

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Презентация к уроку "Выполнение стыковых швов в нижнем положении"

Просмотр содержимого документа
«Презентация к уроку "Выполнение стыковых швов в нижнем положении"»
ТЕМА УРОКА: Выполнение стыковых швов в нижнем положении ЦЕЛЬ УРОКА: Изучение техники сварки стыковых швов в нижнем положении
Актуализация опорных знаний
1. Какие соединения вы знаете?
2. Какие сварные швы в пространственном положении вам известно?
3. Как влияет наклон электрода на сварной шов?

1.Назовите сварочные соединения.
стыковое
1
2
тавровое
нахлесточное
3
угловое « в лодочку»
4

Стыковые соединения выполняют с одной или двух сторон.
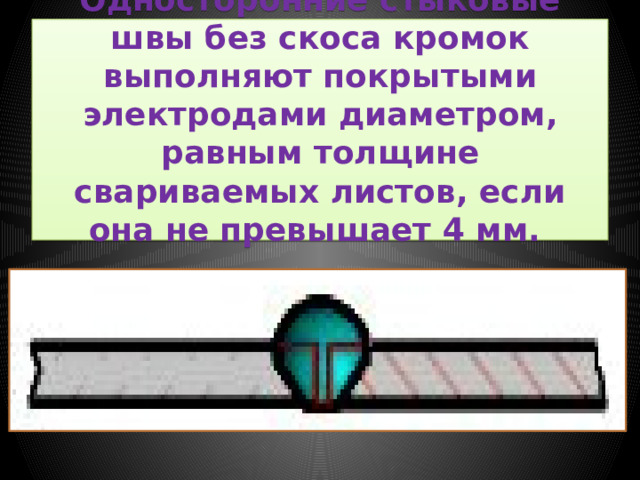
Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм.


Листы без скоса кромок толщиной 2-8 мм сваривают двусторонним швом, а до 6 мм – односторонним.
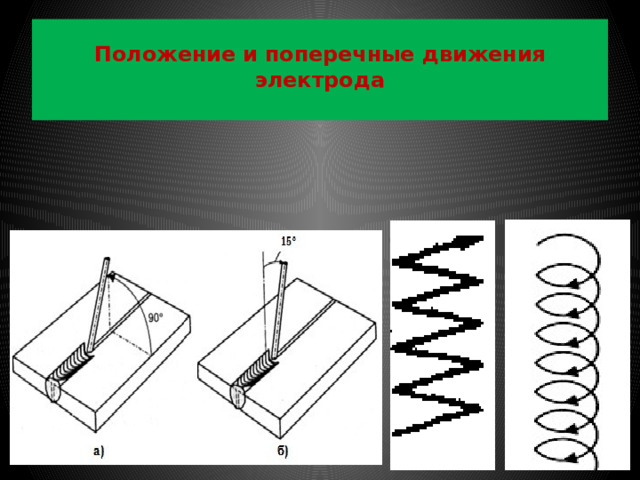
Положение и поперечные движения электрода
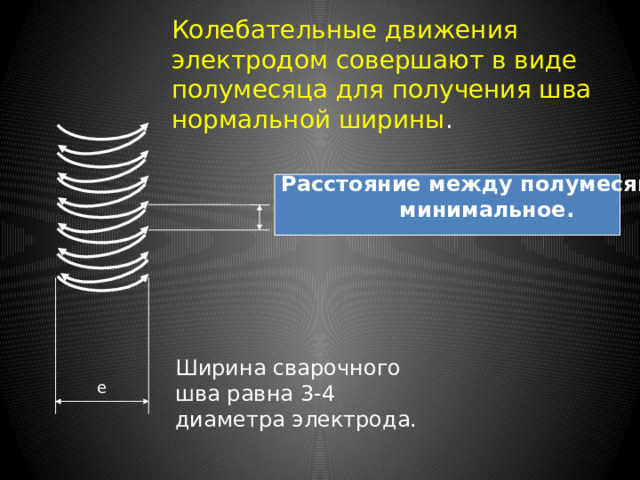
Колебательные движения электродом совершают в виде полумесяца для получения шва нормальной ширины .
Расстояние между полумесяцами
минимальное.
Ширина сварочного шва равна 3-4 диаметра электрода.
e
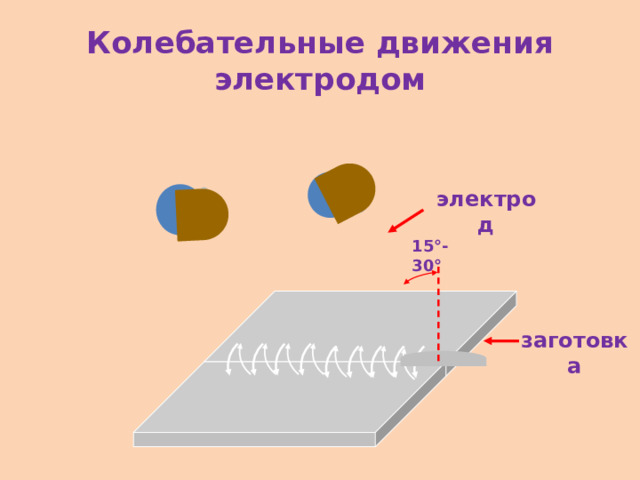
Колебательные движения электродом
электрод
15 °-30°
заготовка
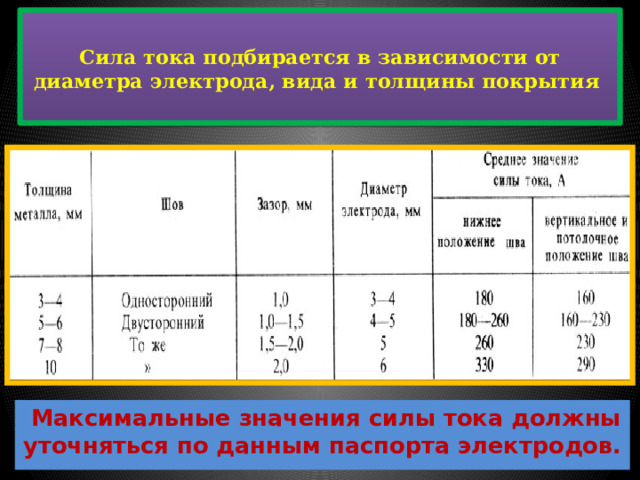
Сила тока подбирается в зависимости от диаметра электрода, вида и толщины покрытия
Максимальные значения силы тока должны уточняться по данным паспорта электродов.
Стыковые соединения со скосом двух кромок (V-образные) в зависимости от толщины металла выполняют однослойными, многослойными или многопроходными швами

Металл толщиной более 8 мм сваривают с разделкой кромок. Во избежание прожогов сварку ведут на съемных медных или стальных подкладках .
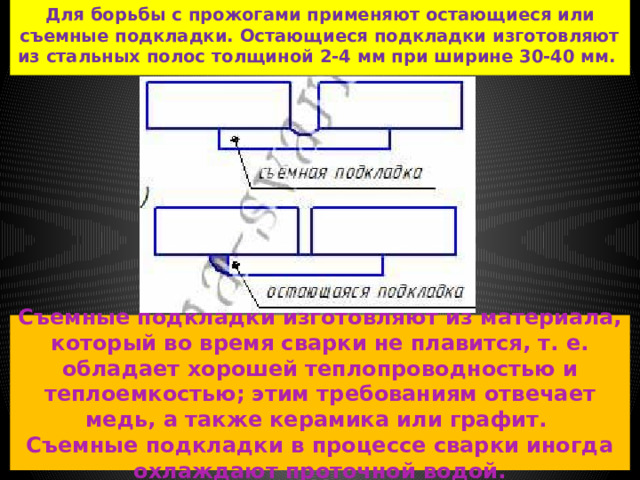
Для борьбы с прожогами применяют остающиеся или съемные подкладки. Остающиеся подкладки изготовляют из стальных полос толщиной 2-4 мм при ширине 30-40 мм.
Съемные подкладки изготовляют из материала, который во время сварки не плавится, т. е. обладает хорошей теплопроводностью и теплоемкостью; этим требованиям отвечает медь, а также керамика или графит. Съемные подкладки в процессе сварки иногда охлаждают проточной водой.
Сварка на подкладках имеет следующие преимущества: сварщик работает более уверенно, не боится прожогов и натеков и может увеличить сварочный ток на 20-30%; исключается необходимость подварки корня шва с обратной стороны.
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке; поэтому многослойный шов обеспечивает повышенную производительность.
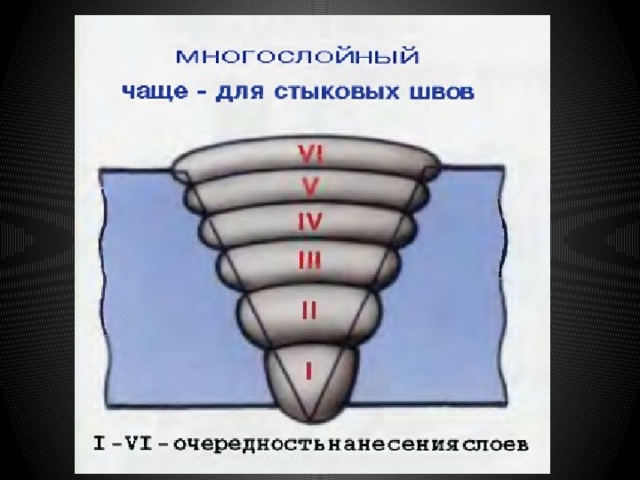
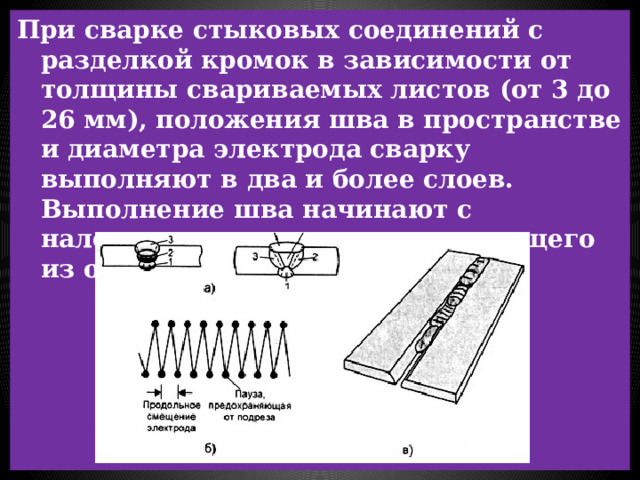
При сварке стыковых соединений с разделкой кромок в зависимости от толщины свариваемых листов (от 3 до 26 мм), положения шва в пространстве и диаметра электрода сварку выполняют в два и более слоев. Выполнение шва начинают с наложения первого слоя, состоящего из одного валика.

Дугу возбуждают на скосе кромки, а затем, переместив дугу на середину соединения, проваривают края скоса кромок (корень шва). На скосах кромок движение электрода замедляют, чтобы улучшить их провар, а при переходе конца электрода с одной кромки на другую скорость его движения увеличивают для того, чтобы избежать прожога притупленных кромок .
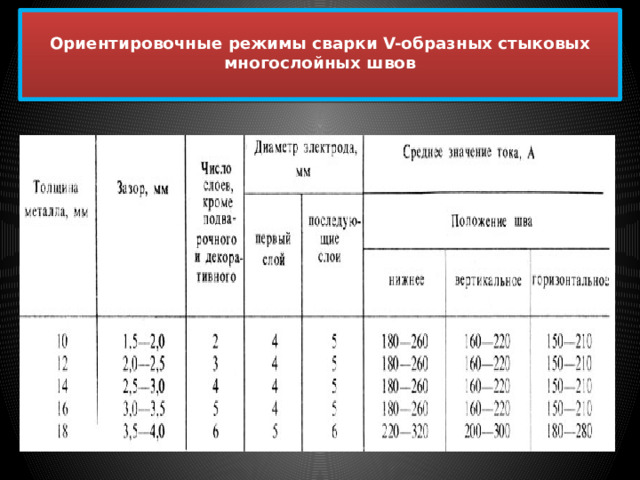
Ориентировочные режимы сварки V-образных стыковых многослойных швов

В особо ответственных конструкциях перед подваркой шва с обратной стороны его предварительно зачищают резаком для поверхностной резки или резцом для удаления возможных дефектов (непровара, трещин, газовых и шлаковых включений).
Стыковые Х-образные швы применяют для стали толщиной от 12 до 40 мм. Подготовка кромок, угол скоса, величина зазора и притупления, техника выполнения швов при этом такие же, как и при сварке листов с V-образной разделкой.
Чтобы достаточно прогревался и отжигался металл каждого нижележащего слоя, толщина слоев должна быть не более 4 - 5 мм и не менее 2 мм.
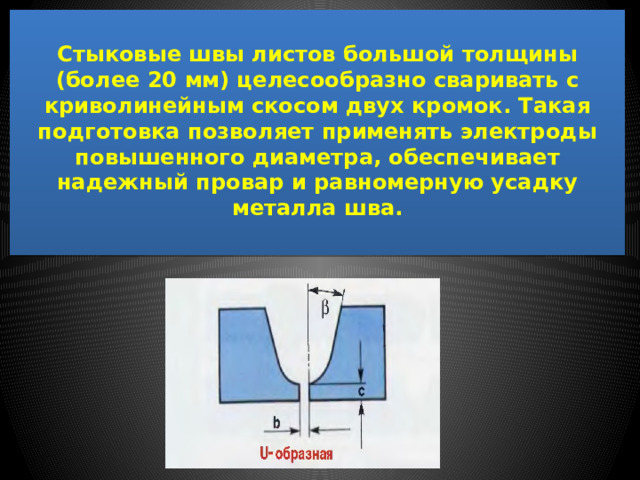
Стыковые швы листов большой толщины (более 20 мм) целесообразно сваривать с криволинейным скосом двух кромок. Такая подготовка позволяет применять электроды повышенного диаметра, обеспечивает надежный провар и равномерную усадку металла шва.

Заварка кратера
Рис. №1
15 °-30°
Заварка кратер
электрод
Рис.№3
пластина
Рис. №2
90 °
cварочный шов
кратер
Электрод ставим вертикально
анимация
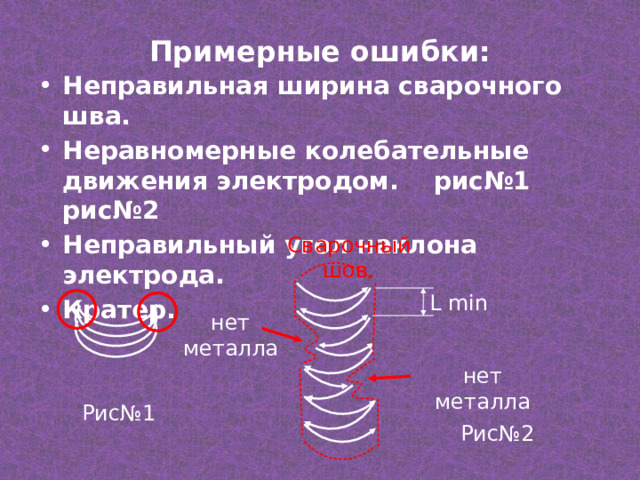
Примерные ошибки:
- Неправильная ширина сварочного шва.
- Неравномерные колебательные движения электродом. рис№1 рис№2
- Неправильный угол наклона электрода.
- Кратер.
Сварочный шов.
L min
нет металла
нет металла
Рис№1
Рис№2
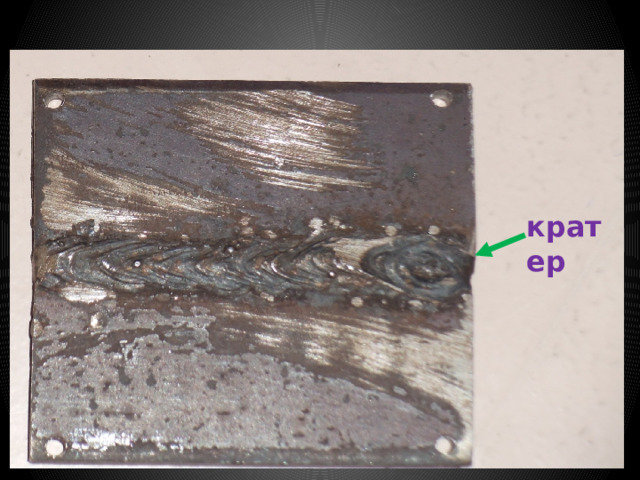
кратер

подрез
неравномерный шов

свищ
прожог
неравномерный шов














Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя



