СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Сборка на прихватках"

Просмотр содержимого документа
«Презентация к уроку "Сборка на прихватках"»
Тема урока:
СБОРКА НА ПРИХВАТКАХ
Цели урока:
образовательная : научить применять правила установки прихваток для решения практических задач; развивающая : создать условия для развития общих и профессиональных компетенций учащихся; воспитательная : воспитывать интерес к профессии, самостоятельность в выполнении заданий, способность к сотрудничеству и взаимопомощи.
Актуализация опорных знаний
1. Какие соединения вы знаете?
2. Какие сварные швы в пространственном положении вам известно?
3. Как влияет наклон электрода на сварной шов?
1. Выберите величину силы тока, при сварке электродом Ø 4мм в нижнем положении сварочного шва.
1
1. 60 А
2
2. 100 А
3
3. 140 А
1. Выберите величину силы тока, при сварке электродом Ø 4мм в нижнем положении сварочного шва.
1. 60 А
2. 100 А
возврат
3. 140 А
1. Выберите величину силы тока, при сварке электродом Ø 4мм в нижнем положении сварочного шва.
1. 60 А
нет
2. 100 А
возврат
3. 140 А

1. Расчет силы тока, при сварке электродом Ø 4мм в нижнем положении сварочного шва.
Iсв = k × d , где k = 35-60 А/мм; d – диаметр электрода, мм
Iсв = k × d = 35 ×4= 140А
1. 60 А
2. 100 А
да
3. 140 А
2. При каком роде тока применяют электроды марки МР-3?
1
1. переменный ток
2. постоянный ток
2
3. постоянный и переменный ток
3
2. При каком роде тока применяют электроды марки МР-3?
нет
1. переменный ток
2. постоянный ток
возврат
3. постоянный и переменный ток
2. При каком роде тока применяют электроды марки МР-3?
1. переменный ток
нет
2. постоянный ток
возврат
3. постоянный и переменный ток
2. При каком роде тока применяют электроды марки МР-3?
1. переменный ток
2. постоянный ток
3. постоянный и переменный ток
да
3. Что означает «1001» в марке сварочного выпрямителя ВДМ-1001?
1. максимальный ток
1
2
2. номинальный ток
3
3. мощность
3. Что означает «1001» в марке сварочного выпрямителя ВДМ-1001?
нет
1. максимальный ток
2. номинальный ток
возврат
3. мощность
3. Что означает «1001» в марке сварочного выпрямителя ВДМ-1001?
1. максимальный ток
да
2. номинальный ток
далее
3. мощность
3. Что означает «1001» в марке сварочного выпрямителя ВДМ-1001?
1. максимальный ток
2. номинальный ток
возврат
нет
3. мощность
4.Назовите сварочные соединения.
стыковое
1
2
тавровое
нахлесточное
3
угловое « в лодочку»
4
анимация
Прихватка
— это процесс закрепления деталей при сборке под сварку при помощи коротких швов, называемых прихваточными или «прихватками».
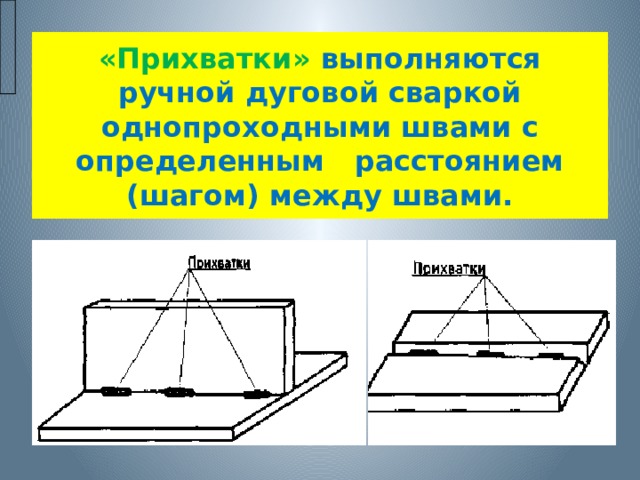
«Прихватки» выполняются ручной дуговой сваркой однопроходными швами с определенным расстоянием (шагом) между швами.
Прихватки ставят с лицевой стороны соединения. Поверхность прихватки очищают от шлака.
Прихватки могут быть:
- удаляемыми или временными
- неудаляемыми -остающимися.

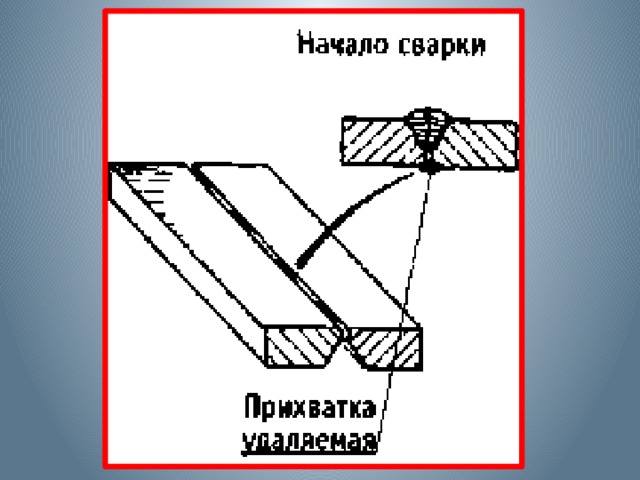
Удаляемые прихватки
- это короткие сварные швы, которые используются только для закрепления деталей при сборке и подлежат удалению при операции расчистки (выборки) корня шва.
Постановку временных прихваток обычно производят со стороны, обратной началу сварки.
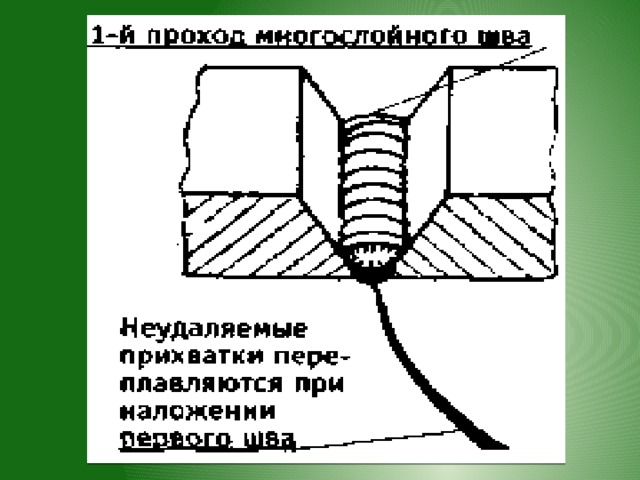
Неудаляемые (остающиеся) прихватки - это короткие швы, которые служат не только для закрепления деталей при сборке, но и являются частью основного сварного шва.
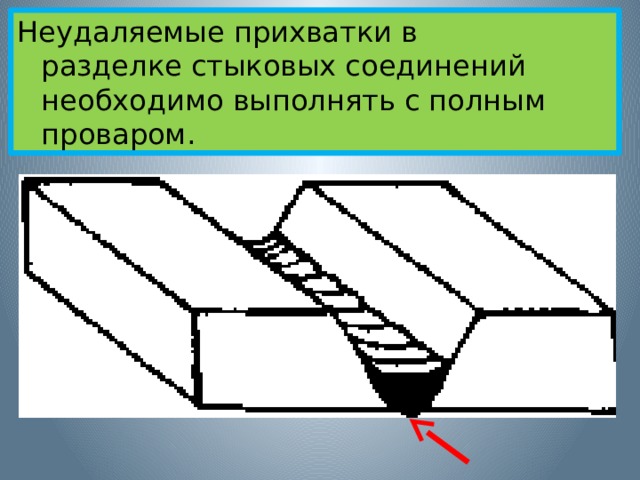
Неудаляемые прихватки в разделке стыковых соединений необходимо выполнять с полным проваром.

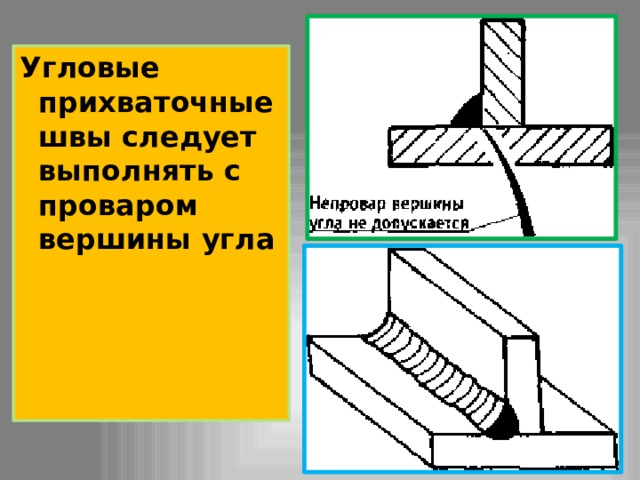
Угловые прихваточные швы следует выполнять с проваром вершины угла
Для фиксации подлежащих сварке деталей сечение прихваток должно составлять примерно 1/3 сечения основного шва.
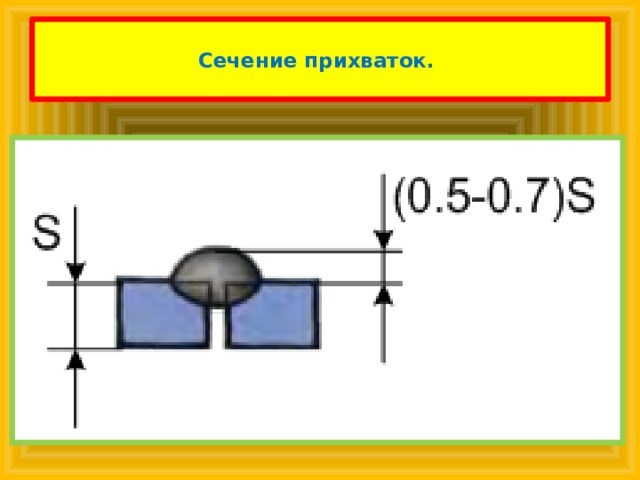
Сечение прихваток.
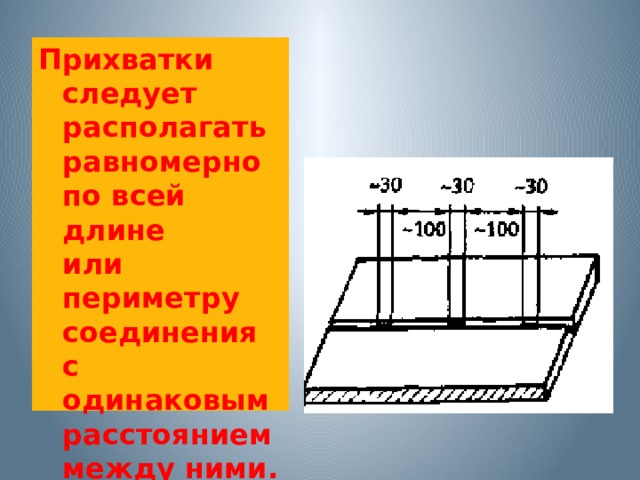
Прихватки следует располагать равномерно по всей длине или периметру соединения с одинаковым расстоянием между ними.
Протяженность прихваток и расстояние между ними.
Протяженность прихваток составляет 15-50 мм в зависимости от толщины свариваемых элементов и длины шва. Расстояние между прихватками обычно от 100 мм до 1 м.

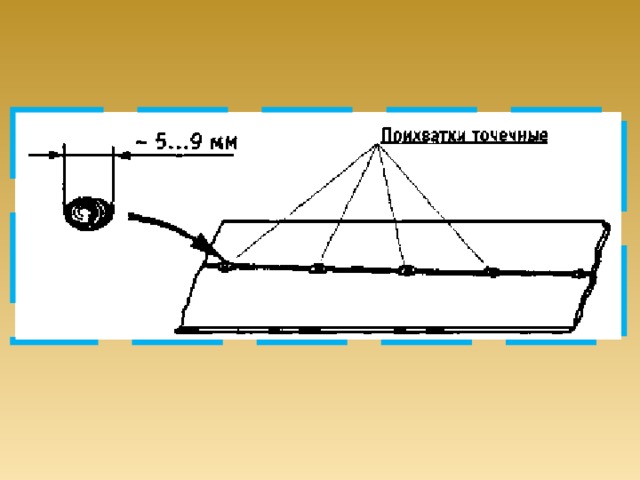
Прихватки, длиной
- для закрепления при сборке деталей из тонколистовой стали толщиной до 3 мм;
- для закрепления при сборке мелких деталей;
- для временного фиксирования деталей в определенном положении;
- для предварительного закрепления деталей.
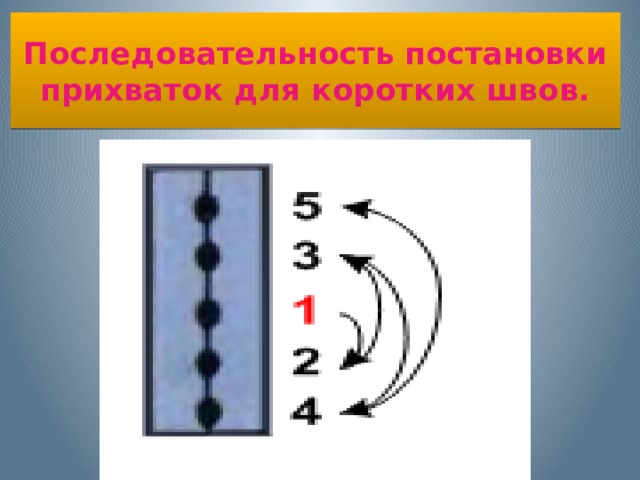
Последовательность постановки прихваток для коротких швов.

Последовательность постановки прихваток для длинных швов.
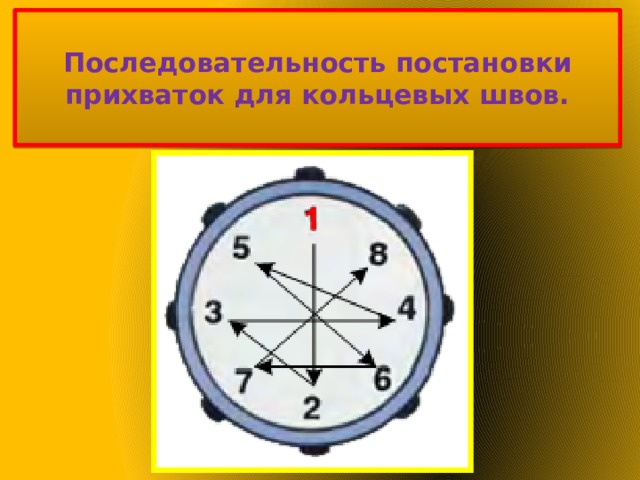
Последовательность постановки прихваток для кольцевых швов.
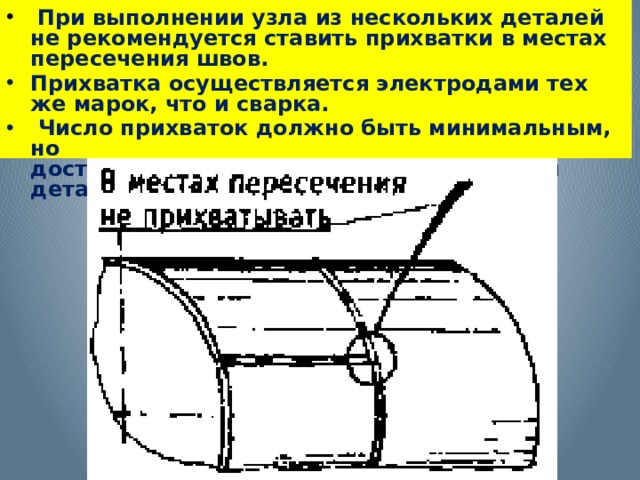
- При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в местах пересечения швов.
- Прихватка осуществляется электродами тех же марок, что и сварка.
- Число прихваток должно быть минимальным, но достаточным для надежного закрепления деталей.
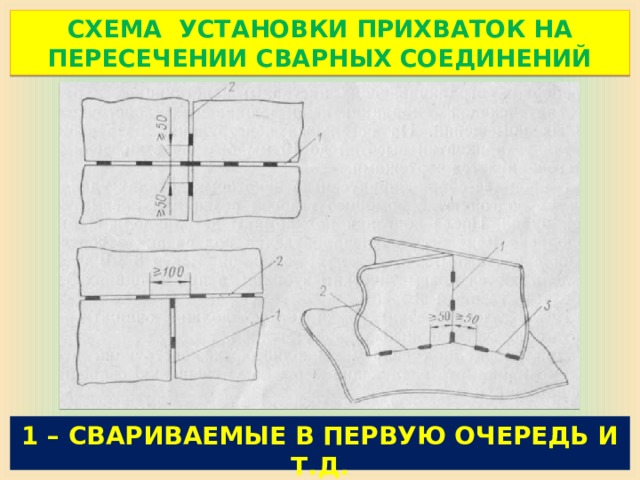
СХЕМА УСТАНОВКИ ПРИХВАТОК НА ПЕРЕСЕЧЕНИИ СВАРНЫХ СОЕДИНЕНИЙ
1 – СВАРИВАЕМЫЕ В ПЕРВУЮ ОЧЕРЕДЬ И Т.Д.
 4 мм выполняют узкими однопроходными швами, шириной b=(l,0...2,0) dэ, где dэ — диаметр электрода, мм " width="640"
4 мм выполняют узкими однопроходными швами, шириной b=(l,0...2,0) dэ, где dэ — диаметр электрода, мм " width="640"
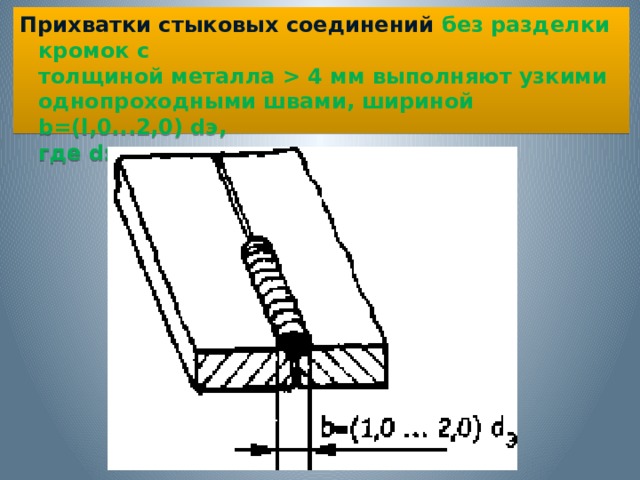
Прихватки стыковых соединений без разделки кромок с толщиной металла 4 мм выполняют узкими однопроходными швами, шириной b=(l,0...2,0) dэ, где dэ — диаметр электрода, мм

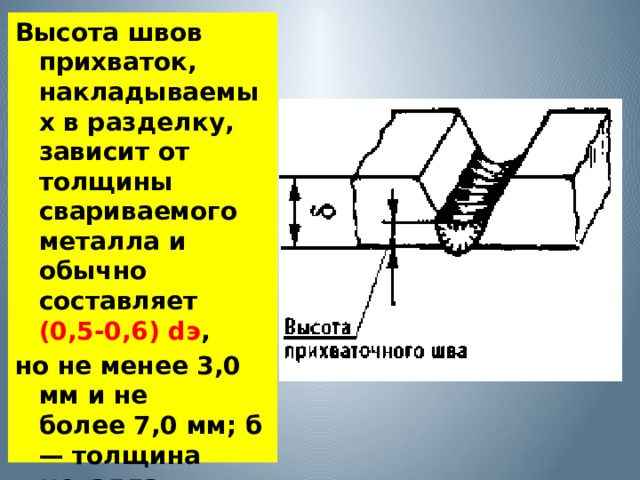
Высота швов прихваток, накладываемых в разделку, зависит от толщины свариваемого металла и обычно составляет (0,5-0,6) dэ ,
но не менее 3,0 мм и не более 7,0 мм; б — толщина металла
Закрепление деталей с толщиной металла

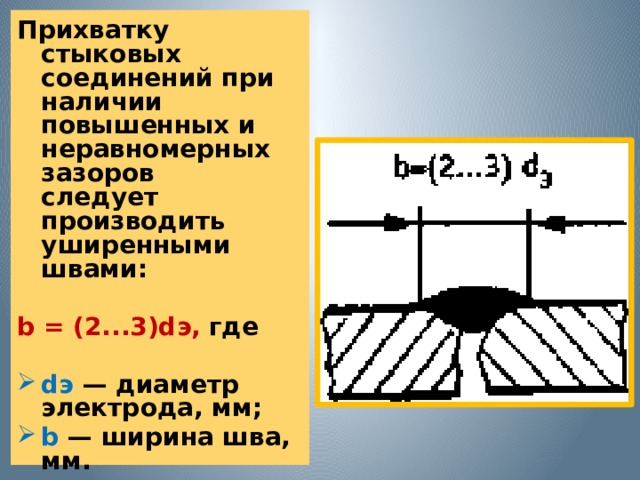
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными швами:
b = (2...3)dэ, где
- dэ — диаметр электрода, мм;
- b — ширина шва, мм.

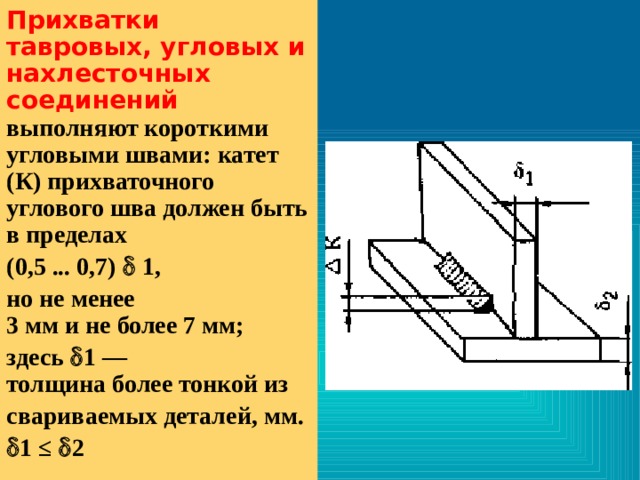
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет (К) прихваточного углового шва должен быть в пределах
(0,5 ... 0,7) 1,
но не менее 3 мм и не более 7 мм;
здесь 1 — толщина более тонкой из
свариваемых деталей, мм.
1 ≤ 2

ПРИХВАТКА ТРУБЫ


2. Точечная прихватка — это короткий сварной шов ДЛИНОЙ :
а) до 4 мм;
б) менее 10 мм;
в) от 10 до 15 мм.

3. Прихватка — это короткий сварной шов, выполняемый:
- а) в один проход;
- б) в два прохода;
- в) в три прохода.
 100 до 500 15...20 500 до 1500 25...30 1500 30 " width="640"
100 до 500 15...20 500 до 1500 25...30 1500 30 " width="640"
4. Выберите длину для прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600 мм.
а) 8 мм; б) 15 мм; в) 25 мм
Протяженность соединения, мм
Длина прихваточных швов, мм
до 100
5...10
100 до 500
15...20
500 до 1500
25...30
1500
30

5. Какой диапазон сварочного тока следует использовать для прихватки электродом Ø 4 мм:
- а) 90...110А;
- б) 120... 140 А;
- в) 140... 160 А
Øэлектрода, мм
Сила сварочного тока, А
2,0
60...90
2,5
80...110
3,0
90..110
4,0
140...160

ДОМАШНЕЕ ЗАДАНИЕ
Литература:
ФГОС по профессии 150709.02 «Сварщик ручной и частично механизированной сварки (наплавки)).
Рабочая программа ПМ.01 Подготовительно-сварочные работы по профессии 150709.02 «Сварщик (электросварочные и газосварочные работы)».
Герасименко А.И. учебное пособие: «Электрогазосварщик», «Феникс», 2013. - 409 с.
Маслов В.И. Сварочные работы (учебник), М., ACADEMIA, 2007. – 240 с.
Покровский Б.С. и др. Слесарное дело (учебное пособие). – М., ACADEMIA, 2002.
Чебан В.А. Сварочные работы, Феникс, 2008. - 412 с.
Интернет:
Сайт http://multiurok.ru/svarmet/












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя