РОССИЯ, ТОЛЬЯТТИ


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 19.08.2020 10:07
КИСЕЛЕВА ЕЛЕНА ЕВГЕНЬНВНА
ИНСТРУКТОР ПО ТРУДУ
59 лет
Местоположение
Специализация
ПРЕЗЕНТАЦИЯ "КОНТАКТНАЯ СВАРКА"
Категория:
Технология (мальчики)
18.12.2016 15:21

Просмотр содержимого документа
«ПРЕЗЕНТАЦИЯ "КОНТАКТНАЯ СВАРКА"»


КОНТАКТНАЯ СВАРКА
ПО ФОРМЕ СВАРНОГО СОЕДИНЕНИЯ
ПО ХАРАКТЕРУ ПРОТЕКАНИЯ ПРОЦЕССА
ПО РОДУ СВАРОЧНОГО ТОКА

Преимущества контактной сварки перед другими способами
- Высокая производительность (время сварки одной точки или стыка составляет 0,02... 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
- Экологическая чистота процесса, легко поддающегося механизации и автоматизации

Контактная сварка - это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
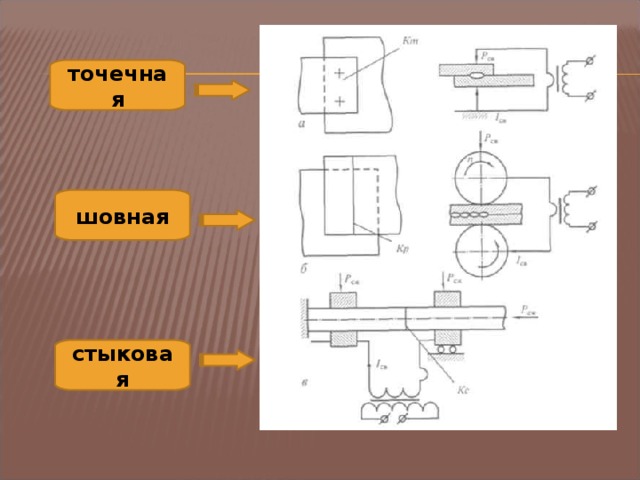
точечная
шовная
стыковая
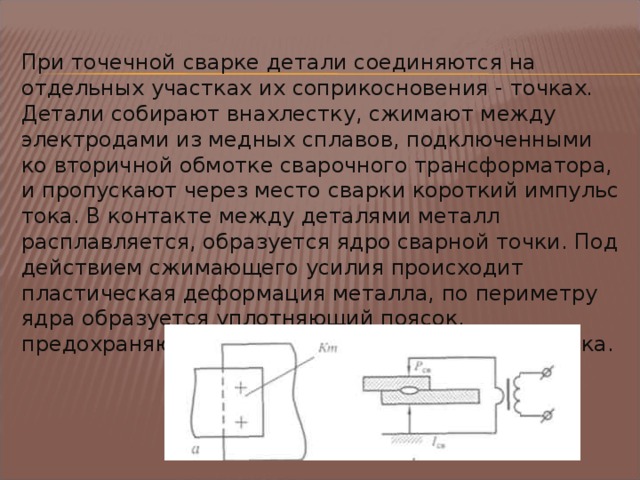
При точечной сварке детали соединяются на отдельных участках их соприкосновения - точках . Детали собирают внахлестку, сжимают между электродами из медных сплавов, подключенными ко вторичной обмотке сварочного трансформатора, и пропускают через место сварки короткий импульс тока. В контакте между деталями металл расплавляется, образуется ядро сварной точки. Под действием сжимающего усилия происходит пластическая деформация металла, по периметру ядра образуется уплотняющий поясок, предохраняющий ядро от окисления и от выплеска.
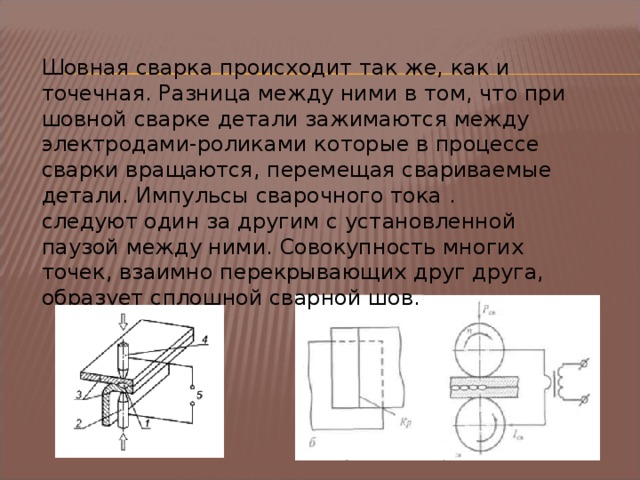
Шовная сварка происходит так же, как и точечная. Разница между ними в том, что при шовной сварке детали зажимаются между электродами-роликами которые в процессе сварки вращаются, перемещая свариваемые детали. Импульсы сварочного тока . следуют один за другим с установленной паузой между ними. Совокупность многих точек, взаимно перекрывающих друг друга, образует сплошной сварной шов.
7
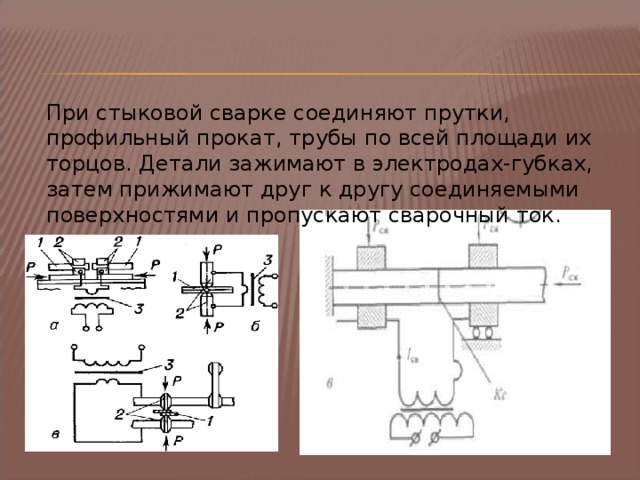
При стыковой сварке соединяют прутки, профильный прокат, трубы по всей площади их торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток.
8

- бывают стационарными, передвижными и подвесными (сварочные клещи).
- По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора.
- По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
- Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).
8
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 - трансформатор; 2 - переключатель ступеней; 3 - вторичный сварочный контур; 4 - прерыватель первичной цепи; 5 - регулятор; 6 - привод сжатия; 7- привод зажатия деталей; 8 - привод осадки деталей; 9 - привод вращения роликов; 10- аппаратура подготовки; 11 - орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых - это комплект кнопок. С органов управления поступают команды на сжатие "С" электродов или зажатие "3" деталей, на включение "Т" и отключение "О" сварочного тока, на вращение "В" роликов, на включение "а" регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
8
- служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Рис. 2. Схемы электродов для точечной сварки: а - с наружным посадочным конусом; б - колпачковых
Важнейшая характеристика электродов - стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0 С и ударных усилиях сжатия до 5 кг/мм 2 . Электроды для точечной сварки - это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы - бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3...4 их диаметра, а при сварке полос - не менее 10 толщин полосы.
8
 min), в конодинаковым по всей площади контакта. сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать. Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. такте деталь-деталь сопротивление должно быть " width="640"
min), в конодинаковым по всей площади контакта. сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать. Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. такте деталь-деталь сопротивление должно быть " width="640"
- в контактах электрод-деталь должно быть обеспечено как можно меньшее электрическое сопротивление (К э-д — min),
- в конодинаковым по всей площади контакта.
- сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать.
- Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки.
- такте деталь-деталь сопротивление должно быть
- определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима (сила сварочного тока, длительность его импульса и усилие сжатия деталей) и их стабильностью.
- Основной показатель качества точечной и шовной сварки - это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20...80 % S. За меньшим из этих пределов следует непровар, за большим - выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5...5,0 диаметров ядра .
- Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля.
- Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется "склейка", проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются.
- Наиболее оперативный метод контроля - разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

