
Россия, казань


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 29.01.2018 11:44

Фадеева Оксана Васильевна
Преподаватель спецдисциплин
47 лет
Местоположение
Разработка презентации по теме "Слесарное дело"
Категория:
Прочее
10.03.2017 22:00

Просмотр содержимого документа
«Разработка презентации по теме "Слесарное дело"»
СЛЕСАРНОЕ ДЕЛО
Приспособления
и
инструменты
для плоскостной
и
пространственной разметки
Понятие о плоскостной разметке
Плоскостная разметка выполняется на поверхностях плоских деталей, на полосовом и листовом материале и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приспособления для плоскостной разметки
- Разметочные плиты
- Подкладки
- Поворотные приспособления
- Домкраты
Разметочные плиты
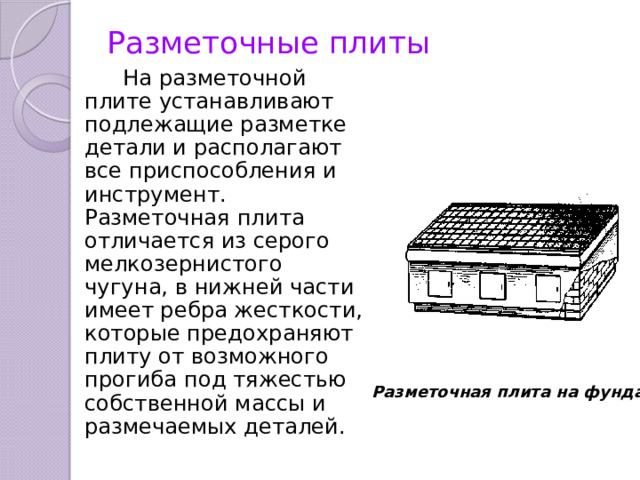
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отличается из серого мелкозернистого чугуна, в нижней части имеет ребра жесткости, которые предохраняют плиту от возможного прогиба под тяжестью собственной массы и размечаемых деталей.
Разметочная плита на фундаменте
Подкладки
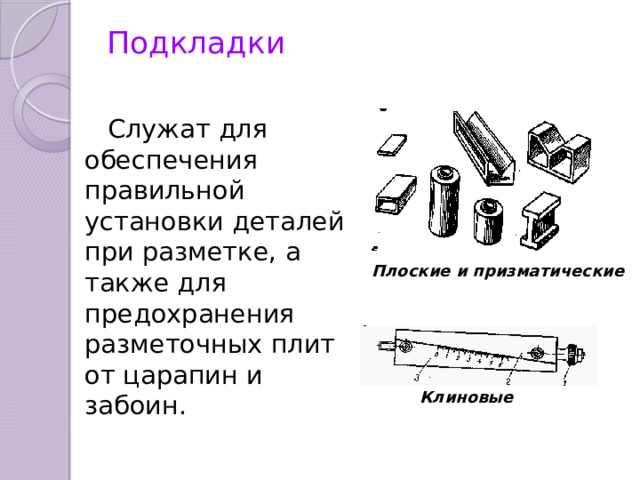
Служат для обеспечения правильной установки деталей при разметке, а также для предохранения разметочных плит от царапин и забоин.
Плоские и призматические
Клиновые
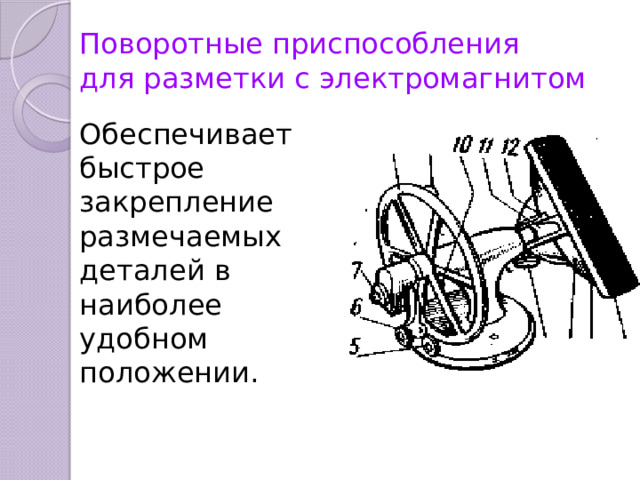
Поворотные приспособления для разметки с электромагнитом
Обеспечивает быстрое закрепление размечаемых деталей в наиболее удобном положении.
Домкраты
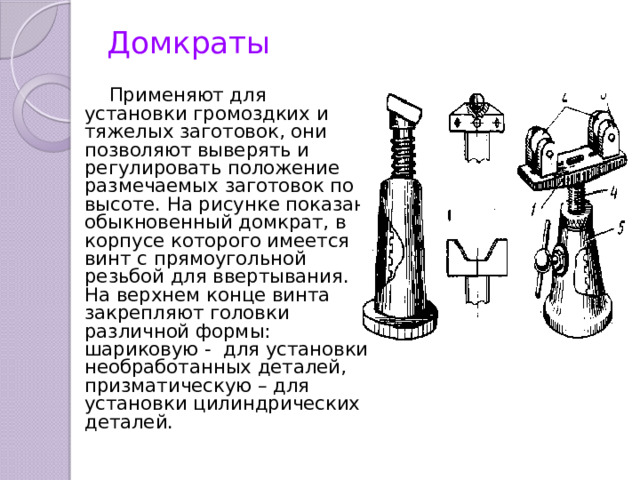
Применяют для установки громоздких и тяжелых заготовок, они позволяют выверять и регулировать положение размечаемых заготовок по высоте. На рисунке показан обыкновенный домкрат, в корпусе которого имеется винт с прямоугольной резьбой для ввертывания. На верхнем конце винта закрепляют головки различной формы: шариковую - для установки необработанных деталей, призматическую – для установки цилиндрических деталей.
Инструменты для плоскостной разметки
- Кернеры
- Чертилки
- Циркули слесарные
- Разметочные штангенциркули
- Линейки
- транспортиры
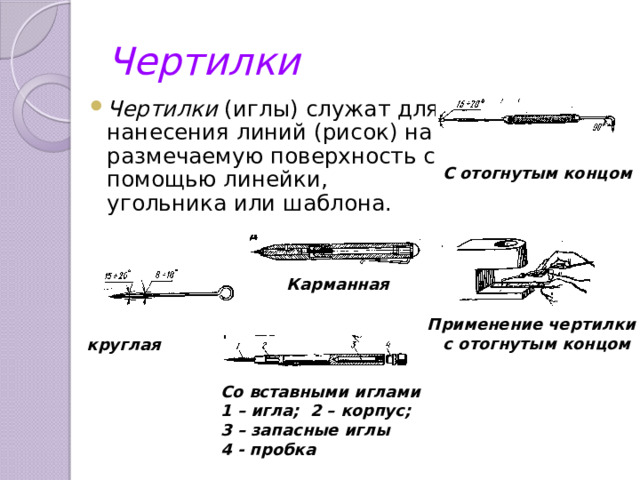
Чертилки
- Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона.
С отогнутым концом
Карманная
Применение чертилки
с отогнутым концом
круглая
Со вставными иглами
1 – игла; 2 – корпус;
3 – запасные иглы
4 - пробка

Кернеры
Кернер - слесарный инструмент применяется для нанесения углубления (кернов) на предварительно размеченных линиях.
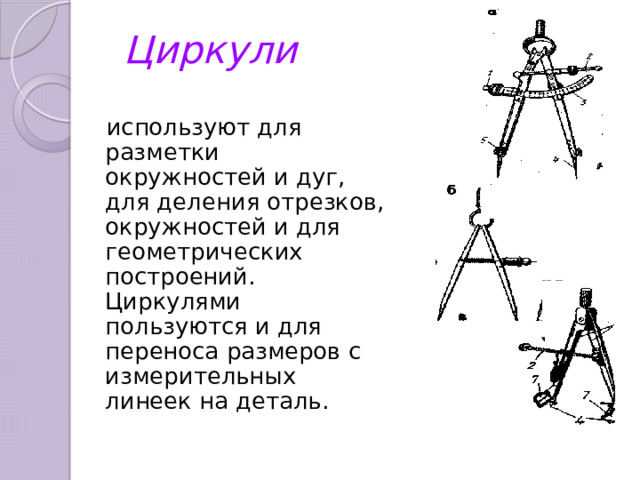
Циркули
используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
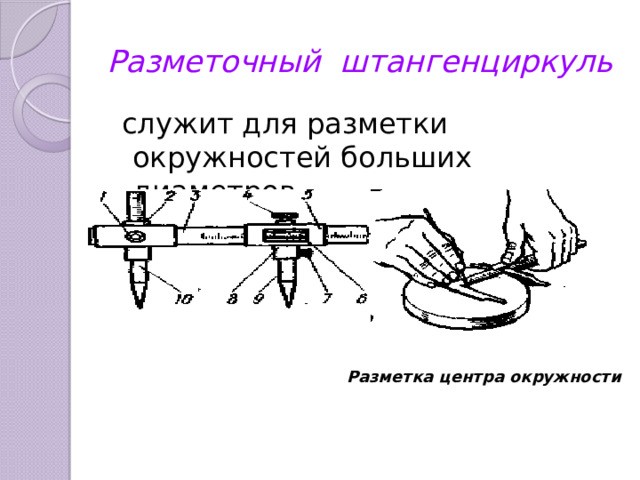
Разметочный штангенциркуль
служит для разметки окружностей больших диаметров.
Разметка центра окружности
Подготовка к разметке
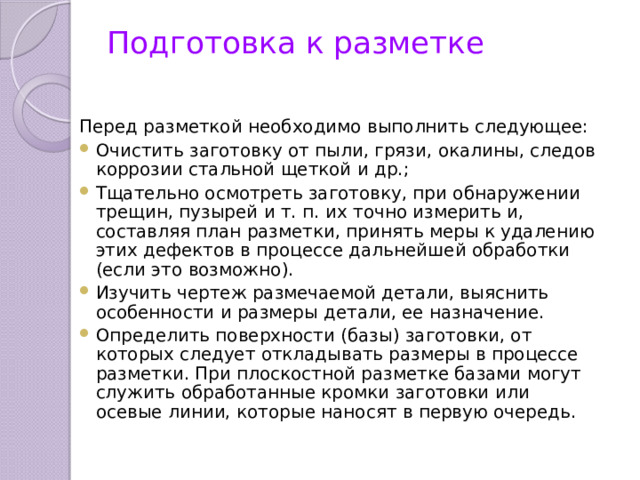
Перед разметкой необходимо выполнить следующее:
- Очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щеткой и др.;
- Тщательно осмотреть заготовку, при обнаружении трещин, пузырей и т. п. их точно измерить и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно).
- Изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение.
- Определить поверхности (базы) заготовки, от которых следует откладывать размеры в процессе разметки. При плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносят в первую очередь.
Приемы плоскостной разметки
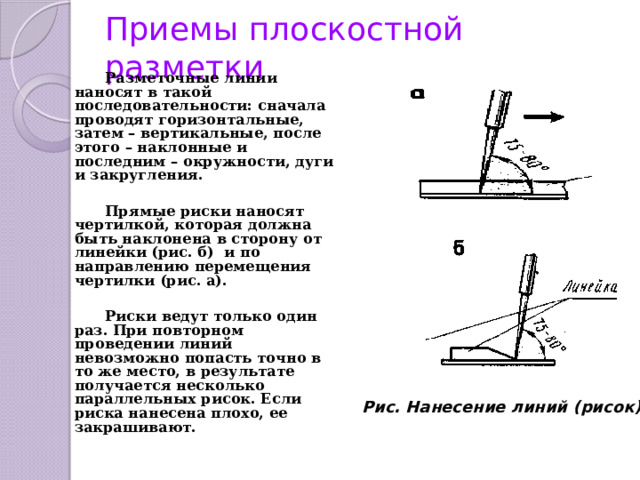
Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем – вертикальные, после этого – наклонные и последним – окружности, дуги и закругления.
Прямые риски наносят чертилкой, которая должна быть наклонена в сторону от линейки (рис. б) и по направлению перемещения чертилки (рис. а).
Риски ведут только один раз. При повторном проведении линий невозможно попасть точно в то же место, в результате получается несколько параллельных рисок. Если риска нанесена плохо, ее закрашивают.
Рис. Нанесение линий (рисок)
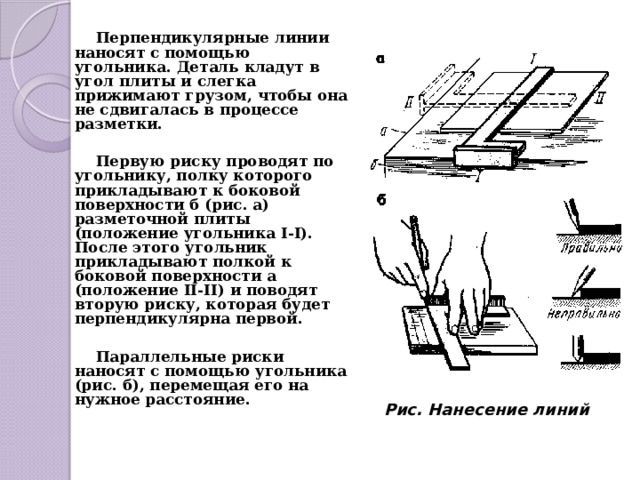
Перпендикулярные линии наносят с помощью угольника. Деталь кладут в угол плиты и слегка прижимают грузом, чтобы она не сдвигалась в процессе разметки.
Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности б (рис. а) разметочной плиты (положение угольника I-I). После этого угольник прикладывают полкой к боковой поверхности а (положение II-II) и поводят вторую риску, которая будет перпендикулярна первой.
Параллельные риски наносят с помощью угольника (рис. б), перемещая его на нужное расстояние.
Рис. Нанесение линий
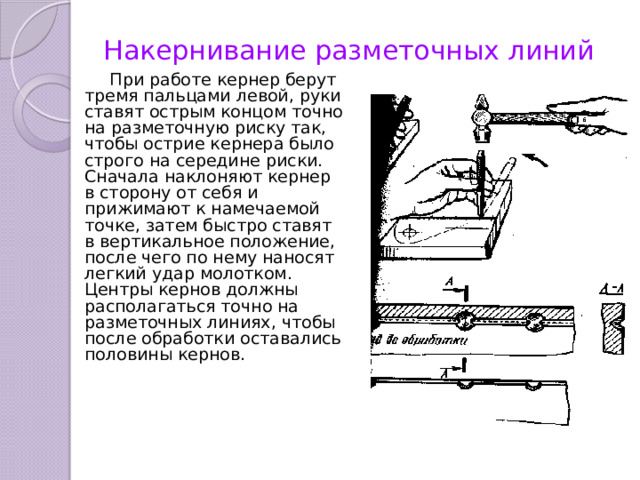
Накернивание разметочных линий
При работе кернер берут тремя пальцами левой, руки ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски. Сначала наклоняют кернер в сторону от себя и прижимают к намечаемой точке, затем быстро ставят в вертикальное положение, после чего по нему наносят легкий удар молотком. Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки оставались половины кернов.
Тесты
1. Какой разметкой можно нанести горизонтальные риски на боковую поверхность цилиндра, перпендикулярные его оси?
а) пространственная б) плоскостная
в) пространственно- плоскостная г)плоскостно-пространственная
2. Из какого материала изготавливается разметочная плита?
а) сталь б) серый мелкозернистый чугун
в) алюминий г) пластмасса
3. Как проверяют плоскостность разметочной плиты?
а) транспортиром б) проверочной линейкой и щупом
в) штангенциркулем г) чертилками
4. Каким способом окрашивают стальные и чугунные заготовки с предварительно обработанными под разметку поверхностями:
а) краской б) раствором медного купороса
в) маслом г) обыкновенным сухим мелом
5. Если разметочная линия нанесена неправильно то:
а) проводят риску повторно б) риску закрашивают и проводят вновь
в) риску проводят на другой заготовке

Опиливание металла
:
Определение
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
Различают опиливание:
- Черновое
- Чистовое
Обработка напильником позволяет получить точность обработки деталей до 0,05 мм .
Припуск на обработку опиливанием составляет от 1,0 до 0,5мм
Инструменты
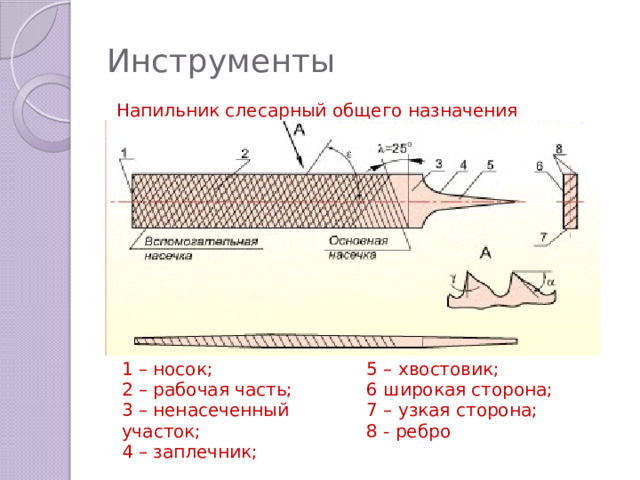
Напильник слесарный общего назначения
1 – носок;
2 – рабочая часть;
5 – хвостовик;
3 – ненасеченный участок;
6 широкая сторона;
4 – заплечник;
7 – узкая сторона;
8 - ребро
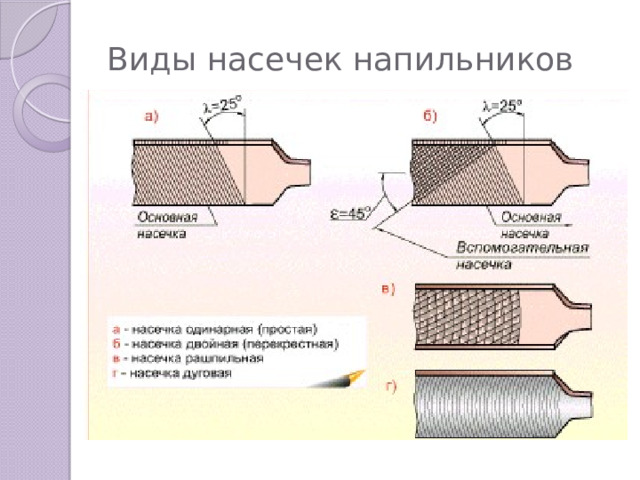
Виды насечек напильников
Напильники применяются:
- Для грубого чернового опиливания;
- Выполнения чистовой обработки;
- Пригоночных, отделочных и доводочных работ
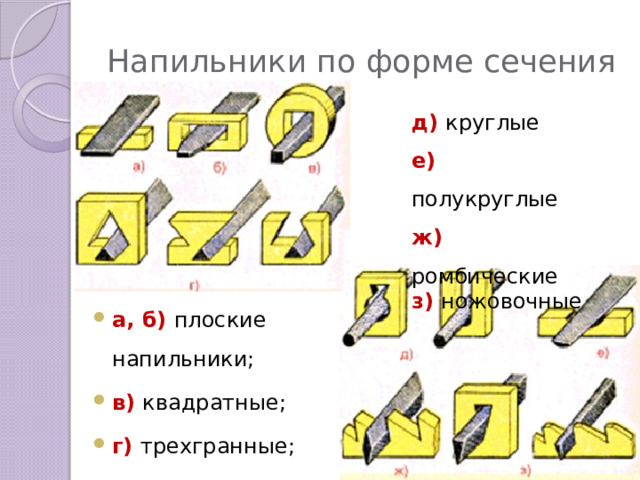
Напильники по форме сечения
д) круглые
е) полукруглые
ж) ромбические
з) ножовочные
- а, б) плоские напильники;
- в) квадратные;
- г) трехгранные;

Насадка и снятие рукояток напильника
- а) насадка ударом о верстак
- б) насадка ударом молотка
- в) снятие ударом напильника

Положение рук при опиливании
- а) Положение правой руки
- б) положение левой руки

Приёмы опиливания
- а) опиливание слева направо;
- б) прямым штрихом поперёк заготовки;
- в) справа налево (косым штрихом);
- г) прямым штрихом вдоль заготовки
Проверь себя
- Какая операция называется опиливанием?
- Точность обработки деталей напильником составляет…
- Припуск на обработку опиливанием составляет…
- Какие инструменты необходимы для опиливания
- Как называются напильники, применяемые для лекальных, граверных, ювелирных работ?
- Как называются напильники, предназначенные для обработки мягких металлов и неметаллических материалов?
- Виды насечек?
- По форме сечения напильники бывают…
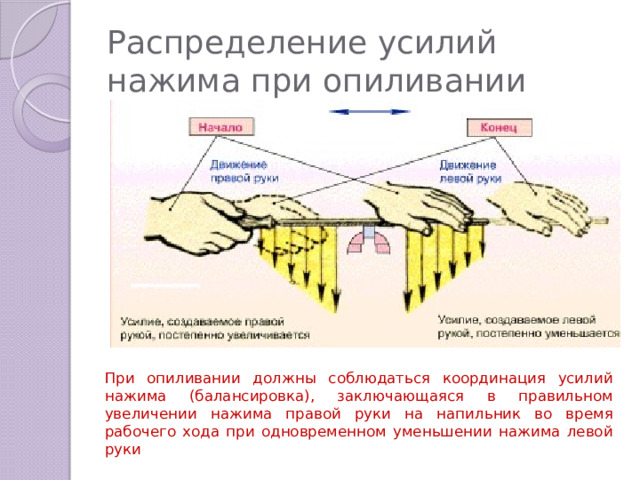
Распределение усилий нажима при опиливании
При опиливании должны соблюдаться координация усилий нажима (балансировка), заключающаяся в правильном увеличении нажима правой руки на напильник во время рабочего хода при одновременном уменьшении нажима левой руки
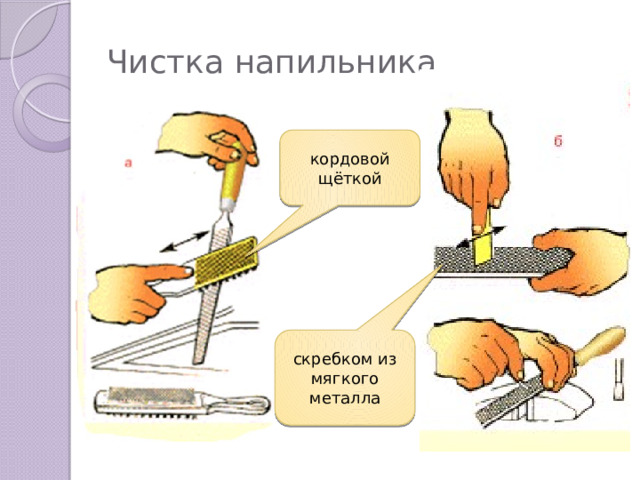
Чистка напильника
кордовой щёткой
скребком из мягкого металла
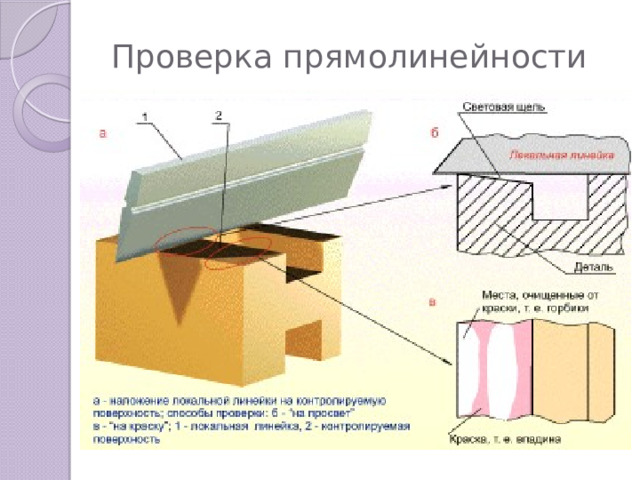
Проверка прямолинейности
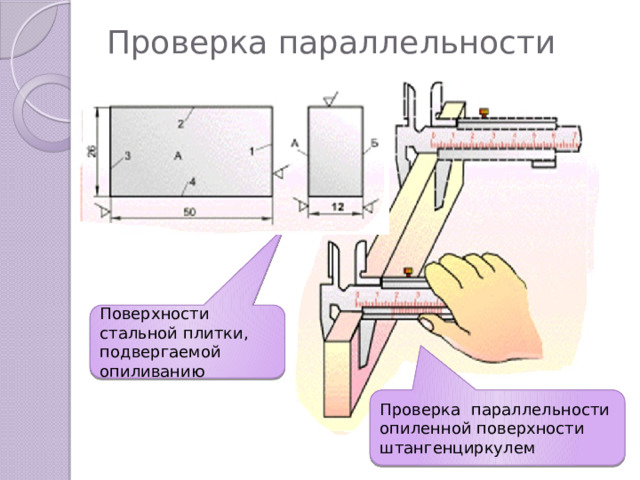
Проверка параллельности
Поверхности стальной плитки, подвергаемой опиливанию
Проверка параллельности опиленной поверхности штангенциркулем

Правка металла
:
Сущность правки металла
- Правка – это операция по выпрямлению изогнутого или покороблённого металла, который можно подвергать только пластичные материалы: алюминий, сталь, медь, латунь, титан.
- Правку осуществляют несколькими способами:
изгибом
вытягиванием
выглаживанием
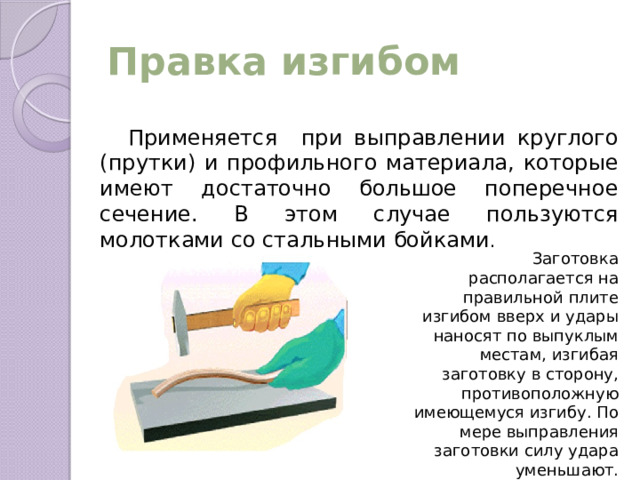
Правка изгибом
Применяется при выправлении круглого (прутки) и профильного материала, которые имеют достаточно большое поперечное сечение. В этом случае пользуются молотками со стальными бойками .
Заготовка располагается на правильной плите изгибом вверх и удары наносят по выпуклым местам, изгибая заготовку в сторону, противоположную имеющемуся изгибу. По мере выправления заготовки силу удара уменьшают.
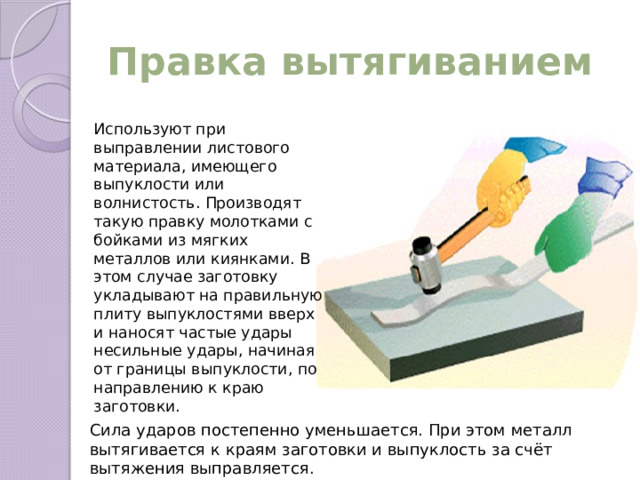
Правка вытягиванием
Используют при выправлении листового материала, имеющего выпуклости или волнистость. Производят такую правку молотками с бойками из мягких металлов или киянками. В этом случае заготовку укладывают на правильную плиту выпуклостями вверх и наносят частые удары несильные удары, начиная от границы выпуклости, по направлению к краю заготовки.
Сила ударов постепенно уменьшается. При этом металл вытягивается к краям заготовки и выпуклость за счёт вытяжения выправляется.
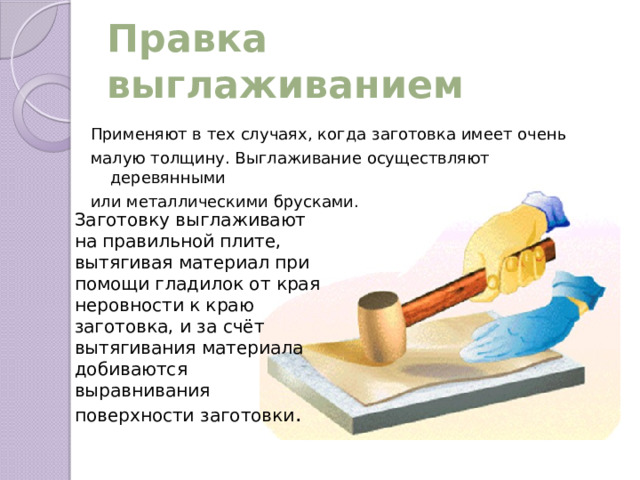
Правка выглаживанием
Применяют в тех случаях, когда заготовка имеет очень
малую толщину. Выглаживание осуществляют деревянными
или металлическими брусками.
Заготовку выглаживают на правильной плите, вытягивая материал при помощи гладилок от края неровности к краю заготовка, и за счёт вытягивания материала добиваются выравнивания поверхности заготовки .
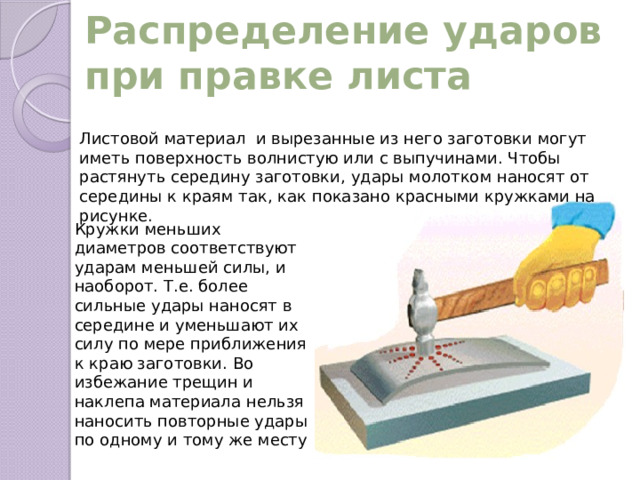
Распределение ударов при правке листа
Листовой материал и вырезанные из него заготовки могут иметь поверхность волнистую или с выпучинами. Чтобы растянуть середину заготовки, удары молотком наносят от середины к краям так, как показано красными кружками на рисунке.
Кружки меньших диаметров соответствуют ударам меньшей силы, и наоборот. Т.е. более сильные удары наносят в середине и уменьшают их силу по мере приближения к краю заготовки. Во избежание трещин и наклепа материала нельзя наносить повторные удары по одному и тому же месту

Рихтовка по наружному и внутреннему углу
Правка искривленных после закалки деталей называется рихтовкой.
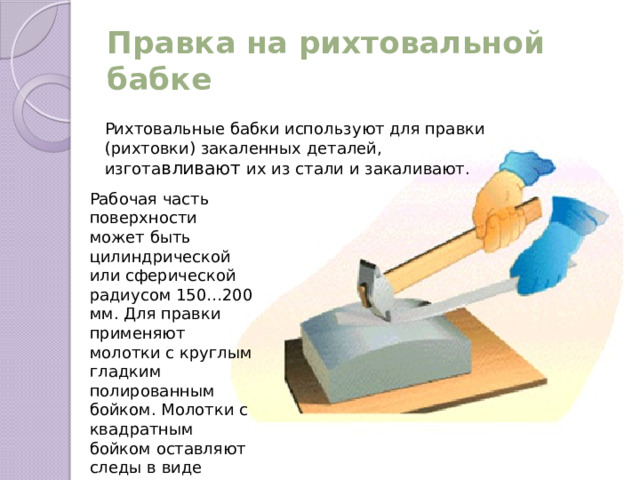
Правка на рихтовальной бабке
Рихтовальные бабки используют для правки (рихтовки) закаленных деталей, изгота вливают их из стали и закаливают.
Рабочая часть поверхности может быть цилиндрической или сферической радиусом 150…200 мм. Для правки применяют молотки с круглым гладким полированным бойком. Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Инструменты и оборудование
- Молотки слесарные массой 500-600 г;
- Молотки со вставками из мягкого металла;
- Кувалда массой 1,5 кг;
- Линейка диной 600-7000мм;
- Пресс винтовой или гидравлический.
- Правильная плита (наковальня);
- Призмы;
- Подкладки из мягкого металла;
- Мел;
- Деревянные бруски.
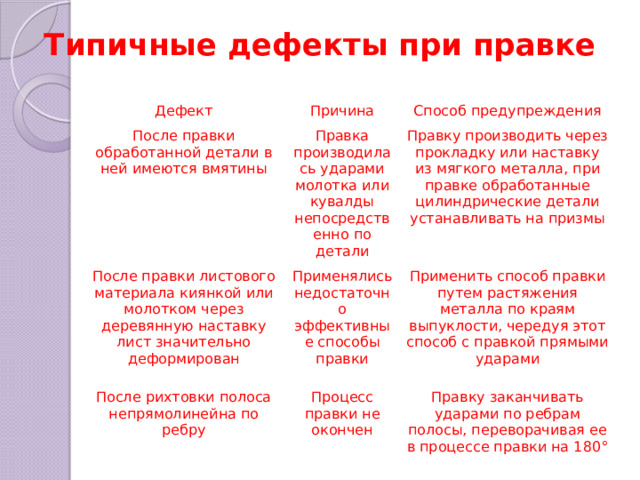
Типичные дефекты при правке
Дефект
Причина
После правки обработанной детали в ней имеются вмятины
Способ предупреждения
Правка производилась ударами молотка или кувалды непосредственно по детали
После правки листового материала киянкой или молотком через деревянную наставку лист значительно деформирован
Правку производить через прокладку или наставку из мягкого металла, при правке обработанные цилиндрические детали устанавливать на призмы
Применялись недостаточно эффективные способы правки
После рихтовки полоса непрямолинейна по ребру
Применить способ правки путем растяжения металла по краям выпуклости, чередуя этот способ с правкой прямыми ударами
Процесс правки не окончен
Правку заканчивать ударами по ребрам полосы, переворачивая ее в процессе правки на 180°
Контрольные вопросы
- Почему при правке металлов рекомендуют применять молоток с круглым, а не с квадратным бойком?
- Почему при правке мягких материалов и тонких листов рекомендуется использовать прокладки?
- Чем вызвана необходимость использования молотков с вставками из твердых металлов при рихтовке заготовок?
- С какой целью при правке валов с предварительно обработанными поверхностями применяют для их установки призмы?
- В чём состоит особенности правки деталей, подвергшихся термической обработке?
Резка металла
:
Резка металла ножницами и резка труб
- Резка выполняется как со снятием стружки, так и без нее.
- Резка со снятием стружки осуществляется ручной ножовкой, на ножовочных, крупнопильных, токарно-отрезных станках
- Без снятия стружки материалы разрезают ручными рычажными и механическими ножницами, кусачками, труборезами, пресс - ножницами.

Виды ножниц
Ручные ножницы
- Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0,5 …1 мм и листов из цветных металлов толщиной до 1,5 мм.
- Ручные ножницы изготавливают с прямыми и кривыми режущими лезвиями.
- Длина ножниц равна 200, 250, 320, 360 и 400 мм, а режущей части – соответственно 55…65, 70…82, 90…105, 100…120 и 110…130 мм
- Хорошо заточенные и отрегулированные ножницы должны резать бумагу.

Ножницы с прямыми лезвиями
Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его.

Ножницы с криволинейными лезвиями
Удерживая лист левой рукой,
подают его между режущими
кромками, направляя верхнее
лезвие точно посередине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание.

Стуловые ножницы
Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной до 3 мм.
Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или другом жестком основании. Для резки листовой стали толщиной до 3 мм применяют стуловые ножницы, имеющие стационарное закрепление
Виды ножниц
- Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2,5 мм и прутков диаметром до 8 мм
- Рычажные ножницы применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни – до 6 мм
- Маховые ножницы широко используются для разки листового металла толщиной 1,5…2,5 мм
- Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм

Резка труб труборезом
- Труба
- Рукоятка
- Винт
- Подвижный ролик
- Рукоятка трубореза
- Труборез
- прижим
Резка труборезом значительно производительнее.
Резку осуществляют так. У установленного на трубе трубореза поворачивают рукоятку на ¼ оборота, поджимая подвижный ролик к поверхности трубы так, чтобы линия разметки совпала с острыми гранями роликов. Смазывают место среза маслом для охлаждения режущих кромок роликов. Труборез вращают вокруг трубы, перемещая подвижный ролик до тех пор, пока стенки трубы не будут полностью прорезаны.
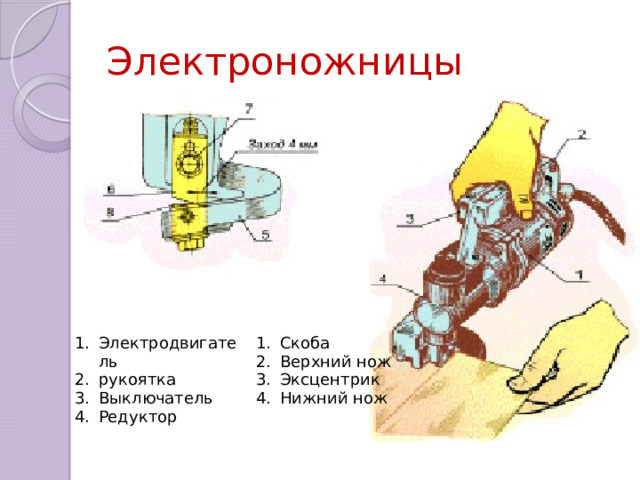
Электроножницы
- Электродвигатель
- рукоятка
- Выключатель
- Редуктор
- Скоба
- Верхний нож
- Эксцентрик
- Нижний нож
Ручная ножовка (пила) – инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ.
Резка металла ножовкой
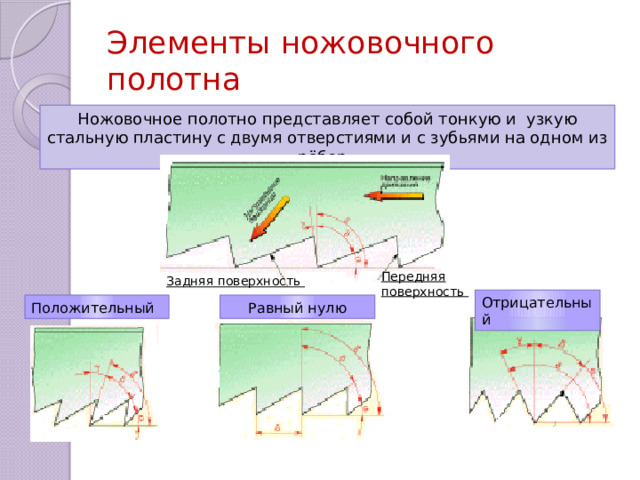
Элементы ножовочного полотна
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из рёбер.
Передняя поверхность
Задняя поверхность
Отрицательный
Положительный
Равный нулю

Ручная ножовка
1. хвостовик с ручкой
2. Рама (станок)
5. Подвижная головка
3. Неподвижная головка
6. Гайка – вороток
4. Ножовочное полотно
7. Приспособление для удлинения рамки

Приём резки
Рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь .
Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, т.к. конец её будет выходить из кисти, что может привести при работе к травме руки. Левой рукой держать рамку ножовки. Четырьмя пальцами охватывать барашек и натяжной болт, а на одну рамку, если делать иначе, будет трудно устранить покачивание ножовки во время работы .

Резка тонкого листа
Резка тонколистового металла производится в следующей последовательности.
- Подготовить деревянные бруски (плоские).
- Зажать между плоскими деревянными брусками по одной или несколько штук заготовок.
- Установить бруски вместе с заготовками в слесарных тисках
- Резать заготовки вместе с брусками

Установка полотна при неглубоком прорезе
При резании мягкого металла применяют ножовочные полотна с крупным шагом (16-18 зубьев на 1 дюйм; для резания тонкого полосового металла – ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для резания самого тонкого листового металла – 24-32 зуба на 1 дюйм.
Для слесарных работ пользуются преимущественно ножовочным полотном с шагом 1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев.

Положение полотна при глубоком прорезе
Ножовкой с полотном, повернутым на угол 90 º, производят резку в том случае, когда глубина прореза превышает расстояние от полотна до рамки ножовочного станка, т.е. при глубоких прорывах.
Место прореза располагают сбоку или сверху от губок тисков в зависимости от конфигурации детали.
Полотно вставляется в прорези хвостовика так, чтобы в рабочем положении рамка ножовочного полотна располагалась горизонтально .
Контрольные вопросы
- Какие способы резки металла вы знаете?
- Каково назначение резки металла?
- Какие правила необходимо выполнять при резке металлов слесарной ножовкой?
- В каких случаях при резке металла необходим поворот полотна слесарной ножовки на 90°?
- Почему при пользовании ручной ножовкой необходимо следить за тем, чтобы в процессе резания участвовало не менее двух-трех зубьев?
- По каким причинам может произойти поломка полотна слесарной ножовки и как этого избежать?
- Почему при резке труб предпочтительнее использовать труборез, а не ножовку?
- Какие правила техники безопасности необходимо выполнять при резке трубы слесарной ножовкой и труборезом?
- Какой максимальной толщины материал может быть разрезан ножницами: а — ручными; 5— рычажными?
РУБКА МЕТАЛЛА
- Рубкой называется операция по снятию с заготовки слоя материала, а также разрубание металла (листового, полосового, профильного) на части режущими инструментами (зубилом, крейцмейселем или канавочником при помощи молотка).
- Рубкой выполняют следующие работы:
- удаление лишних слоев материала с поверхностей заготовок (обрубка литья, сварных швов, прорубание кромок под сварку и пр.);
- обрубку кромок и заусенцев на кованых и литых заготовках;
- разрубание на части листового материала;
- вырубку отверстий в листовом материале;
- прорубание смазочных канавок и др.

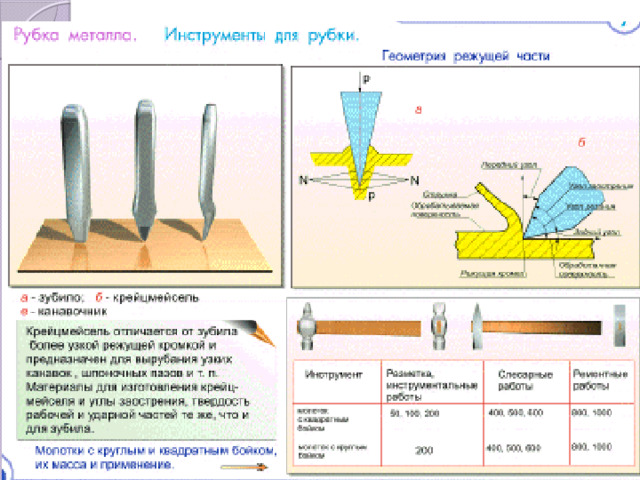
Слесарное зубило
состоит из трех частей: рабочей, средней, ударной. Как и при любой обработке резанием, режущая часть инструмента представляет собой клин (рис. 2.20, а).
Зубило слесарное: а - общий вид зубила и его рабочей части; б - угол заострения и действие сил; в - элементы резания при рубке; Р - сила резания; w 1 , w 2 - составляющие силы резания; β, β 1 , β 2 - углы заострения; γ - передний угол; а - задний угол; δ -угол резания
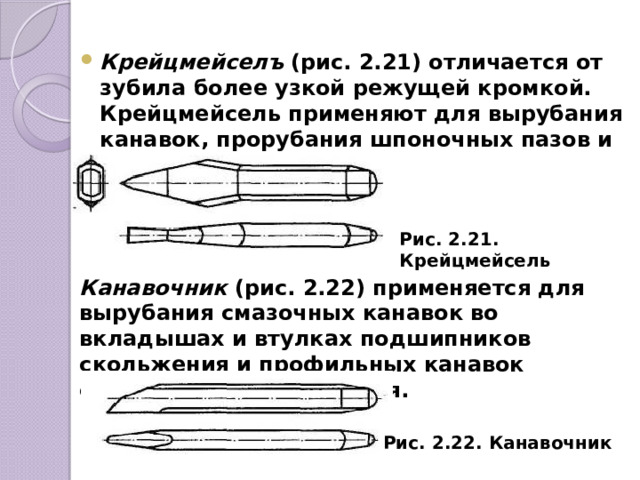
- Крейцмейселъ (рис. 2.21) отличается от зубила более узкой режущей кромкой. Крейцмейсель применяют для вырубания канавок, прорубания шпоночных пазов и тому подобных работ.
Рис. 2.21. Крейцмейсель
Канавочник (рис. 2.22) применяется для вырубания смазочных канавок во вкладышах и втулках подшипников скольжения и профильных канавок специального назначения.
Рис. 2.22. Канавочник
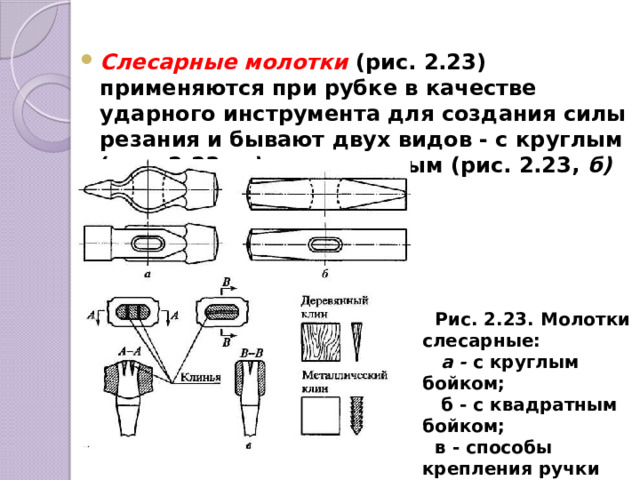
- Слесарные молотки (рис. 2.23) применяются при рубке в качестве ударного инструмента для создания силы резания и бывают двух видов - с круглым (рис. 2.23, а) и квадратным (рис. 2.23, б) бойком.
Рис. 2.23. Молотки слесарные:
а - с круглым бойком;
б - с квадратным бойком;
в - способы крепления ручки

ЗАТОЧКА РЕЖУЩЕГО ИНСТРУМЕНТА
- Заточка режущего инструмента осуществляется на заточных станках
Рис. 2.24. Заточной станок:
а - заточной узел станка; б - шаблон для контроля углов заточки; 1 - защитный экран; 2 - кожух; 3 - подручник

ОСНОВНЫЕ ПРАВИЛА И СПОСОБЫ ВЫПОЛНЕНИЯ РАБОТ ПРИ РУБКЕ
- 1. При рубке листового и полосового металла толщиной до 3 мм по уровню губок тисков следует соблюдать следующие правила:
- часть заготовки, уходящая в стружку, должна располагаться выше уровня губок тисков;
- риска на заготовке должна находиться точно на уровне губок тисков, перекос заготовки не допустим;
- заготовка не должна выступать за правый торец губок тисков;
- рубку по уровню тисков выполнять серединой режущей кромки инструмента, располагая его под углом 45 ° к заготовке (рис. 2.25, б). Угол наклона зубила в зависимости от угла заострения рабочей части составляет от 30 до 35 ° (рис. 2.25, а).
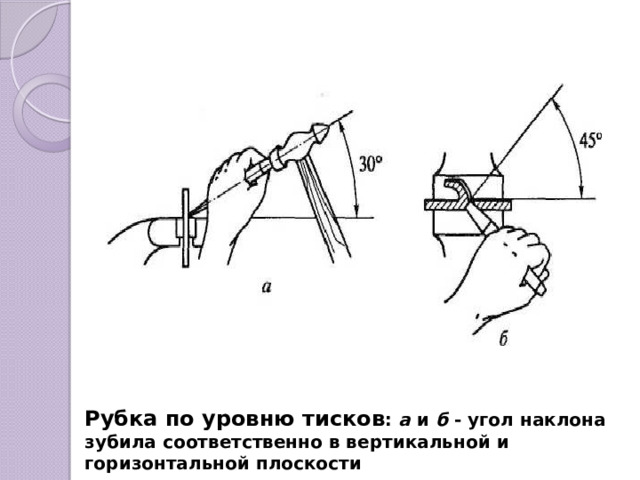
Рубка по уровню тисков : а и б - угол наклона зубила соответственно в вертикальной и горизонтальной плоскости
- 2 . При рубке полосового (листового) материала на плите (наковальне) следует выполнять следующие требования:
- режущую кромку зубила затачивать не прямолинейно а с некоторой кривизной (рис. 2.26);
- разрубание листового материала по прямой линии производить, начиная от дальней кромки листа к передней, при этом зубило должно располагаться точно по разметочной риске. При рубке передвигать лист таким образом, чтобы место удара находилось приблизительно посредине плиты;
- при вырубании из листового материала заготовки криволинейного профиля (рис. 2.27) оставлять припуск 1,0... 1,5 мм для последующей ее обработки, например, опиливанием;
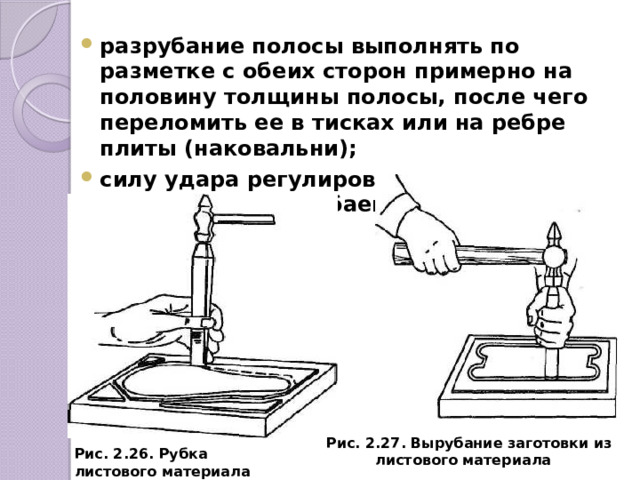
- разрубание полосы выполнять по разметке с обеих сторон примерно на половину толщины полосы, после чего переломить ее в тисках или на ребре плиты (наковальни);
- силу удара регулировать в зависимости от толщины разрубаемого материала.
Рис. 2.27. Вырубание заготовки из листового материала
Рис. 2.26. Рубка листового материала
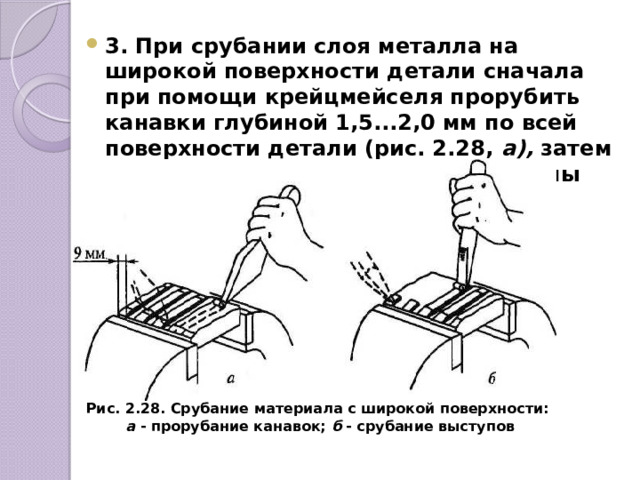
- 3. При срубании слоя металла на широкой поверхности детали сначала при помощи крейцмейселя прорубить канавки глубиной 1,5...2,0 мм по всей поверхности детали (рис. 2.28, а), затем зубилом срубить оставшиеся выступы (рис. 2.28, б).
Рис. 2.28. Срубание материала с широкой поверхности:
а - прорубание канавок; б - срубание выступов
- 4. Прорубание криволинейных канавок на заготовке выполнять канавочником за один или несколько проходов в зависимости от обрабатываемого материала и требований к качеству обработки. Объем срезаемого материала регулировать наклоном канавочника и силой удара по инструменту.
- 5. При заточке инструмента необходимо выполнять следующие требования:
- устанавливать подручник заточного станка таким образом, чтобы зазор между подручником и заточным кругом не превышал 3 мм;
- прижимать инструмент режущей частью к периферии заточного круга, опираясь при этом на подручник;
- периодически охлаждать инструмент водой, опуская его в специальную емкость.
- проверять угол заточки инструмента по шаблону;
- следить за симметричностью лезвия инструмента относительно его оси.
- 6. При рубке и заточке режущего инструмента необходимо соблюдать следующие меры безопасности :
- устанавливать на верстак защитный экран;
- прочно закреплять заготовку в тисках;
- не пользоваться молотком, зубилом, канавочником, крецмейселем с расплющенным бойком;
- не пользоваться молотком, слабонасаженным на рукоятку;
- выполнять рубку только острозаточенным инструментом;
- пользоваться индивидуальными защитными очками или защитным экраном, установленным на станке, во избежание травм глаз.


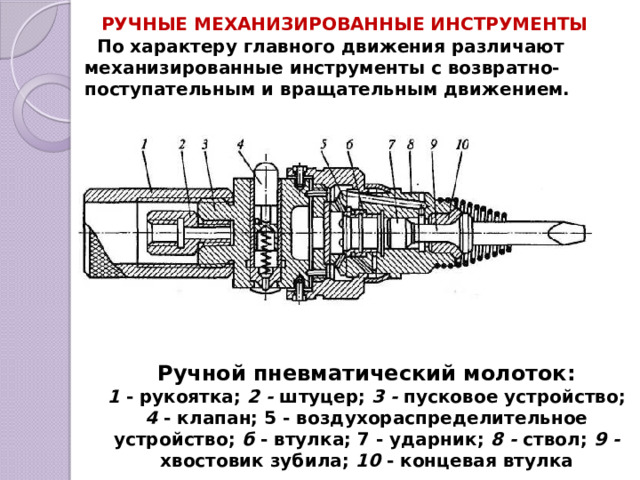
РУЧНЫЕ МЕХАНИЗИРОВАННЫЕ ИНСТРУМЕНТЫ
По характеру главного движения различают механизированные инструменты с возвратно-поступательным и вращательным движением.
Ручной пневматический молоток:
1 - рукоятка; 2 - штуцер; 3 - пусковое устройство; 4 - клапан; 5 - воздухораспределительное устройство; б - втулка; 7 - ударник; 8 - ствол; 9 - хвостовик зубила; 10 - концевая втулка
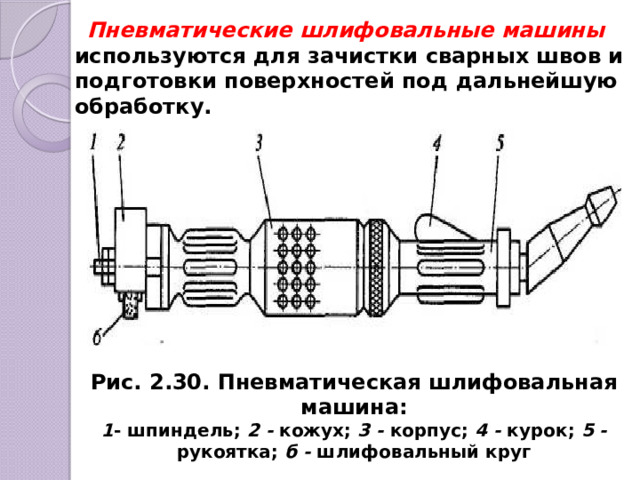
Пневматические шлифовальные машины используются для зачистки сварных швов и подготовки поверхностей под дальнейшую обработку.
Рис. 2.30. Пневматическая шлифовальная машина:
1 - шпиндель; 2 - кожух; 3 - корпус; 4 - курок; 5 - рукоятка; б - шлифовальный круг
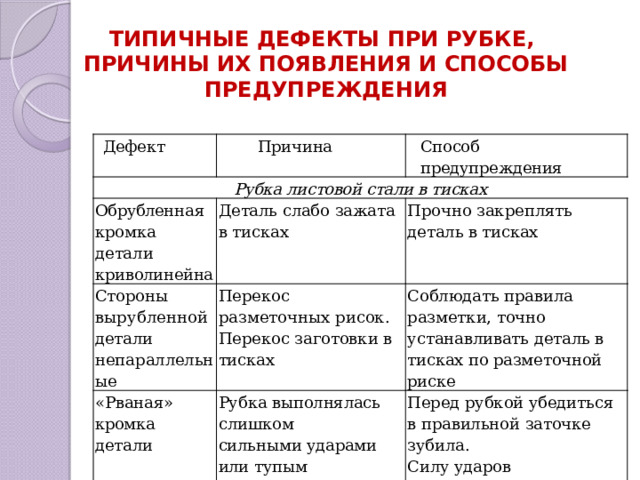
ТИПИЧНЫЕ ДЕФЕКТЫ ПРИ РУБКЕ, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
Дефект
Причина
Рубка листовой стали в тисках
Способ предупреждения
Обрублен ная кромка д етали криволинейна
Деталь слабо зажата в тисках
Стороны вырублен ной детали
«Рваная» кромка
Перекос разметочных рисок.
непарал лельные
Прочно закреплять деталь в тисках
Перекос заготовки в тисках
детали
Рубка выполнялась слишком
Соблюдать правила разметки, точно устанавливать де таль в тисках по разметочной риске
сильными ударами или тупым
Перед рубкой убедиться в правильной заточке зубила.
зубилом
Силу ударов регулировать в зависимости от толщины заготовки. Угол наклона зубила должен быть не менее 30°
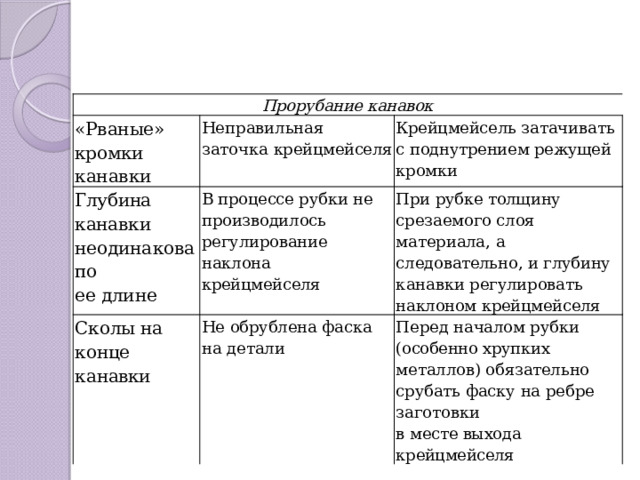
Прорубание канавок
«Рваные» кромки
канавки
Неправильная заточка крейцмейселя
Глубина канавки
Сколы на конце ка навки
Крейцмейсель затачивать с поднутрением режущей кромки
неодина кова по
В процессе рубки не производилось регулирование наклона
Не обрублена фаска на детали
крейцмейселя
При рубке толщину срезаемого слоя материала, а следовательно, и глубину канавки регулировать
ее длине
наклоном крейцмейселя
Перед началом рубки (особенно хрупких металлов) обязательно
срубать фаску на ребре заготовки
в месте выхода крейцмейселя
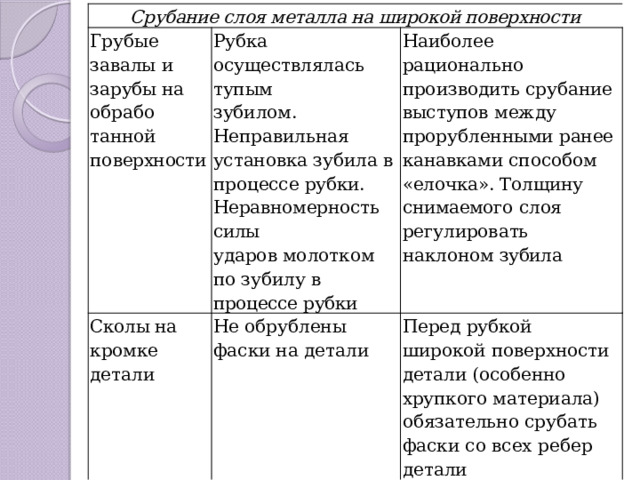
Срубание слоя металла на широкой поверхности
Грубые завалы и за рубы на обрабо
танной по верхности
Рубка осуществлялась тупым
Сколы на кромке де тали
Наиболее рационально про изводить срубание выступов между прорубленными ранее канавками способом «елоч ка». Толщину снимаемого слоя регулировать наклоном зубила
зубилом. Неправильная установка зубила в процессе руб ки. Неравномерность силы
Не обрублены фаски на дета ли
ударов молотком по зубилу в
Перед рубкой широкой поверхности детали (особенно хрупкого материала) обяза тельно срубать фаски со всех ребер детали
процессе рубки
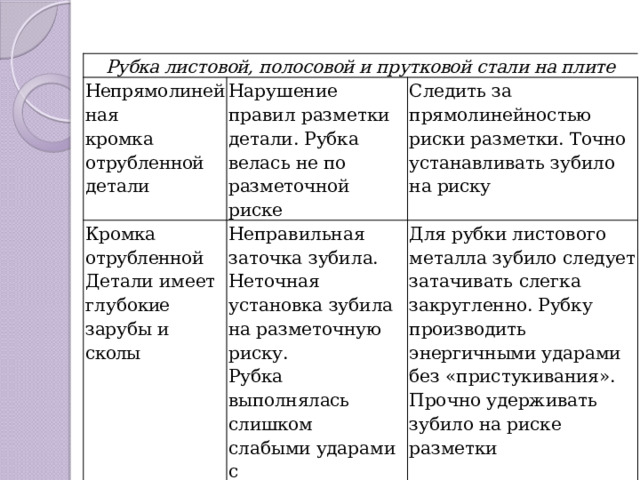
Рубка листовой, полосовой и прутковой стали на плите
Непрямо линейная
кромка от рубленной
Нарушение правил разметки
Кромка от рубленной
детали
детали. Рубка велась не по разметочной риске
Следить за прямолинейностью риски разметки. Точно устанавливать зубило на риску
Детали имеет глуб окие зарубы и сколы
Неправильная заточка зуби ла. Неточная установка зуби ла на разметочную риску.
Рубка выполнялась слишком
Для рубки листового металла зубило следует затачивать слегка закругленно. Рубку производить энергичными ударами без «пристукивания». Прочно удерживать зубило на риске разметки
слабыми ударами с «присту киванием» или тупым зубилом
Нарезание резьбы

Параметры метрической резьбы
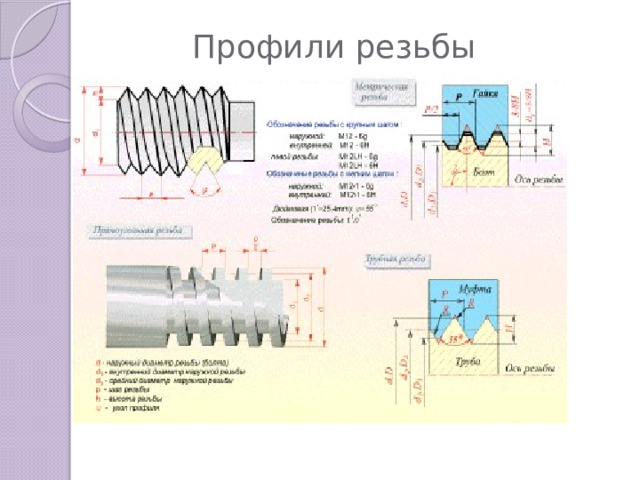
Профили резьбы
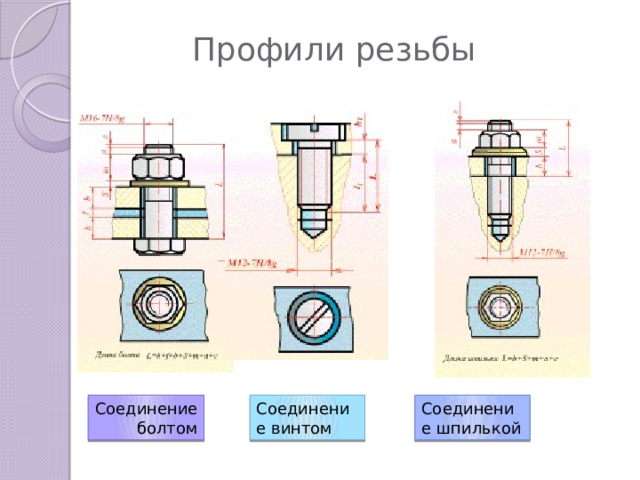
Профили резьбы
Соединение болтом
Соединение шпилькой
Соединение винтом

Профили резьбы
Трапецеидальная однозаходная (Tr)
Обозначение резьбы наружной Tr40х6-7е
Внутренней Tr40х6-7Н
Левой резьбы Tr40х6LH-7Н
Упорная резьба (S)
Обозначение резьбы S80 х 10 – 7h
S80 х 10LH – 7h
Резьба круглая цоколей и патрона электрических ламп (Е)
Номинальный диаметр резьбы
( 5, 10, 14, 27, 40)
Обозначение резьбы Е 14
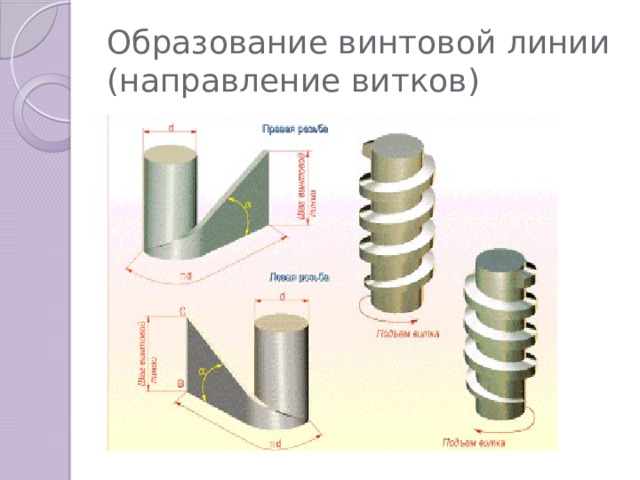
Образование винтовой линии (направление витков)
Инструменты для нарезания резьбы

Метчик ручной
Рабочая часть метчика состоит из заборной и калибрующей частей.
Заборная (или режущая) часть обычно делается в виде конуса, она производит основную работу при нарезании резьбы
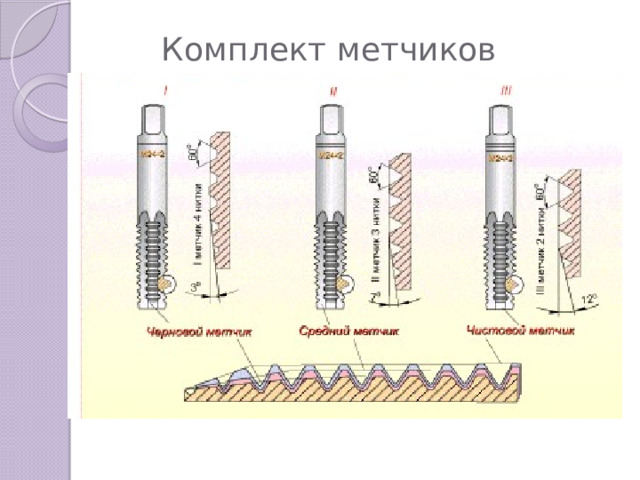
Комплект метчиков

Нарезание внутренней резьбы
Установка метчика
Процесс нарезания
В целях облегчения работы вороток с метчиком не всё время по направлению часовой стрелки, а один - два оборота вправо и пол-оборота влево и т.д. благодаря такому возвратно вращательному движению метчика, стружка ломается, получается мелкой дробленой, а процесс резания значительно облегчается
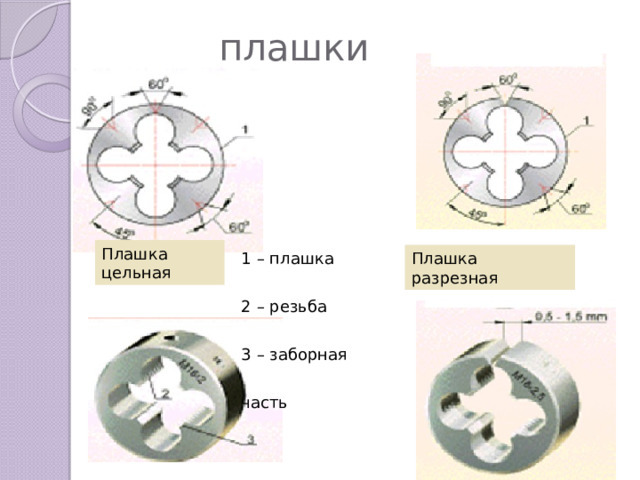
плашки
1 – плашка
2 – резьба
3 – заборная часть
Плашка цельная
Плашка разрезная
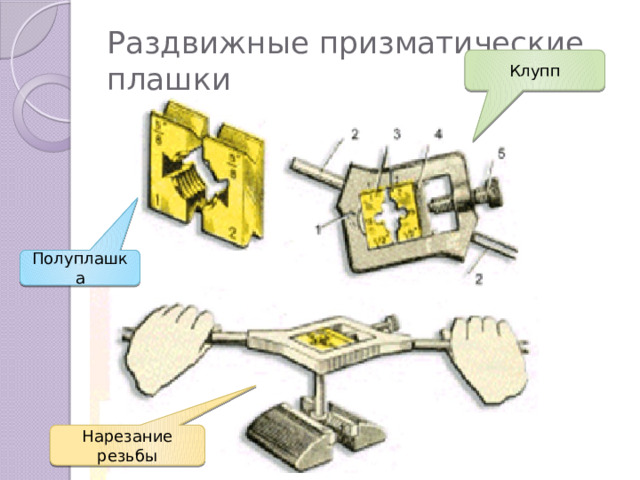
Раздвижные призматические плашки
Клупп
Полуплашка
Нарезание резьбы
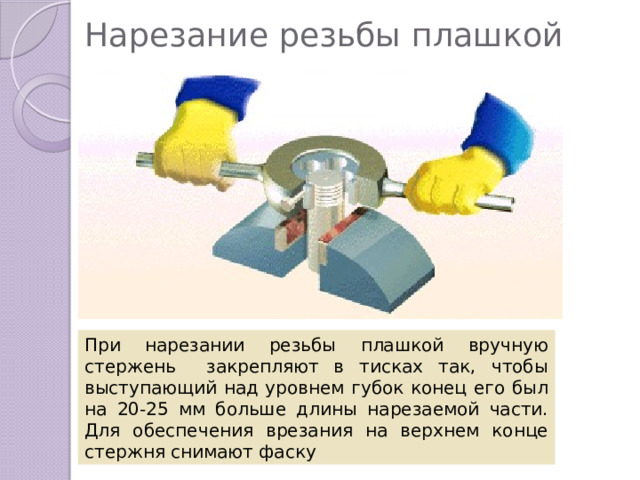
Нарезание резьбы плашкой
При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец его был на 20-25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня снимают фаску
Шабрение
- Шабрение – это окончательная слесарная операция по снятию с поверхности детали очень тонких частиц металла специальным инструментом — шабером .
- Шабрение применяется в тех случаях, когда необходимо обработать поверхности с очень малой шероховатостью.
- Цель операции — обеспечение точного прилегания сопрягаемых поверхностей;
- Шабрением обрабатывают прямолинейные и криволинейные поверхности вручную и на станке.
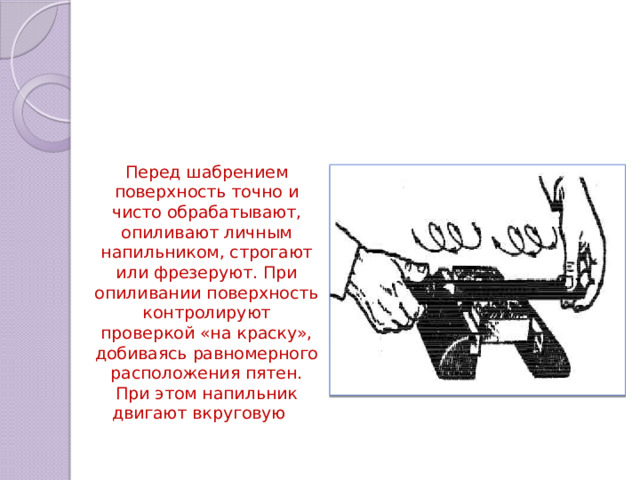
Перед шабрением поверхность точно и чисто обрабатывают, опиливают личным напильником, строгают или фрезеруют. При опиливании поверхность контролируют проверкой «на краску», добиваясь равномерного расположения пятен. При этом напильник двигают вкруговую

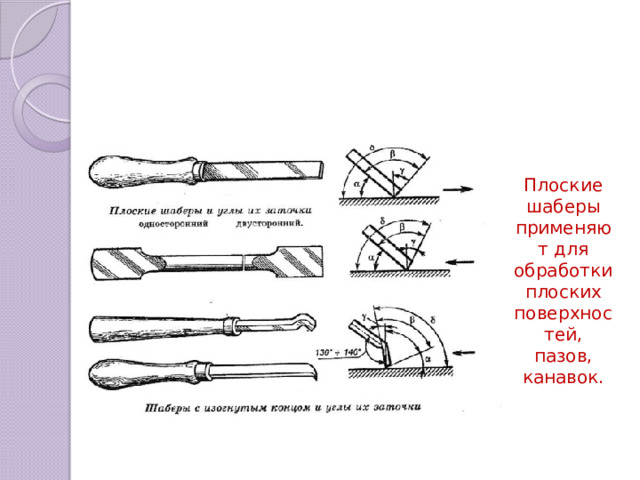
Плоские шаберы применяют для обработки плоских поверхностей, пазов, канавок.
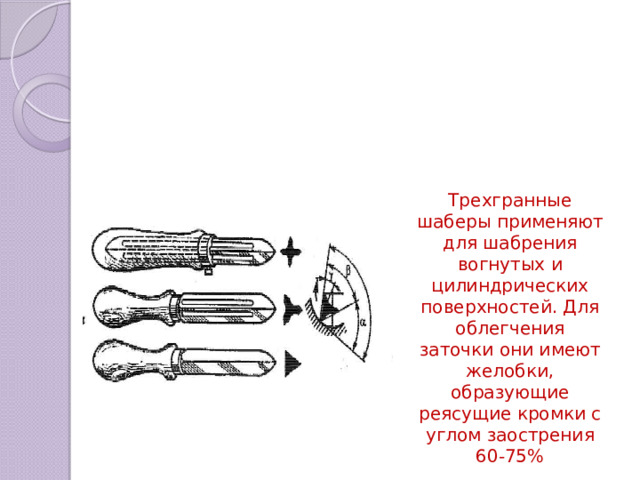
Трехгранные шаберы применяют для шабрения вогнутых и цилиндрических поверхностей. Для облегчения заточки они имеют желобки, образующие реясущие кромки с углом заострения 60-75%
Фасонные шаберы имеют набор сменных стальных пластин, закрепляемых на стержне с рукояткой. Предназначены для шабрения в труднодоступных местах впадин, желобков и других фасонных поверхностей,
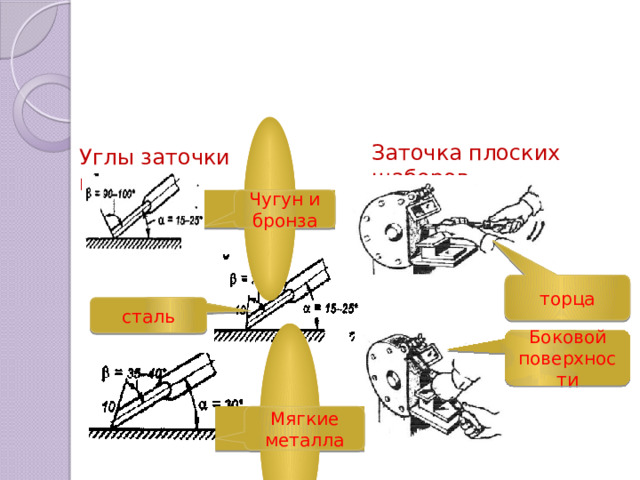
Заточка плоских шаберов
Углы заточки шаберов
Чугун и бронза
торца
сталь
Боковой поверхности
Мягкие металла
Различают три вида шабрения: предварительное, получистовое, чистовое.
- При предварительном (черновом) шабрении широкими шаберами снимают наиболее выступающие части поверхности, удаляя следы от обработки. Длина рабочего хода — 10—15 мм. Шабрение прекращают, когда пятна располагаются равномерно и число их в квадрате 26 х 25 мм будет равным четырем-шести.
- Получистовое шабрение ведут до получения восьми -пятнадцати пятен в квадрате 25х25 мм. Работу выполняют плоским узким шабером (12-16 мм) при длине рабочего хода от 6 до 10 мм, снимая только серые пятна. Направление движения шабера меняют так, чтобы штрихи на соседних участках имели разное направление.
- Чистовое (окончательное) шабрение выполняют для очень точных сопряжений узкими шаберами и короткими штрихами. Во время холостого хода инструмент должен отделяться от поверхности, чтобы не оставалось рисок. Перед окончанием шабрения поверхность притирают о контрольную без краски.
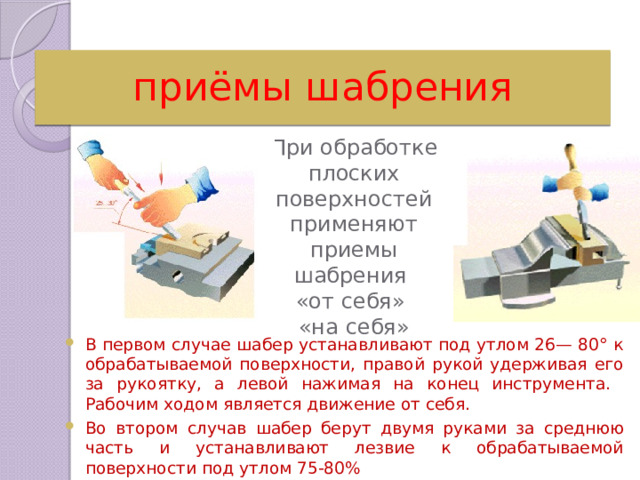
приёмы шабрения
При обработке плоских поверхностей применяют приемы шабрения
«от себя»
«на себя»
- В первом случае шабер устанавливают под утлом 26— 80° к обрабатываемой поверхности, правой рукой удерживая его за рукоятку, а левой нажимая на конец инструмента. Рабочим ходом является движение от себя.
- Во втором случав шабер берут двумя руками за среднюю часть и устанавливают лезвие к обрабатываемой поверхности под утлом 75-80%
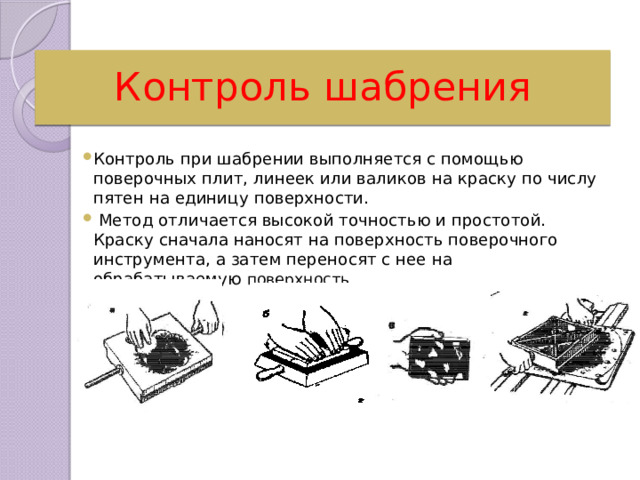
Контроль шабрения
- Контроль при шабрении выполняется с помощью поверочных плит, линеек или валиков на краску по числу пятен на единицу поверхности.
- Метод отличается высокой точностью и простотой. Краску сначала наносят на поверхность поверочного инструмента, а затем переносят с нее на обрабатываемую поверхность







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

