперь, когда потребовался флюс-заменитель, стало понятно, что в то время было сделано нечто большее, прямо-таки бесценное. ФЛЮС АН-2. Составить его удалось всего из четырех минералов; песка, известняка, марганцевой руды и небольшого количества полевого шпата.
УСТАНОВКА КОМАНДИРСКОЙ БАШЕНКИ
Летом 1942 года были улучшены боевые качества танка. В частности, на его башне была установлена командирская башенка, что улучшило обзор из танка, облегчило ведение боя. На заводах, где выпускались танки, Институт электросварки внедрил специальные установки для сварки под флюсом кольцевых швов командирских башенок.
КУРСКАЯ ДУГА
К июлю 1943 года немцы сконцентрировали в районе Курска 2700 танков. Ставка смогла выделить 3600 танков. 12 июля разгорелось невиданное в истории второй мировой войны танковое сражение, в котором сразу столкнулись 1200 танков. Советские танкисты смело вступали в бой с фашистскими танками любых типов. На Курской дуге были полностью разгромлены 7 танковых дивизий гитлеровцев .
ИЗ ВОСПОМИНАНИЙ Е.О. ПАТОНА
«Блестящая победа наших войск на Курской дуге летом 1943 года предоставила большие возможности для изучения качества сварки немецких машин. Собранные данные показали, что все швы сваривались вручную, качество сварки было значительно ниже, чем на наших танках. Первый слой имел небольшие размеры и выполнялся аустенитными электродами, остальная часть шва создавалась многослойной сваркой ферритными электродами. Все сечение этой части было поражено порами.»
Но ни в США, ни в Германии технология автоматической сварки танковой брони не была разработана. В США сварка под флюсом корпусов танков была освоена в 1944 году, в Германии до конца войны танки сваривали вручную.


ЛАБОРАТОРИЯ СВАРКИ ГОРЬКОВСКОГО АВТОМОБИЛЬНОГО ЗАВОДА
В период 1941-1945 гг.. за короткое время одновременно с выпуском автомобилей на заводе было налажено изготовление самоходных артиллерийских установок, снарядов для ракетных установок и другой военной продукции.
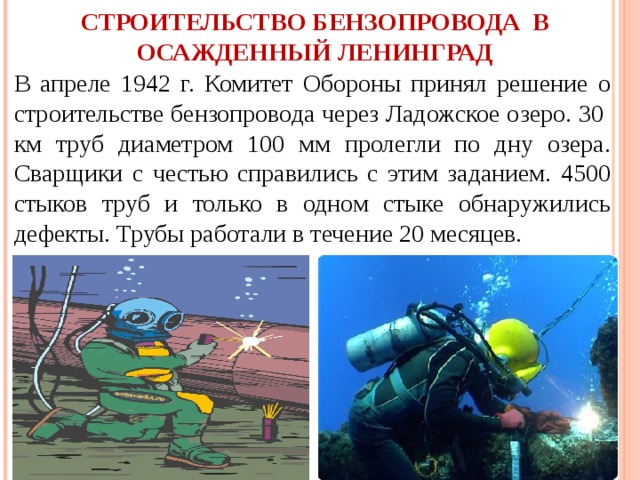
СТРОИТЕЛЬСТВО БЕНЗОПРОВОДА В ОСАЖДЕННЫЙ ЛЕНИНГРАД
В апреле 1942 г. Комитет Обороны принял решение о строительстве бензопровода через Ладожское озеро. 30 км труб диаметром 100 мм пролегли по дну озера. Сварщики с честью справились с этим заданием. 4500 стыков труб и только в одном стыке обнаружились дефекты. Трубы работали в течение 20 месяцев.
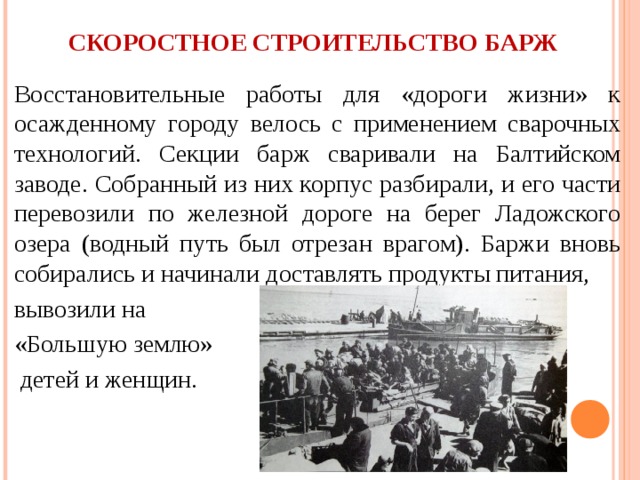
СКОРОСТНОЕ СТРОИТЕЛЬСТВО БАРЖ
Восстановительные работы для «дороги жизни» к осажденному городу велось с применением сварочных технологий. Секции барж сваривали на Балтийском заводе. Собранный из них корпус разбирали, и его части перевозили по железной дороге на берег Ладожского озера (водный путь был отрезан врагом). Баржи вновь собирались и начинали доставлять продукты питания,
вывозили на
«Большую землю»
детей и женщин.
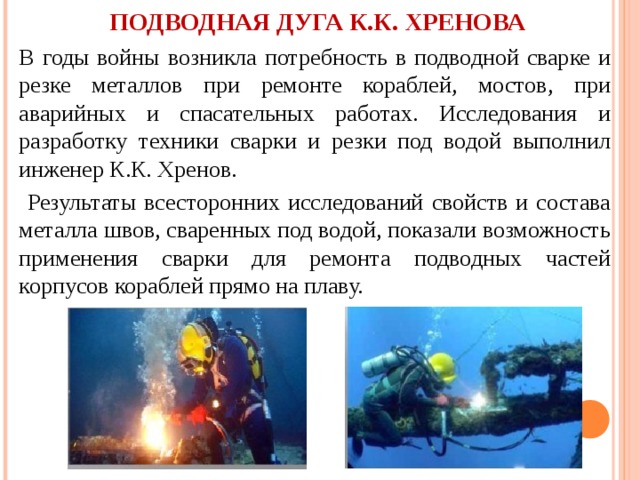
ПОДВОДНАЯ ДУГА К.К. ХРЕНОВА
В годы войны возникла потребность в подводной сварке и резке металлов при ремонте кораблей, мостов, при аварийных и спасательных работах. Исследования и разработку техники сварки и резки под водой выполнил инженер К.К. Хренов.
Результаты всесторонних исследований свойств и состава металла швов, сваренных под водой, показали возможность применения сварки для ремонта подводных частей корпусов кораблей прямо на плаву.
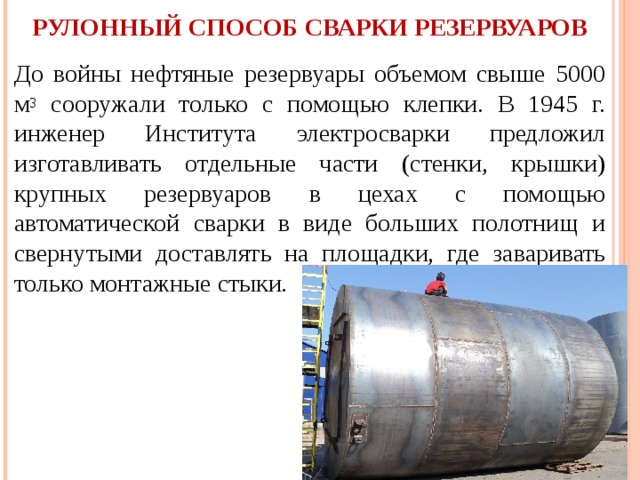
РУЛОННЫЙ СПОСОБ СВАРКИ РЕЗЕРВУАРОВ
До войны нефтяные резервуары объемом свыше 5000 м 3 сооружали только с помощью клепки. В 1945 г. инженер Института электросварки предложил изготавливать отдельные части (стенки, крышки) крупных резервуаров в цехах с помощью автоматической сварки в виде больших полотнищ и свернутыми доставлять на площадки, где заваривать только монтажные стыки.

СВАРКА И ЭНЕРГЕТИКА
В каждом котельном агрегате тепловой электростанции довоенной постройки имелось по три-четыре барабана. При отступлении выводили электростанцию из строя, под сферическую часть барабана подкладывали взрывчатку и взрывали ее. Несмотря на полную исправность остального оборудования электростанции, пробоина в барабанах гарантировала невозможность эксплуатации. Смена барабана означала сборку нового котельного агрегата.
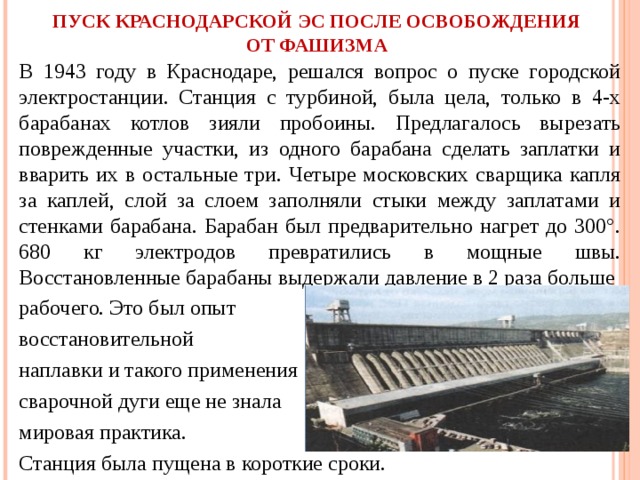
ПУСК КРАСНОДАРСКОЙ ЭС ПОСЛЕ ОСВОБОЖДЕНИЯ ОТ ФАШИЗМА
В 1943 году в Краснодаре, решался вопрос о пуске городской электростанции. Станция с турбиной, была цела, только в 4-х барабанах котлов зияли пробоины. Предлагалось вырезать поврежденные участки, из одного барабана сделать заплатки и вварить их в остальные три. Четыре московских сварщика капля за каплей, слой за слоем заполняли стыки между заплатами и стенками барабана. Барабан был предварительно нагрет до 300°. 680 кг электродов превратились в мощные швы. Восстановленные барабаны выдержали давление в 2 раза больше
рабочего. Это был опыт
восстановительной
наплавки и такого применения
сварочной дуги еще не знала
мировая практика.
Станция была пущена в короткие сроки.
ЗАСЛУГИ И НАГРАДЫ СВАРЩИКОВ ЗА ГОДЫ ВОВ
Е.О. Патон - Герой Социалистического Труда
Десять сотрудников института - ордена и медали.
Работа Хренова и сварщиков-подводников была отмечена правительственными наградами.

СПАСИБО ЗА
ВНИМАНИЕ












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ



